

ТЕМА 10.ТОКАРНЫЕ АВТОМАТЫ.
Автоматом называется станок, в котором автоматизированы все основные и вспомогательные движения, необходимые для выполнения технологического цикла обработки заготовок, а также загрузка и выгрузка.
Автоматы делят на :
-универсальные и специализированные;
-прутковые и патронные;
-одно и многошпиндельные;
-горизонтальные и вертикальные.
Автоматическое управление циклом обработки осуществляется с помощью распределительного вала, на котором сидят кулачки различной конфигурации, связанные через передаточные механизмы с исполнительными органами (суп- портами). По форме кулачки бывают дисковые и цилиндрические.
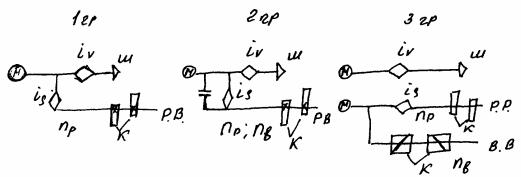
По некоторым особенностям управления циклом автоматы можно подраз- делить на три группы.
Кпервой группе относятся автоматы, которые имеют один Р.В., вращаю- щийся с постоянной частотой для данной настройки.
Ко второй группе относятся автоматы, которые имеют один Р.В., вращаю-
щийся с двумя частотами, nР для выполнения рабочих и nВ вспомогательных движений.
Ктретьей группе относятся автоматы, имеющие, кроме распределительно- го вала, вращающегося с постоянной рабочей частотой, быстроходный вспомо- гательный вал, осуществляющий вспомогательные движения.
Ниже представлены кинематические структуры автоматов этих групп.
Ш – шпиндель, Р.В. – распределительный вал, В.В. – вспомогательный вал,
К– кулачки, i – органы настройки главного движения и подачи.
Кпервой группе относятся автоматы с производительностью более 10 шт./мин (фасонно-отрезные автоматы). Ко второй группе относятся автоматы с производительностью менее 1 шт./мин (автоматы продольного точения). К третьей группе относятся автоматы с производительностью менее 10 шт./мин но более 1 шт./мин (токарно-револьверные автоматы).
Типы одношпиндельных токарных автоматов.
Наиболее распространенными типами автоматов являются: фасонно- отрезные автоматы; автоматы продольного точения; токарно-револьверные ав- томаты.
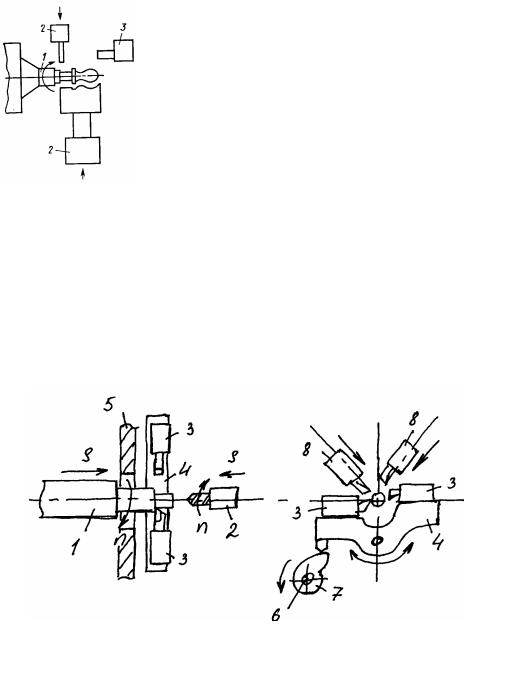
Фасонно-отрезные автоматы предназначаются для изготовления из прутка или бунта коротких деталей малого диаметра и простой формы.
Схема резания автомата:
1 – шпиндель
2 – поперечные суппорты с инструментами
3 – упор подачи заготовки
Заготовка устанавливается в шпиндель и ей сообщается вращательное движение, поперечные суппорты с инструментами перемещаются в радиальном направлении, упор подачи заготовок служит для ограничения подачи заготовки. Перемещение суппортов и упора осуществляется от кулачков распределитель- ного вала.
Автомат относится к автоматам первой группы.
Автоматы продольного точения предназначены для изготовления из прутка тонких длинных деталей.
Схема работы автомата.
1 – шпиндель, 2 – дополнительный высокоскоростной шпиндель, 3 – балансирные суппорты, 4 – балансир, 5 – люнетная стойка, 6 – рас- пределительный вал, 7 – кулачок, 8 – люнетные суппорты.
Заготовка устанавливается в шпиндель и ей сообщается вращательное движение (главное) и поступательное движение (подачи). Инструменты уста- навливаются в суппорты балансира и люнета, которые совершают установоч- ные перемещения от кулачков, установленных на распределительном валу. Станки оснащаются дополнительными шпинделями, в которые устанавливают- ся концевые инструменты, осевые перемещения которых осуществляются так же от кулачков распределительного вала.
Автомат относится к автоматам второй группы.
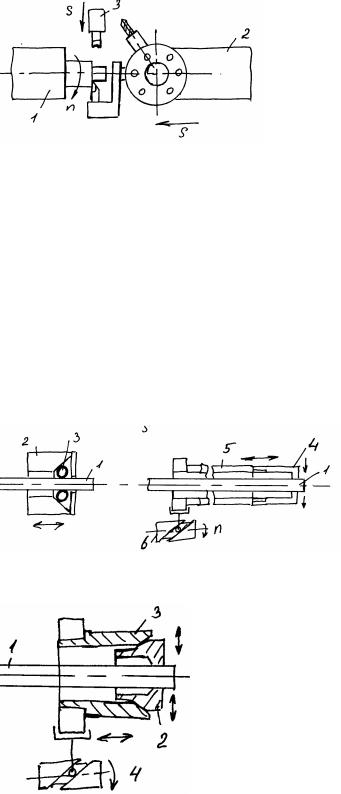
Токарно-револьверные автоматы предназначаются для изготовления относительно коротких деталей сложной конфигурации. Для обработки таких деталей требуется большое количество инструмента, для размещения которых имеется шести позиционная револьверная головка и три боковых суппорта.
1 – шпиндель
2 – револьверный суппорт
3 - поперечный суппорт
Заготовка устанавливается в шпинделе и получает вращательное движе- ние. Резцы устанавливаются в поперечные суппорты и в револьверную головку. Подвод и отвод суппортов 3 и револьверной головки 2 осуществляется кулач- ками распределительного вала. Быстрый отвод револьверной головки и ее по- ворот осуществляется вспомогательным валом. Эти автоматы относятся к третьей группе.
Основными узлами автоматов являются: несущая система; суппорты; ме- ханизм подачи заготовки; механизм зажима; цикловая система управления с распределительным валом.
Несущая система воспринимает (замыкает на себя силовое поле) силы ре- зания. Суппорты служат для перемещения режущего инструмента.
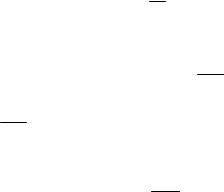
Механизм подачи служит для подачи заготовки до упора
1 – заготовка, 2 – стакан, 3
– зажимные шарики, 4 – подающая цанга, 5 – тяга, 6
– кулачок перемещения тяги.
Механизм зажима заготовки.
При перемещении стакана в право он своей конической поверхностью на-
1 – заготовка.
2 – зажимная цанга.
3 – стакан.
4 – кулачок перемещения стакана.
жимает на лепестки зажимной цанги – происходит зажим заготовки. При пере-
мещении стакана в лево лепестки зажимной цанги разжимаются и происходит разжим заготовки.
Производительность автоматов.
Основным показателем автомата является штучная производительность
Q = 1 шт / сек tk
tk – калькуляционное время обработки заготовки tk = tшт + tпn.з.
но т.к. n >> то tпn.з. → 0 и
Qрас. = t60 шт / мин
шт.
tшт – длительность цикла обработки
tшт. = tp + tx tp – продолжительность рабочих ходов
tx – продолжительность холостых ходов (не совмещенных)
Наладка автоматов.
Наладка автомата состоит из следующих этапов:
-составление плана обработки;
-составление расчетной карты;
-изготовление оснастки;
-настройка станка.
Составление плана обработки
При составлении плана обработки необходимо выполнение следующих
требований.
1.Совмещение рабочих операций
2.Совмещение рабочих и холостых ходов разных суппортов
3.При сверлении отверстий необходима их предварительная зацентровка
4.Для уменьшения длины рабочих ходов при сверлении ступенчатых от- верстий сначала сверлят отверстия большего диаметра.
5.В конце рабочих ходов необходимо предусматривать выстой инстру- мента с целью предупреждения овальности и возникновения заусенца.
6.Нарезание резьбы не следует совмещать с другими операциями.
Для всех рабочих переходов плана обработки вычерчивают эскизы распо- ложения заготовки, инструмента и оправок. Определяют длины рабочих ходов и назначают режимы резания.
Определение продолжительности операции и координация рабочих ходов.
Относительную координацию рабочих ходов производят по количеству оборотов шпинделя, приходящихся на данный рабочий переход:
При постоянной частоте вращения шпинделя количество оборотов шпин-
деля на рабочий переход определяют
Ni = Slii
при переменной частоте определяют |
li |
|
|
Ni = |
×Ci |
||
|
|||
|
Si |
||
Сi = nош - коэффициент приведения niш
nош – основная частота вращения шпинделя
niш – частота вращения шпинделя на i - ом переходе
В качестве основной частоты вращения шпинделя принимается частота, которая чаще всего используется при данной наладке.
Время, затрачиваемое на переход:
t = Ni
nош
Общая координация цикла.
Общецикловая координация рабочих ходов и холостых ходов производит- ся в сотых долях одного оборота распределительного вала, так как все ходы выполняются именно за один оборот.
Для этого определяют количество сотых долей требующихся для выполне- ния рабочих и холостых ходов за один оборот Р.В.
Количество сотых долей для выполнения холостых ходов åb зависит от конструкции автомата и выбирается по паспорту станка.
Количество сотых долей, приходящееся на рабочие переходы, распреде- ляют пропорционально числу оборотов Ni шпинделя, приходящемуся на дан-
ный рабочий переход
Ki = |
100 - åβ |
× Ni |
|
åN i |
|||
|
|
Определение длительности цикла обработки.
Полное количество оборотов шпинделя необходимое для изготовления од-
ной детали
Nd = |
100× åNi |
|
åKi |
||
|
Время изготовления одной детали
T = 60× Nd
nош
По данной величине из паспорта станка определяются сменные колеса для настройки частоты вращения распределительного вала.