

ТЕМА 13. РОТОРНЫЕ АВТОМАТИЧЕСКИЕ ЛИНИИ.
Роторные автоматические линии в механообработке предназначены для изготовления относительно не сложных деталей типа «вал». Кроме механооб-
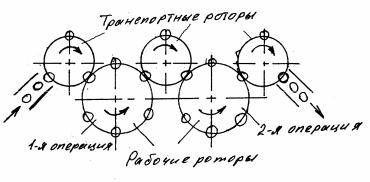
работки роторные автоматические линии широко применяются при обработке металлов давлением, при сборке малогабаритных узлов и для выполнения кон- трольных операций. Роторные автоматические линии состоят из роторных станков, транспортных роторов, находящихся в непрерывном вращении, уст- ройства для автоматической загрузки и выгрузки, системы управления.
На каждой позиции роторного станка работа производится по одному цик- лу параллельно, но со сдвигом фаз цикла.
Особенности роторных линий.
1.Производительность Р.А.Л. не зависит от длительности операций, так
как для увеличения производительности достаточно увеличить число позиций роторных станков.
2.Возможность обеспечить одинаковую производительность всех ротор- ных станков при различной длительности отдельных операций. Благо- даря возможности получать одинаковую производительность отдель- ных рабочих роторных станков, на операциях с различной длительно- стью, удается объединять в одну линию такие операции, объединение которых на базе обычных станков практически невозможно. Этого
можно достичь подбором числа рабочих позиций роторных станков на различных операциях.
3.Совмещение во времени транспортирования заготовок и их обработки.
Непрерывность транспортирования и отсутствие бункеров-накопителей внутри АРЛ позволяет сократить продолжительность обработки.
По функциональному назначению и использованию различают три основ- ные категории механизмов ротора.
1)механизмы рабочих ходов
2)механизмы холостых ходов (подача, зажим, центрирование …)
3)системы и механизмы управления.
Классификация рабочих роторов.
Роторы можно классифицировать по следующим признакам:
1.По технологическому назначению. По технологическому назначе- нию роторы делятся на обрабатывающие, сборочные и контрольно- управляющие.
2.По типу орудий обработки и способу воздействия на поток деталей. По типу орудий обработки роторы делятся на роторы обработкой резанием, давлением.
3.По характеру привода рабочего движения. По этому признаку они делятся на роторы с кулачковым приводом и гидравлическим приводом.
4.По числу деталей обрабатываемых одним инструментальным бло- ком. Роторы обрабатывающие одну деталь и несколько деталей, чаще всего две.
5.По взаимному расположению осей блоков и ротора. С параллель- ным расположением и с перпендикулярным расположением.
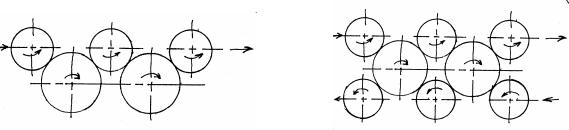
6.По числу потоков. Однопоточные и двухпоточные роторы.
Поточность Р.М. определяется числом независимых потоков деталей. Де-
тали каждого потока подвергаются обработке по самостоятельной цикловой диаграмме.
Объекты обработки в АРЛ перемещаются с некоторой транспортной ско- ростью Vтр.. Технологическая скорость Vтех. обработки представляет собой ско- рость взаимного технологического перемещения объектов обработки и инстру- мента. Скорость транспортного движения является функцией заданной теоре- тической производительности. Дополнительными условиями на функциональ- ную взаимосвязь между Vтр. и Vтех., являются быстродействие механизмов при- вода.
Кинематическая схема рабочего ротора.
1 – Коробка скоростей
2 – Коробка подач
3 – Кулачковый механизм
4 – обрабатываемая заготовка
5 – Инструментальный блок
6 – транспортный ротор
7 – Зубчатые колеса привода шпинделей
8 – Ротор
Главное движение VР от электродвигателя передается на коробку скоро- стей, зубчатые колеса 7 на шпиндель станка. Движение транспортирования VТР через коробку подач и зубчатую передачу с внутренним зацеплением 9 переда- ется на ротор 8. Технологическая скорость VТЕХ перемещения инструменталь- ных блоков 5 реализуется от цилиндрического кулачка 3 неподвижно закреп-
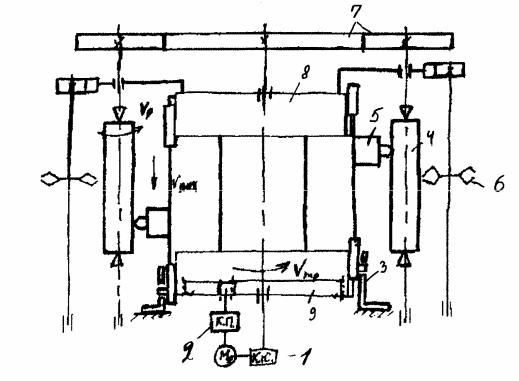
ленного на станине станка и в паз которого входит ролик толкателя соединен- ного с инструментальным блоком.