

5.Зубострогальный станок модели 526А.
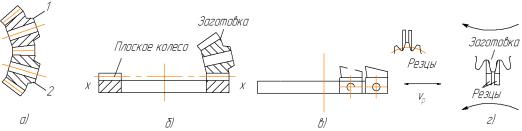
Процесс нарезания зубьев на этом станке можно представить следующим обра- зом. Представим себе два конических колеса находящихся в зацеплении. Развернем образующий конус большего колеса так, как показано на рисунке а). Теперь удалим все зубья этого колеса за исключением двух любых соседних и, оставив по половин- ке от каждого оставшегося, заменим их двумя резцами, как показано на рисунке б). Теперь если сообщить резцам возвратно-поступательное движение, то они будут формировать впадину на заготовке 1. Если резцы закрепить в суппортах и устано- вить на люльке 2, и сообщить ей вращательное движение, то при взаимном обкаты- вании люльки и заготовки резцы сформируют один зуб. Если теперь заготовку от-
Рис. 9.8 Схема резания
вести от люльки и повернуть на величину углового шага зуба, то можно сформиро- вать следующий зуб. Таким образом, можно обработать всю заготовку.
При использовании обкатного способа нарезания конических прямозубых ко- лес требуются следующие движения в станке:
-главное движение это возвратно-поступательное движение резцов;
-движение круговой подачи это вращение люльки с резцами;
-движение обкатки это вращение заготовки согласованное с вращением люльки;
-движение деления это ускоренное вращение заготовки для поворота на ве- личину углового шага.
Главное движение возвратно-поступательное движение резцов заимствуется от электродвигателя. Органом настройки является гитара А, В. Уравнение настройки
nЭЛ × c ×iV = nДВ.Х
При обкатывании люльки и заготовки в процессе резания люлька должна пово- рачиваться на определенный угол Q, соответствующий степени перекрытия. За один полный оборот управляющего барабана, т.е. за время нарезания одного зуба люлька должна повернуться на угол Q и возвратиться назад. Органом настройки является гитара e, f. Уравнение настройки
1 |
×c ×i |
|
×(1 - 2 × n) = |
2 ×Θ |
P |
|
|||
ОБ .Б |
|
|
|
360O
n – часть оборота управляющего барабана затрачиваемого на реверс люльки (определяется конструктивными параметрами конкретного станка)
Движение круговой подачи заимствуется от цепи главного движения и переда- ется на вращение люльки (угловая скорость вращения люльки). Органом настройки
является гитара a1 , b1 , c1 , d1. Уравнение настройки. |
|
||||
1 |
× c ×i |
S |
× |
π × m × z = s |
КР |
ДВ.Х |
|
|
Sinα |
||
|
|
|
|
|
|
m, z – соответственно модуль и число зубьев нарезаемого колеса.
6
a - угол делительного конуса нарезаемого колеса.
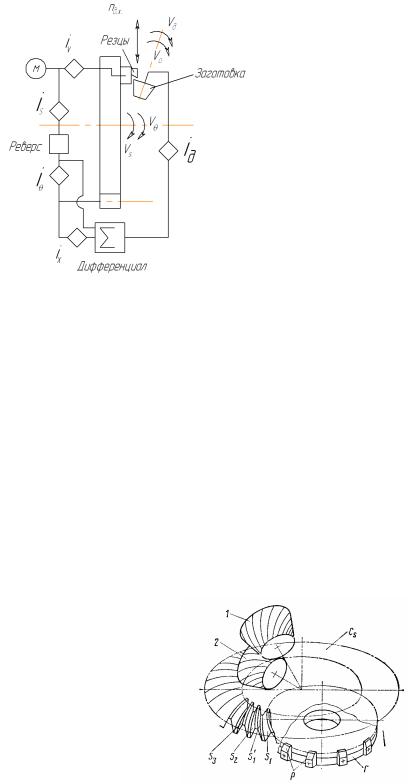
Кинематическая структура станка (рис. 9.9). Движения обкатки и деления заим- ствуются от вращения люльки и передаются на заготовку. В этом станке эти движе- ния передаются одной кинематической цепью, ко- торая содержит два органа настройки: гитару об- ката a, b, c, d и гитару деления a2 , b2 , c2 , d2 , а так
же конический дифференциал для суммирования движения обката (реверсивное вращение люльки), которое присутствует постоянно и движения де- ления, которое включается периодически при по- вороте заготовки на величину углового шага зуба. Уравнение настройки цепи обката.
|
|
1 |
× c ×i |
|
= |
z |
|
|
|||||
|
|
X |
|
|
|||||||||
|
|
ОБ .Л |
|
|
|
|
|
Sinα |
|||||
|
|
|
|
|
|
|
|
|
|||||
|
Уравнение настройки цепи деления |
||||||||||||
|
1 |
× c ×i |
|
×i |
|
|
×i |
|
= |
1 |
|
||
|
X |
ДИФ |
Д |
Sinα |
|||||||||
Рис. 9.9 Структурная схема |
ОБ .Л |
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
||||
зубострогального станка |
iДИФ = 1 передаточное отношение дифферен- |
||||||||||||
циала
6.Зуборезный станок модели 525.
Процесс нарезания зубьев на этом станке можно представить следующим обра- зом. Представим себе два конических колеса 1 и 2 находящихся в зацеплении. Раз- вернув образующий конус колеса 2, так как показано на рисунке получим плоское колесо CS. Теперь удалим все зубья этого колеса за исключением одного и заменим его зуборезной головкой Г, по периферийной поверхности которой расположены резцы Р. Теперь если сообщить головке вращательное движение, то траектория движения резцов будет представлять собой профиль одного зуба. Если ввести вра- щающуюся головку в контакт с колесом 1, то резцы сформируют одну впадину. Ес-
ли вращающуюся головку установить на люльку и вращать вокруг центра плоского колеса, то мы получим обкатанный эвольвентный профиль боковых поверхностей
впадины |
(боковых |
поверхностей двух |
соседних |
|
зубьев). Если теперь |
заготовку отвести от люльки и |
|||
повернуть |
на |
величину углового шага зуба, |
||
то можно |
сформиро- |
вать следующий зуб. Таким |
||
образом |
можно |
обработать всю заготовку. |
||
Рассмотрим наи- |
более |
простой |
случай |
|
обработки – нарезание |
зубчатого колеса с круговым |
|||
зубом полуобкатным |
способом. В этом случае |
|||
будет |
следующий |
цикл обработки |
|
|
-прорезание резцами одной впадины;
-небольшое качательное движение люльки с головкой с целью приближения боковых поверхностей к эвольвентному профилю;
-отвод заготовки от люльки;
-поворот заготовки на величину углового шага.
Главное движение заимствуется от электродвигателя и передается на головку.
Уравнение настройки
7

nЭЛ × c ×iV = nЛ
Движение подачи заимствуется от цепи главного движения и передается бабке изделия, в которой закрепляется заготовка. Перемещение бабки изделия осуществ- ляется от цилиндрического кулачкового механизма. Органом настройки является гитара a1 , b1 , c1 , d1 .Уравнение настройки
1ОБ .Г × c ×iS × H = s
Н – ход кулачкового механизма Движение деления заимствуется от вала на котором установлен цилиндриче-
ский кулачок и передается заготовке. Органом настройки является гитара сменных колес a2 , b2 , c2 , d2 . Уравнение настройки
1 |
× c ×i |
|
= |
1 |
Д |
|
|||
ОБ .Р.В. |
|
|
z |
|
|
|
|
|
z – число зубьев нарезаемого колеса
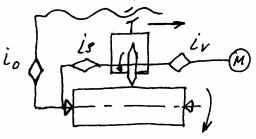
Кинематическая структура станка при выполнении этой операции
8.Резьбофрезерный станок модели 561.
Для анализа кинематической настройки рассмотрим операцию, которую чаще всего выполняют на этом станке, а именно фрезерование резьбы.
Главное движение заимствуется от электродвигателя и передается на фрезу. В качестве органа настройки используется коробка скоростей. Уравнение настройки.
nЭЛ × c ×iV = nФР
Движение круговой подачи заимствуется от шпинделя и передается на враща- тельное движение заготовки. В качестве органа настройки используется гитара d1 ,
c1 , b1 , a1 . Уравнение настройки.
1ОБ .Ф × c ×iS ×π × d = sКР d – диаметр фрезеруемой резьбы.
Винторезное движение (осевое перемещение суппорта) заимствуется от враща- тельного движения заготовки и передается через ходовой винт с шагом 12,7 мм на суппорт. Органом настройки является коровка подач. Уравнение настройки.
1ОБ .З × c ×iО ×12.7 = k ×t t – шаг фрезеруемой резьбы.
k – число заходов фрезеруемой резьбы.
При фрезеровании шлицев на этом станке вращательное движение от фрезы пе- редается заготовке через гитару сменных колес a, b, c, d. Уравнение настройки.
1ОБ .Ф × c ×iX = kz
8
k – число заходов фрезы. z – число шлицев.
Кинематическая структура станка при фрезеровании резьбы.
9