


ТЕМА 7. КИНЕМАТИКА МЕТАЛЛОРЕЖУЩИХ СТАНКОВ.
Каждое исполнительное движение в металлорежущем станке создается кинематической группой. Кинематической группой называется совокупность:
-источника движения,
-исполнительного органа, т.е. органа исполняющего движение,
-кинематических связей,
-органов настройки, обеспечивающих заданные параметры движения. В качестве источника движения чаще всего используется электродвига-
тель. Исполнительными органами в станке являются: шпиндель; стол; салазки; суппорт; ползун и т.д. Кинематические связи представляют собой совокупность различных механических передач: зубчатых; червячных; ремённых и т.д. В ка- честве органов настройки используются гитары сменных колес, коробки скоро- стей и подач.
В зависимости от числа исполнительных движений, реализуемых кинема- тической группой, группы делятся на простые с одним движением, и на слож- ные с двумя или более жестко взаимосвязанными движениями. Количество ис- полнительных движений, необходимых для реализации кинематической груп- пой, зависит от вида обрабатываемой поверхности и выбранного метода фор- мообразования. Примеры кинематических групп приведены ниже (рис. 7.1).
Рис. 7.1 Кинематические группы 1,2 – простые; 3,4 - сложные
Простые кинематические группы имеют только одну связь внешнюю от источника движения до исполнительного органа. Сложные кинематические
группы имеют внутреннюю кинематическую связь между исполнительными движениями, а, следовательно, между исполнительными органами, и связь на- ружную между источником движения и внутренней связью.
Совокупность кинематических групп, реализующих все исполнительные движения, образуют кинематическую структуру станка. Кинематическая струк- тура наглядно показывает все исполнительные движения в станке и связи меж- ду источниками движений и исполнительными органами, а так же связь между отдельными исполнительными движениями.
Различают три типа кинематических структур.
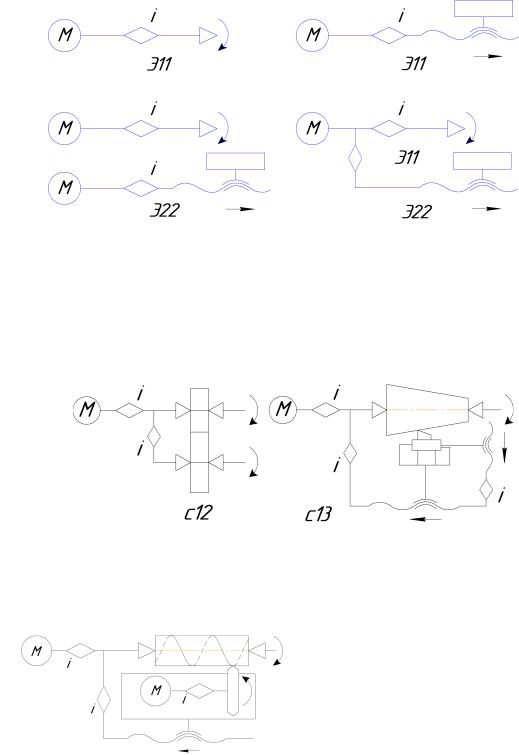
Первый тип – элементарные кинематические структуры (рис.7.2). Это структуры состоящие из простых групп. Они обозначаются буквой Э и двумя цифрами первая цифра обозначает количество групп, а вторая количество ис- полнительных движений. Ниже приведены примеры элементарных структур.
Нижняя правая структура, несмотря на один источник движения, является так же элементарной, так как в этой структуре связь между исполнительными движениями не жёсткая. В этой связи находятся два органа настройки для раз- личных движений.
Рис. 7.2 Элементарные кинематические структуры
Второй тип – сложные кинематические структуры (рис. 7.3). Это структуры состоящие из сложных групп. Они обозначаются буквой С и двумя цифрами первая цифра обозначает количество групп, а вторая количество ис- полнительных движений. Ниже приведены примеры сложных структур.
Рис. 7.3 Сложные кинематические структуры
Третий тип – комбинированные кинематические структуры (рис. 7.4).
Это структуры состоящие из простых и сложных групп. Они обозначаются бук-
вой К и двумя цифрами первая цифра обозначает количество групп, а вторая количество исполнитель- ных движений. Ниже при- веден пример комбиниро- ванной структуры.
Кинематическая настройка станков. Под кинематической настройкой станка понимают настройку его цепей, обеспечивающую требуемые скорости движений исполнительных органов станка, а также, при необходимости, усло- вия кинематического согласования перемещений или скоростей исполнитель- ных органов между собой. Цель таких согласований — образование поверхно- сти с заданными формой, размерами, точностью и шероховатостью. Кинемати- ческая настройка является составной частью наладки станка.
Вбольшинстве металлорежущих станков с механическими связями для на-
стройки кинематических цепей применяют органы кинематической настройки в виде гитар сменных зубчатых колес, а также ременных передач, вариаторов, ре- гулируемых электродвигателей, коробок скоростей и подач, характеристикой которых является общее передаточное отношение i органа.
Значение передаточного отношения органа настройки определяют по фор-
муле настройки и затем реализуют в гитарах сменных зубчатых колес подбором
иустановкой соответствующих колес в гитаре, а в коробках скоростей и подач
— зацеплением соответствующих зубчатых колес.
Для вывода формулы расчета передаточного отношения любого органа кинематической настройки, необходимо по кинематической схеме станка наме- тить такую цепь передач, в которой расположен данный орган и написать урав- нение настройки. Сначала пишут уравнение настройки в общем виде, где ука- зывается начальный элемент цепи и конечный, а затем в развернутом виде где указывают известные перемещения или скорости конечных звеньев этой цепи,
связанные функциональной или требуемой зависимостью
Встанках используются следующие основные уравнения настройки.
Цепи главного вращательного движения.
nэл ® nшп |
nэл × c ×i = nшп . |
|||||||
Цепи главного поступательного движения. |
||||||||
nэл ® vст |
nэл × c × H ×i = vст |
|||||||
Цепи минутной подачи. |
|
|
|
|
||||
nэл ® sст |
nэл × c × H ×i = sст |
|||||||
Цепи оборотной подачи. |
|
|
|
|
||||
1об ® sст |
1об × c × H ×i = sст |
|||||||
Резьбонарезной цепи. |
|
|
|
|
||||
1об ® H ' ст |
1об × c × H ×i = H ' ст |
|||||||
Цепи деления, если инструмент и заготовка в процессе деления образуют |
||||||||
червячную пару. |
|
|
|
|
||||
1об ® |
k |
|
об.ст |
1об × c ×i = |
k |
об.ст |
||
|
|
|||||||
|
|
z |
|
z |
||||
Цепи деления, если инструмент и заготовка в процессе деления образуют |
||||||||
зубчатую пару. |
|
|
|
|
||||
1об ® |
zи |
об.ст 1об × c ×i = |
zи |
об.ст |
||||
|
|
|||||||
|
zз |
|
zз |
|||||
Цепи настройки на величину пути.
1об ® Qст |
1об × c ×i ×360 = Qст |
Если оборотная или минутная подачи реализуются вращательным движе- нием, то в уравнения настройки вместо параметра H подставляется π × d . Где d диаметр обработки.
Где:
n – частота вращения электродвигателя или пшинделя. v – скорость перемещения.
c – константа кинематической цепи.
i – передаточное отношение органа настройки (величина которую надо оп- ределить)
H – ход кинематической пары преобразующей вращательное движение в поступательное.
H’ – ход нарезаемой резьбы. s - подача
k – число заходов z – число зубъев
Θ - угол поворота выходного вала кинематической цепи 1 об – один оборот входного вала кинематической цепи.