

ТЕМА 9. КИНЕМАТИЧЕСКАЯ НАСТРОЙКА СТАНКОВ СО СЛОЖНЫМИ ФОРМООБРАЗУЮЩИМИ ДВИЖЕНИЯМИ.
В данной теме рассмотрим вопросы, связанные с кинематической настройкой станков со сложными формообразующим движениями. При кинематическом анали- зе необходимо пользоваться следующей литературой: 1. А.М. Кучер. Немые кине- матические схемы металлорежущих станков; 2. В.И. Калинкин. Кинематика метал- лорежущих станков.
Наиболее распространенными станками со сложными формообразующим дви- жениями, требующими настройки кинематических цепей, являются:
-токарно-винторезные станки;
-токарно-затыловочные;
-зубодолбежные;
-зубофрезерные
-зуборезные для нарезания конических колес с круговым зубом;
-зубострогальные для нарезания конических колес с прямым зубом;
-резьбофрезерные и другие.
Разберем более подробно только перечисленные выше станки.
1.Токарно-винторезный станок модели 1К62Д.
При выполнении токарных операций этот станок не требует расчета кинемати- ческих параметров органов настройки в цепи подач, каковыми являются гитара сменных колес и коробка подач.
При нарезании резьбы резцом требуется дополнительная настройка в зависимо- сти от типа резьбы.
Метрическая резьба задается шагом T = t мм.
Дюймовая резьба задается числом ниток n на 1”(дюйм), а шаг резьбы определя- ется по формулеT = 25.4 n мм.
n мм.
Модульная резьба задается модулем m, а шаг резьбы определяется по формуле
T = π × m × z мм.
Притчевая резьба задается диаметральным питчем Р, а ее шаг определяется по формуле T = 25.4 ×π P
P
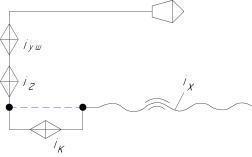
На рисунке 9.1 представлена кинематическая структура резьбонарезной кине- матической цепи. Где iУШ – звено увеличения ша- га, которое располагается, как правило, в коробке скоростей; iГ – гитара сменных колес; iК – коробка
|
подач, t – шаг ходового винта станка. |
|
Уравнение кинематической настройки в об- |
|
щем виде для резьбонарезной кинематической |
|
цепи имеет вид |
|
1об .шп × c ×iУШ ×iГ ×iК ×tХ = T |
Рис. 9.1 Структурная смема |
При нарезании резьб со стандартными шага- |
токарно-винторезеоно стана |
ми передаточные отношения органов настройки |
принимают следующие значения: При нарезании метрических и дюймовых резьб передаточное отношение гитары сменных колес iГ = 42 50 , а при нарезании мо-
50 , а при нарезании мо-
дульных и питчевых резьб iГ = 64 97 ; Величины iУШ и iК определяются конструкци-
97 ; Величины iУШ и iК определяются конструкци-
1

ей станка и устанавливаются органами управления коробки скоростей (звено увели- чения шага) и коробки подач.
При нарезании резьб с нестандартным шагом ТН передаточное отношение гита-
ры определяется iГ |
= |
42 |
× |
Т Н |
или iГ |
= |
64 |
× |
Т Н |
|
50 |
Т |
97 |
Т |
|||||||
|
|
|
|
|
|
При нарезании точных резьб коробка подач исключается из кинематической цепи, и уравнение настройки имеет вид
1об .шп × c ×iУШ ×iГ ×tХ = T
При нарезании многозаходных резьб шаг необходимо умножить на число захо-
дов.
2.Токарно-затыловочный станок модели К96.
Настройка токарно-затыловочного станка зависит от выполняемой операции. Рассмотрим операцию, при которой используются все кинематические цепи, а, сле- довательно, осуществляется полная настройка. Такой операцией является затылова- ние зубьев червячной фрезы с винтовыми канавками. При выполнении этой опера- ции используются следующие кинематические цепи:
Цепь главного движения начинается от электродвигателя и заканчивается шпинделем. Настройка этой цепи осуществляется коробкой скоростей и не требует расчета.
Цепь продольной подачи (винторезное движение вдоль оси детали) начинается от шпинделя и заканчивается ходовым винтом с шагом t –12,7 мм. Органом на- стройки является гитара сменных колес a – b и c – d. Уравнение настройки имеет
вид
1об .шп × c ×iГ ×12,7 = T
Т – шаг витков фрезы
Цепь затыловочного делительного движения заимствуется также от шпинделя и передается кулачку привода возвратно-поступательного движения поперечных сала- зок. Органом настройки является гитара сменных колес a1 – b1 и c1 – d1. Сменные колеса гитары подбираются так, чтобы при повороте шпинделя на один оборот, ку- лачок совершил z оборотов (z – число зубьев затылуемой фрезы на одном обороте).
Уравнение настройки имеет вид
1об .шп × c ×iГ ×0.5 = Nz
0,5 – передаточное отношение дифференциала N – число подъёмов на кулачке
Цепь дифференциала используется для дополнительного приращения (вычита- ния) скорости вращения кулачка при продольном перемещении салазок. Движение заимствуется от ходового винта и передается на корпус дифференциала для сумми- рования с делительным движением. Органом настройки является гитара сменных колес a2 – b2 и c2 – d2. Формула для расчета передаточного отношения гитары
1 |
× c ×i |
|
× |
T / |
= |
z |
Г |
|
|
||||
об .х.в. |
|
|
t |
|
N |
|
|
|
|
|
|
Т/ – шаг винтовой канавки фрезы
Т ′ = π × d ×tgβ
d – диаметр фрезы
2
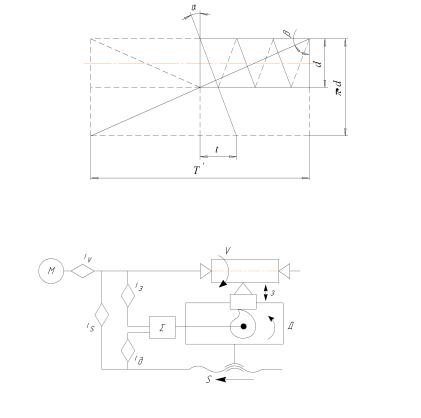
b - угол наклона винтовой стружечной канавки фрезы (рис. 9.2) α – угол подъёма винтовой линии линии зубьев фрезы
Рис. 9.2 Параметры червячной фрезы
Кинематическая структура станка при выполнении этой операции (рис. 9.3)
Рис. 9.3 Структурная схема токарно-затыловочного станка
3.Зубодолбежный станок модели 514
Настройка станка заключается в определении параметров настройки и настрой- ки следующих кинематических цепей:
Цепь главного движения начинается от электродвигателя и заканчивается шпинделем в котором установлен долбяк. Уравнение настройки.
nЭЛ × c ×iV = nДВ.Х .Д
Цепь круговой подачи. Движение заимствуется от возвратно-поступвательного движения шпинделя и передается на вращательное движение шпинделя. Уравнение
настройки
1ДВ.Х × c ×iS ×π × m × zД = sКР
m, zД – соответственно модуль и число зубьев долбяка.
Цепь радиальной подачи. Движение заимствуется от возвратно- поступвательного движения шпинделя и передается на вращательное движение ку- лачка. Уравнение настройки
1ДВ.Х × c ×iS Р × Н = sР
Н – ход кулачка Цепь обката (деления). Движение заимствуется от вращения шпинделя и пере-
дается на вращение стола с заготовкой. Уравнение настройки
1 |
×c ×i |
|
= |
zД |
Х |
|
|||
ОБ .Ш |
|
|
zЗ |
|
|
|
|
|
zД и zЗ – соответственно число зубьев долбяка и заготовки Кинематическая структура станка имеет вид (рис.9 .4)
3
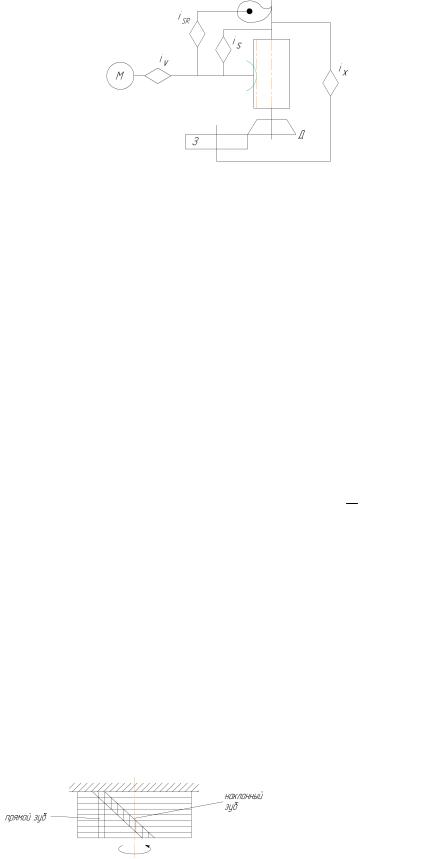
Рис. 9.4 Структурная схема зубодолбёжного станка
4.Зубофрезерный станок модели 5К324А.
Настройка этого станка зависит от вида выполняемой операции. Наиболее
сложными операциями являются нарезание косозубого цилиндрического зубчатого колеса методом осевой подачи и нарезание червячного колеса методом тангенци- альной подачи. Рассмотрим первую операцию. Для выполнения этой операции тре- буется главное движение, движение осевой подачи, движение обката и суммирую- щие движение.
Главное движение заимствуется от электродвигателя и передается на шпин- дель. Уравнение настройки.
nЭЛ × c ×iV = nШП
Движение обката заимствуется от шпинделя и предается столу с заготовкой. Уравнение настройки.
1ОБ .Ш ×c ×iХ = kz
k и z – соответственно число заходов червячной фрезы и число зубьев нарезае- мого зубчатого колеса.
Движение осевой подачи заимствуется от стола с заготовкой и передается суп- порту. Уравнение настройки.
1ОБ .СТ × c ×iS × H = sO
Н – ход винтовой передачи перемещающей суппорт Схему получения наклонного (винтового) зуба можно представить следующим
образом. Допустим что зубчатое колесо состоит из набора пластин бесконечно ма- лой толщины трение между которыми одинаково. Теперь условно нарежем один прямой зуб. Жестко закрепим верхнюю пластину, а нижней сообщим некоторый по- ворот. При этом прямой зуб станет наклонным (см. рис. 9.5). Для образования на- клонного (винтового) зуба необходимо столу с заготовкой сообщать дополни- тельное вращение при осевом перемеще- нии суппорта. Суммирующие движение
заимствуется от вертикального переме- Рис. 9.5 - Схема образования наклонного зуба щения суппорта и передается столу через
суммирующее устройство – конический дифференциал. Кинематически зависимость вращение стола и перемещение суппорта можно определить следующим образом: за один оборот заготовки (стола) фреза должна переместиться на величину шага вин- товой линии зуба Т. Уравнение настройки.
4
1ОБ.СТ × c × iY × tХВ = Т
где: T = π × m × z Sinβ
m – модуль зуба в нормальном сечении z – число зубьев нарезаемого колеса
β - угол наклона винтовой линии зуба При нарезании червячного колеса методом танген-
циальной подачи главное движение и движение обката остаются такими же, а движение подачи и суммирующие движения изменяются (рис. 9.6). Движение тангенциаль- ной подачи заимствуется от стола с заготовкой и переда- ется протяжному суппорту. Уравнение настройки.
1ОБ .СТ . × c ×iТ × H = sТ
Н – ход винтовой передачи перемещающей танген- циальный суппорт.
Для того чтобы нарезать зубья методом тангенци- альной подачи необходимо при тангенциальном пере- мещении червячной фрезы ST сообщать дополнительное движение заготовки (см.
сему резания). Одно вращательное движение заготовки обуславливается делитель- ным (обкатным) движением, а второе осевым перемещением червячной фрезы. В данном случае червячную фрезу и заготовку можно рассматривать как дифференци- альную червячную передачу. Кинематически зависимость вращение стола и пере- мещение протяжного суппорта можно определить следующим образом: за один оборот заготовки (стола) фреза должна переместиться в тангенциальном направле- нии на величину длины делительной окружности колеса L. Уравнение настройки
1ОБ.СТ . × c × iY × tХВ = L
где: L = π × m × z m – модуль зуба
z – число зубьев нарезаемого колеса
Кинематическая структура станка при нарезании цилиндрического колеса с винтовым зубом (рис. 9.7).
Рис. 9.7 - Структурная схема станка при
нарезании колеса с винтовым зубом
5