

Коэффициент технического использования такой линии:
η = |
|
|
1 |
|
1+ |
åП |
|||
|
||||
|
p |
|||
|
|
|
||
p- количество параллельных потоков.
Деление автоматической линии на секции.
При сложном технологическом процессе изготовления детали на А.Л. линия делится на секции накопителями заделами. В пределах секции станки оказываются взаимно сблокированными транспортной системой. Количество станков в одной секции характеризует жесткость А.Л.
В связи с этим различают линии с жесткой связью (сблокированные линии для корпусных деталей) и свободной связью между станками.
Жесткая связь осуществляется общим шаговым транспортером.
Свободная связь выражается в том, что деталь выдаваемая одним станком, по- дается в бункер или магазин другого.
Накопители заделов применяются двух типов: проходные и тупиковые. Проходные накопители характеризуются тем, что в них детали транспортиру-
ются не только при простое одной из смежных секций, но и при их нормальной ра- боте. В качестве проходного накопителя используется транспортер для передачи за- готовок из секции в секцию.
Тупиковый накопитель работает только при простое одной из смежных с ним секций.
При прямолинейной компоновке линии накопители заделов могут располагать- ся параллельно транспортной трассе линии.
Деление линии на секции и выбор места расположения накопителей целесооб- разно производить так, чтобы длительность простоев смежных секций по неполад- кам и времени, необходимому на их устранение, была одинакова.
А.Л. ДЛЯ ОБРАБОТКИ КОРПУСНЫХ ДЕТАЛЕЙ.
Состав линий:
1.Агрегатные станки
2.Транспортная система
3.Поворотные устройства
4.Механизмы фиксации и зажима.
5
Основным технологическим оборудованием А.Л. являются агрегатные станки различной компоновки, предназначенные для выполнения фрезерных, сверлильных, расточных и резьбонарезных работ. Компоновка станков зависит от транспортной системы линии и конструкции обрабатываемой детали.
Ядром транспортной системы являются шаговые транспортеры. Корпусные де- тали транспортируются: проталкиванием, на транспортерах, если детали крупнога- баритные, имеют хорошие установочные поверхности, и на спутниках, если детали мелкие и базовые поверхности имеют сложную конфигурацию.
Шаговые транспортеры, перемещают одновременно все детали участка на оче- редную позицию. Шаг транспортера равен расстоянию между позициями.
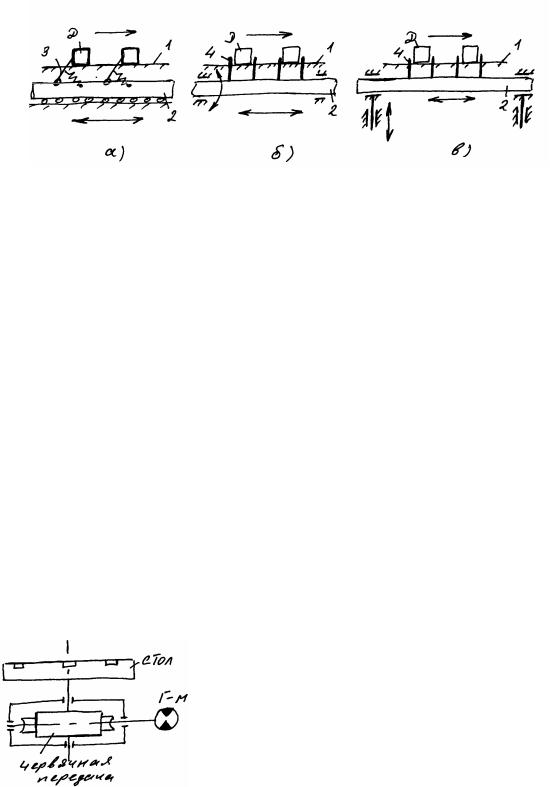
Шаговые транспортеры бывают следующих типов: штанговые с собачками; штанговые с флажками; грейферные.
Транспортируемые детали устанавливаются на неподвижные направляющие 1. В транспортерах с собачками (см. рис а) транспортирование осуществляется с по- мощью собачек 3, которые свободными концами упираются в детали и при переме- щении штанги 2 перемещают детали по направляющим. Штанга совершает возврат- но-поступательное движение. При движении штанги назад подпружиненные собач- ки утапливаются и проскакивают под деталями. В транспортерах с флажками (см. рис б) детали транспортируются флажками 4, прикрепленными к штанге 2. Штанга совершает возвратно-поступательное и возвратно-качательное движение. При дви- жении штанги вперед флажки находятся в вертикальном положении и толкают де- таль, придвижении штанги назад флажки поворачиваются на 90 или 180О, деталь при этом остается на месте. В грейферных транспортерах (см. рис. в) транспортиро- вание детали осуществляется собачками, жестко прикрепленными к штанге. При поднятой штанге и при движении её вперед происходит перемещение детали по на- правляющим вперед. Перед возвратом штанги назад она опускается, так, что собач- ки не касаются деталей.
Поворотные устройства применяются в А.Л для изменения ориентации деталей на определенных участках линии. В зависимости от технологического процесса применяют следующие поворотные устройства: барабаны – для поворота детали во- круг горизонтальной оси; столы – для поворота детали вокруг вертикальной оси; кантователи - для поворота детали вокруг наклонной оси.
Рассмотрим кинематическую схему поворотного стола с гидроприводом.
Центральный вал приводится в движение через червячную передачу от гидромотора.
Угол поворота таких столов регулируется как правило жесткими упорами.
6

Столы можно устанавливать в А.Л. так, что ось вращения его совпадает с осью симметрии детали. В этом случае подающий конвейер должен отойти в исходное положение, а удаляющий конвейер был в исходном положении.
При несовпадении оси вращения стола и оси симметрии детали не требуется отводить подающий конвейер.
Для полного снятия ограничения по положению смежных конвейеров приме- няются подъемно-поворотные столы. В этих столах деталь перед поворотом подни- мается с транспортных планок, а после поворота вновь устанавливается на них.
Поворот деталей вокруг горизонтальной оси осуществляют поворотными бара- банами, выполненными в двух вариантах: реверсивном и одностороннего вращения.
Барабан одностороннего вращения применяется в тех случаях когда это позво- ляет форма детали.
Автоматические линии для обработки валов. Состав линии.
1)Специальные и универсальные станки
2)Транспортная система
3)Питатели
Всостав этих линий входят: фрезерно-центровальные станки для обработки торцевых поверхностей заготовки и получения базовых поверхностей; гидро- копировальные центровые полуавтоматы для наружной обточки заготовок; кругло- шлифовальные полуавтоматы и бесцентрово-шлифовальные станки – для шлифова- ния наружных поверхностей.
Взависимости от компоновки станков применяются три основные системы транспортирования обрабатываемых валов: верхняя, фронтальная и сквозная.
Верхняя система с вертикальной загрузкой детали применяется при горизон- тальной компоновке станков токарной группы. Верхняя загрузка удобна для универ- сальных станков, однако эти станки неудобны для встраивания их в А.Л.
Фронтальная система с горизонтальной загрузкой детали применяется при вер- тикальных токарных полуавтоматах.
Сквозная горизонтальная система транспортирования валов через место зажима может применяться только при наклонной или вертикальной компоновке.
7