

Расчет потребного количества станков и их загрузки
|
Оборудование (станки) |
Штучное время по деталям (t), мин |
tП.З., мин |
Число запусков в месяц |
Количество станков |
Коэф-фициент загрузки оборудования, КЗ | ||||||
|
а |
б |
в |
г |
д |
е |
СР |
СПР | ||||
|
Фрезерные |
6 |
10 |
25 |
2 |
6 |
6 |
20 |
6 |
3,05 |
3 |
1,02 |
|
Сверлильные |
10 |
3 |
6 |
2 |
4 |
4 |
20 |
6 |
1,61 |
2 |
0,80 |
|
Шлифовальные |
4 |
2 |
6 |
3 |
2 |
2 |
20 |
6 |
1,06 |
1 |
1,02 |
|
Строгальные |
– |
4 |
10 |
– |
2 |
2 |
20 |
4 |
1,00 |
1 |
1,00 |
|
Зуборезные |
– |
9 |
9 |
– |
– |
– |
60 |
2 |
1,00 |
1 |
1,00 |
|
Токарные |
– |
– |
– |
8 |
4 |
2 |
20 |
3 |
0,77 |
1 |
0,77 |
|
Итого |
20 |
28 |
56 |
15 |
18 |
16 |
– |
– |
8,49 |
9 |
0,94 |
Длительность производственного цикла обработки партии деталей определяется по формуле
 (7.7)
(7.7)
где ni – оптимальный размер партии деталей i-го наименования, шт.; ti – норма штучного времени обработки детали i-го наименования на соответствующей операции, мин; CПРi – принятое количество станков i-го наименования, шт.; m – число операций по обработке деталей i-го наименования; tМО – межоперационное пролеживание деталей, мин; KПАР – коэффициент параллельности (условно принимаем KПАР = 0,6).
Подставляя в формулу (7.7) соответствующие данные, получаем длительности производственных циклов обработки партий деталей всех наименований:
![]()
![]() ч,
или 3 смены;
ч,
или 3 смены;





7. Расчет опережений запуска-выпуска партии деталей. Различают общее и частное опережения запуска-выпуска. Под общим опережением запуска понимают время со дня запуска в производство партии деталей в первом по ходу технологического процесса цехе и до момента окончания сборки готовых изделий, состоящих из деталей этой партии. Опережение выпуска меньше опережения запуска на величину длительности производственного цикла в данном цехе.
Под частным опережением понимают время между запуском-выпуском партии деталей в предыдущем цехе и запуском-выпуском этой же партии в последующем цехе.
Величина опережения состоит из двух элементов – времени технологического опережения и времени резервного опережения.
Время технологического опережения определяется продолжительностью производственного цикла обработки партии деталей в данном цехе. Если по ходу технологического процесса величина партии не изменяется или уменьшается в кратное число раз, то время технологического опережения равно суммарной длительности производственного цикла во всех цехах, т. е.
 , (7.8)
, (7.8)
где КЦ – число цехов, в которых обрабатывается данная партия деталей.
Применительно к нашей задаче известна только длительность производственного цикла по всем партиям деталей, обрабатываемым в механическом цехе. Поэтому прежде всего необходимо выбрать максимальную периодичность запуска-выпуска. По расчету она составляет 5 дней (см. табл. 7.3). В сборочный цех детали поступают из механического цеха партиями по 250 шт., из которых будет собрано 250 изделий за 5 дней, так как суточная производительность цеха равна 50 шт. изделий. Следовательно, длительность производственного цикла сборочного цеха составляет ТЦ.СБ = 5 дней. Для заготовительного цеха длительность производственного цикла примем ТЦ.З. = 1 день, а для механообрабатывающего цеха по детали «в» – максимальную продолжительность, т. е. ТЦ.В. = 8,2 смены, или 4,1 дня.
Время резервного опережения предусматривается между смежными цехами на случай возможной задержки выпуска очередной партии в предыдущем цехе. Величина такого опережения устанавливается равной 3–5 календарным дням.
Исходя из вышеизложенного, строим график производственного процесса по детали «в» (рис. 7.1) и определяем опережение запуска-выпуска по этому рисунку.
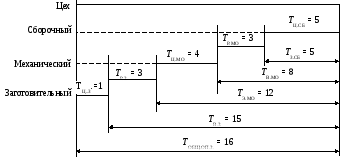
Рис 7.1. Схема производственного процесса и опережений запуска-выпуска партий изделий
Здесь ТЦ.З, ТЦ.МО, ТЦ.СБ – длительность циклов заготовительных работ, механообработки и сборки соответственно; ТР.З и ТР.МО – резервное время между заготовительными и механообрабатывающими и между механообрабатывающими и сборочными работами соответственно; ТЗ.СБ и ТЗ.МО – время опережения запуска в сборочный и механический цехи соответственно; ТВ.МО и ТВ.З – время опережения выпуска изделий из механического цеха и выпуска заготовок соответственно; ТОБЩ.ОП.З. – общая длительность цикла и опережения запуска.
В соответствии с графиком (рис. 7.1) общая длительность производственного процесса и опережения запуска составляет 16 дней.
Время технологического опережения определяем по формуле (7.8):
![]()
Время резервного опережения
![]()
Технологическое опережение определяется и пооперационно. Для этого необходимо рассчитать длительность цикла обработки партии деталей по операциям по формуле
![]() (7.9)
(7.9)
Подставляем в эту формулу соответствующие данные по партии деталей «а» и получаем
![]()
![]()
![]()
Графически опережение показано на рис. 7.2.
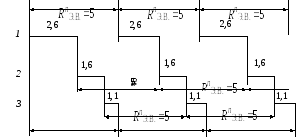
![]()
Рис. 7.2. График опережений при обработке партии деталей «а» в механообрабатывающем цехе: 1, 2, 3 – операции
Аналогично производим расчеты по всем видам деталей, строим графики и определяем время опережения запуска-выпуска. Расчет длительности цикла обработки партии деталей по операциям и технологического опережения приведен в табл. 7.5.
8. Определение нормативной величины цикловых и складских заделов. Цикловые заделы – это внутрицеховые, в частности технологические, транспортные, оборотные и страховые, а складские – это заделы, создаваемые между цехами.
Таблица 7.5