

ТЕМА 5. ФОРМООБРАЗОВАНИЕ В МЕТАЛЛОРЕЖУЩИХ СТАНКАХ.
Поверхность любой детали, обрабатываемой на металлорежущем станке можно рассматривать как состоящую из отдельных, так и в сово- купности простых поверхностей таких как: плоскость, линейчатая, цилин- дрическая, коническая, сферическая, торовая, винтовая и т.д.
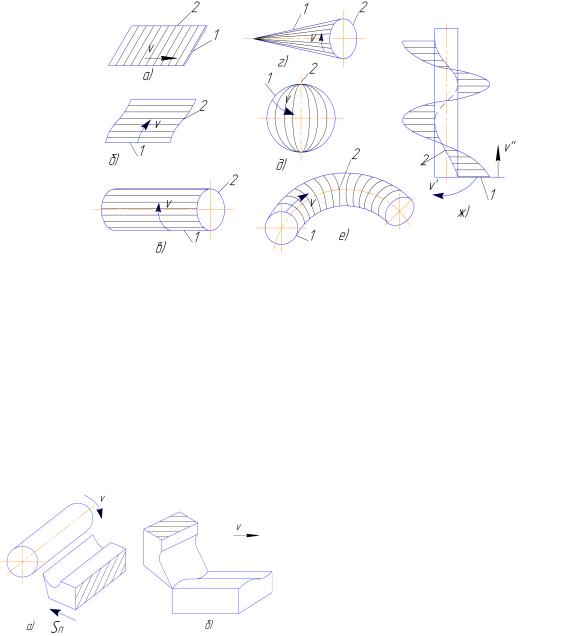
Все поверхности получаемые на металлорежущих станках можно рас- сматривать как совокупность образующих линий 1, перемещаемых по на- правляющей линии 2 (рис. 5.1). Эти линии называются производящими.
Плоские, линейчатые, цилиндрические поверхности являются обра- тимыми, так как для их получения производящие линии могут менять свои
функции
Рис. 5.1 Поверхности обрабатываемые на станках
Движения инструмента и заготовки непрерывно образующие произ- водящие линии, а следовательно и поверхности, называются формообра- зующими. Эти движения могут быть вращательными или поступательны- ми. Если эти движения не зависят друг от друга, то они называются про- стыми, а если зависят, то сложными.
Любая поверхность может быть получена любым из существующих четырёх методов или совокупность каких либо двух из них.
1. Метод копирования (рис. 5.2).
При этом методе образующая линия является копией режущей кромки ин- струмента. В виду того, что образую- щая линия, её форма и размеры, зада- ется формой режущей кромки, при
этом методе требуется только одно формообразующее движение, для по- лучения направляющей линии. Вто-
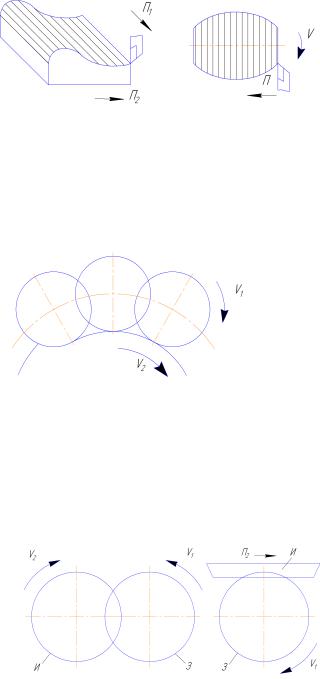
рое движение присутствующее здесь является не формообразующим, а ус- тановочным.
2. Метод следа (рис. 5.3).
При этом методе образующая линия является следом вершины режу- щей кромки инструмента. Так как за один проход будет обрабатываться
|
поверхность, соответствую- щая |
|
|
размеру вершины режущей кром- |
|
|
ки, то для обработки поверхно- |
|
|
сти, размер которой больше раз- |
|
|
мера вершины режущей кромки |
|
Рис. 5.3 Метод следа |
требуется еще одно движение, |
|
перемещающее |
вершину режу- |
|
|
щей кромки по |
направляющей |
линии. Таким образом, этот метод требует два формообразующих движе- ния для образующей и для направляющей линий.
3. Метод касания (рис.5.4).
При этом методе образующая линия является огибающей мест каса- ния траектории вращения вершины режу-
щей кромки инструмента и заготовки при относительном их перемещении с про- скальзыванием. Этот метод требует два формообразующих движения. Одно для вращения инструмента, а второе для отно- сительного перемещения с проскальзыва-
Рис. 5.4 Метод касания нием инструмента и заготовки. Движения
могут быть оба вращательные или одно их них поступательное. Этот метод характерен для инструмента со множест- вом режущих вершин.
4. Метод огибания (рис. 5.5).
При этом методе образующая линия получается как огибающая мно-
|
жества |
промежуточных |
положе- |
|
|
ний вершины |
режущей |
кромки |
|
|
инструмента при взаимном обка- |
|||
|
тывании инструмента и заготовки |
|||
|
без проскальзывания. Этот метод |
|||
|
требует |
два |
формообразующих |
|
|
движения – движения взаимного |
|||
Рис. 5.5 Метод огибания (обката) |
обкатывания. |
Эти движения мо- |
||
|
гут быть оба вращательными или |
|||
одно вращательное, а другое поступательное.