

ТЕМА 11. АВТОМАТИЧЕСКИЕ ЛИНИИ.
Первая А.Л. была создана в 1939 году на ВТЗ.
Автоматической станочной линией называется система станков и вспомога- тельных устройств, автоматически осуществляющих назначенную последователь- ность технологических операций без вмешательства рабочего.
Преимущества А.Л.:
-применения А.Л. увеличивает производительность;
-количество станков сокращается в 1,5-2 раза;
-количество рабочих в 5-8 раз.
-качество продукции улучшается и становится стабильным.
-сокращается длительность производственного цикла.
-себестоимость обработки сокращается в 3-4 раза. Недостатки А.Л.:
-повышение требований к заготовке для обеспечения стабильности процесса обработки.
-трудоемкость переналадки линии на другую деталь или на другой техпро- цесс.
-повышенные первоначальные затраты.
В состав автоматической линии входят: станки, транспортная система и систе- ма управления.
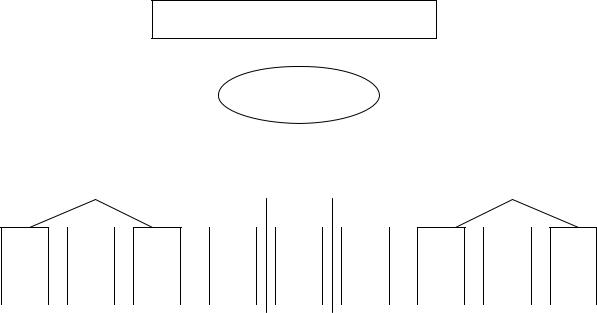
Общая структурная схема А.Л.
Автоматиче-
ская линия
|
|
|
|
|
|
|
ТРАНСПОРТНАЯ |
|
|
СИСТЕМА |
|||||||||
|
СТАНКИ |
|
|
|
|
СИСТЕМА |
|
|
УПРАВЛЕНИЯ |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Глав |
|
При |
|
Мех |
|
Ос- |
|
По- |
|
На- |
|
Бл. |
|
Бл. |
|
Бло |
||||
ный |
|
вод |
|
за- |
|
нов. |
|
во- |
|
ко- |
|
Син |
|
кон- |
|
ки- |
||||
при |
|
по- |
|
жи- |
|
Тра |
|
ротн |
|
пи- |
|
хро |
|
тро- |
|
ров- |
||||
вод |
|
дачи |
|
ма |
|
нсп |
|
уст- |
|
тель |
|
низ. |
|
ля |
|
ки |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
За- |
|
|
|
От- |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
груз |
|
|
|
вод |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
Ус- |
|
|
|
стру |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
во |
|
|
|
жки |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Состав основного станочного оборудования автоматических линий в основном зависит от вида обрабатываемых деталей и может включать в себя агрегатные, спе- циальные и специализированные станки.
Транспортная система состоит из основной транспортной трассы и следующих дополнительных устройств:
1

-накопителей заделов для бесперебойной работы линии при простое отдель- ных агрегатов.
-устройства для поворота обрабатываемых заготовок.
-загрузочных устройств для подачи заготовки с основной транспортной трас- сы к зажимному устройству станка.
-устройств для автоматического отвода стружки.
Система управления включает в себя блок синхронизации, блок контроля и систему блокировок.
Требования к обрабатываемым деталям.
1.Достаточность программы выпуска
2.Хорошая технологичность, для применения простых технологических про- цессов.
3.Поле рассеяния значений твердости материала заготовок должно быть более узким, чем обычно. Это необходимо для получения стабильной стойкости инструментов и возможности планомерной подналадки инструментов.
4.Размеры заготовок должны иметь хорошую стабильность.
Типы автоматических линий.
Автоматические. линии классифицируются по ряду признаков. В зависимости от величины штучного выпуска деталей применяются однопоточные линии (после- довательного действия) и многопоточные (параллельно-последовательного дейст- вия).
По роду станков различают А.Л., образованные из: специальных станков; агре- гатных станков; универсальных станков.
По способу передачи обрабатываемых деталей со станка на станок различают линии:
1)со сквозным транспортированием с проходом деталей сквозь места зажима: применяются при обработке корпусных деталей на агрегатных станках.
2)С верхним транспортированием
3)С боковым продольно-поперечным транспортированием
4)С роторным транспортированием, применяемым в роторных линиях.
По расположению оборудования Различают замкнутые и незамкнутые А.Л. Загрузка заготовок и выгрузка дета-
лей в замкнутых линиях осуществляемая в одном месте.
Большинство А.Л имеет незамкнутое расположение оборудования (---, Г, П,
Ш).
По виду обрабатываемых деталей различают следующие автоматические ли-
нии:
-для корпусных деталей
-для валов
-для зубчатых колес.
Производительность и структура А.Л.
Расчетная штучная производительность однопоточной А.Л.
Q = τ1
где штучное время:
τ = TЦ + tвс
2

Тц – продолжительность цикла лимитирующего станка или операции твс – продолжительность несовмещенных вспомогательных операций
Вследствие внецикловых потерь фактическая производительность меньше рас- четной:
QФ = Q - qП = Q ×η = 1t qП - потеря выпуска всей линии в единицу времени h - коэффициент использования линии.
t - длительность среднего интервала выпуска детали с последней позиции ли-
нии
η = QQФ = τt
Относительная доля потери штучного времени
β = Q − QФ = 1-η
Q
Потери штучной производительности автоматической линии и коэффициент ее использования зависят:
а) от частоты неполадок в элементах оборудования А.Л., вызывающих простой отдельных ее агрегатов;
б) от длительности устранения этих неполадок.
Средняя полная длительность потерь, приходящаяся на единицу времени рабо- ты для каждого агрегата линии равна:
N
П = åПI
1
N – общее количество сблокированных агрегатов линии.
Фактическая производительность сблокированной линии
QФ = |
Q |
N |
|
|
1+ åПI |
|
1 |
Коэффициент использования линии с учетом потерь
η = |
1 |
|
N |
||
|
||
|
1+ åПI |
|
|
1 |
Отсюда видно, что для повышения коэффициента использования необходимо стремиться к уменьшению конструктивных элементов как в самих агрегатах, так и в пределах всей всей линии.
С учетом потерь времени из-за инструментов коэффициент использования сблокированной линии равен:
η = |
|
1 |
|
|
N |
U |
U |
||
|
||||
|
1+ åПI + å |
ПI + åПIсс |
||
|
1 |
1 |
1 |
|
U - количество групп инструментов ПIсл случайные потери по инструменту
ПI потери на смену группы инструментов
3
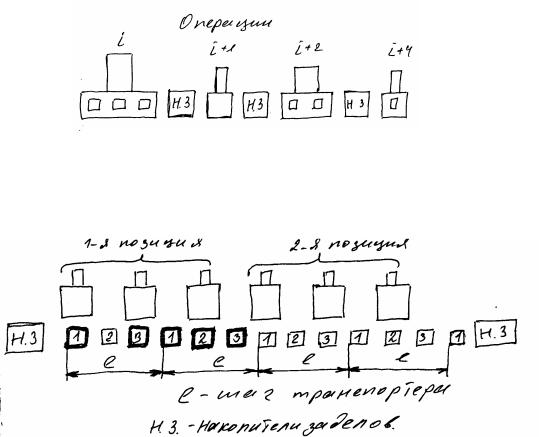
Деление сблокированной линии на потоки.
Наличие лимитирующих операций, т.е. операций длительность выполнения ко- торых существенно больше средней длительности выполнения остальных операций, делают необходимым делить линии на несколько потоков. Места переходов от од- нопоточной линии к многопоточной и наоборот делят линию на участки.
Большая длительность лимитирующей операции, а также большая программа
изготовления деталей могут потребовать применения на лимитирующих операциях параллельной обработки нескольких деталей. При этом возможны два варианта:
1.Установка станков для лимитирующих операций в одной общей цепочке.
При небольших габаритах детали на одном станке обрабатывается параллельно несколько заготовок
Большие заготовки обрабатываются параллельно по одной на каждом станке При Z параллельно обрабатываемых заготовках шаг транспортера принимается в Z раза больше расстояния между смежными заготовками.
При параллельной обработке в одном потоке увеличивается количество сбло- кированных станков, что снижает коэффициент использования сблокированных ли-
ний.
2.Установка станков для лимитирующих операций в параллельных частях ли-
нии.
Станки, параллельно обрабатывающие несколько деталей, устанавливаются на параллельных частях автоматической линии, снабженных транспортными устройст- вами, которые позволяют этим частям линии работать независимо друг от друга. Та- кие части линии называются потоками.
Каждый поток снабжен тремя транспортерами. А – подводящим; В – подающим; С – выдающим.
4