

ТЕМА 6. ДВИЖЕНИЯ В МЕТАЛЛОРЕЖУЩИХ СТАНКАХ.
Все движения в металлорежущих станках называются исполнительными
ипо их целевому назначению делятся на:
-формообразующие;
-установочные;
-делительные;
-управляющие;
-вспомогательные.
1. Формообразующие движения.
Так как формообразующие движения участвуют в формообразовании, они являются одновременно движениями резания. Различают следующие движения резания.
Главное движение (движение резания) – это движение обеспечивающее отделение припуска, то есть подвод материала к режущему клину. Если в станке только одно формообразующее движение, то это движение резания. Это движение может быть как вращательным так и поступательным.
Движение подачи – это движение, обеспечивающее непрерывный под- вод под режущую кромку новых участков заготовки. Если в станке два фор- мообразующих движения, то одно из них, как правило, с меньшей скоростью, является движением подачи. Движений подач в станке может не быть совсем, в этом случае это движение реализуется инструментом, а может быть не- сколько это бывает в том случае, если для формообразования используется два метода формообразования.
Движение врезания – это движение при котором происходит врезание инструмента на заданную ширину режущей кромки, или выход на заданный режим резания.
Перечисленные выше движения являются режимными, то есть скорость их рассчитывается в зависимости от основных параметров материала, инст- румента и д.р.
Делительные формообразующие движения – это движения, которые осу- ществляют непрерывное деление поверхности заготовки в процессе резания.
Скорость этого движения является функцией скорости главного движе- ния или скорости подачи, а аргументами этой функции являются параметры инструмента или заготовки.
2. Установочные движения.
Установочными называют движения заготовки и инструмента, необхо- димые для перемещения их в такое относительное положение, при котором
становится возможным с помощью формообразующих движений получать поверхности требуемого размера. Примером установочного движения явля- ется поперечное движение резца для установления его в положение, позво- ляющее получить круговой цилиндр требуемого диаметра D.
3. Делительные движения.
Делительными называют движения, необходимые для обеспечения рав- номерного расположения на заготовке одинаковых образуемых поверхно-

стей. Например, при нарезании двухзаходной резьбы фасонным резцом. По-
сле нарезания одной винтовой канавки требуется повернуть заготовку на 180° для нарезания второй винтовой канавки. Поворот заготовки на 180° и будет делительным движением. Движением деления будет также движение поворота дисковой фрезы на определённый угол при затыловании ее зубьев.
Делительные движения могут быть периодическими или непрерывными, что зависит в основном от конструкции режущего инструмента. Непрерыв- ные делительные движения по своей структуре совпадают с одним из формо- образующих движений, которое выполняет одновременно процессы формо- образования и деления.
4. Вспомогательные движения.
Квспомогательным движениям относятся движения, обеспечивающие установку, зажим, освобождение, транспортирование, быстрое перемещение заготовки и режущего инструмента в зону резания, смазывание, удаление стружки, правку инструмента и т. п.
5. Управляющие движения.
Кдвижениям управления относят те, которые совершают органы управ- ления, регулирования и координирования всех других исполнительных дви- жений станка. К таким органам относятся муфты, реверсирующие устройст- ва, кулачки, ограничители хода и др.
Любое исполнительное движение в станке можно охарактеризовать пя- тью пространственными параметрами:
-траекторией;
-скоростью;
-направлением;
-путем;
-исходной точкой.
В зависимости от характера движения его настраивают по одному или нескольким параметрам. Наиболее важным параметром является скорость.
Выражения для определения скоростей (м/мин) исполнительных движе- ний в зависимости от исполнительных механизмов, выраженных через кине-
матические параметры станка и геометрические параметры инструмента или заготовки, приведены ниже.
V = π × d × n - для вращательного движения заготовки или инструмента. 1000
V = π × m × z × n
1000
мента с зубчато-реечным тяговым устройством.
V = k ×t × n
1000
винтовым или червячно-реечным тяговым устройством.
V = |
R2 − R1 |
× |
360×n |
- для поступательного движения заготовки или инст- |
|
α |
1000 |
||||
|
|
|
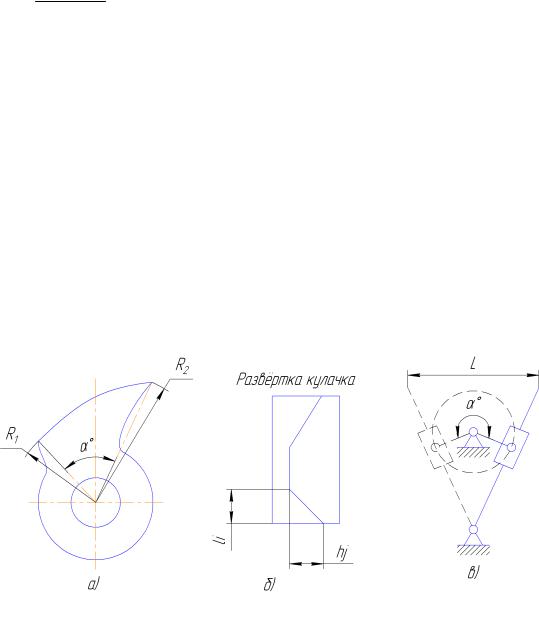
румента с плоским кулачковым тяговым устройством (рис. 6.1 а).
V = |
hi |
× |
π × d1 × n |
- для поступательного движения заготовки или инстру- |
|
||||
|
li |
1000 |
|
|
мента с цилиндрическим кулачковым тяговым устройством (рис.6.1 б).
V= L × n ×360 - для поступательного движения заготовки или инструмен-
α×1000
та с кулисным тяговым устройством (рис. 6.1 в). где:
d – диаметр обработки или инструмента (мм).
n – частота вращения заготовки или инструмента (об/мин). m – модуль зацепления (мм).
z – число зубьев шестерни.
k – число заходов винта или червяка. t – шаг винта или червяка. (мм)
R1 R2 – соответственно начальный и конечный радиусы рабочего участка дискового кулачка. (мм)
hi – высота подъема рабочего участка цилиндрического кулачка. (мм) li – длина окружности рабочего участка цилиндрического кулачка. (мм) d1 – диаметр цилиндрического кулачка. (мм)
L – длина хода ползуна кулисного механизма. (мм) a - угол рабочего хода кулисы или кулачка.
Рис.6.1 Тяговые устройства