

Подкрепления на оболочках ркс и способы их изготовления.
3.2.2.Сборные оболочки силовых панелей
Оболочки с присоединенным силовым набором называют панелями.
Подкрепляющий набор может быть собран с оболочкой или выполнен в оболочке монолитным.
На оболочки могут быть установлены разные виды набора (рис. 3.14) продольный, поперечный а также продольный и поперечный одновременно.
Рис. 3.14. Сборка панелей с подкреплениями
В местах пересечения продольного и поперечного силового набора для сохранения формы внутреннего контура обшивки на шпангоутах формируются подсечки, а узлы подкрепляются накладками (рис. 3.15).
Рис. 3.15. Пересечение продольного и поперечного силового набора
В местах соединения элементов силового набора со стыковочными шпангоутами устанавливают увеличивающие жесткость и прочность соединения фитинги, и косынки.
Сборка панелей производится в специальном стапеле и может осуществляться в следующих вариантах последовательностей:
1. Сборкой обшивки только со стрингерами.
2 Сборкой обшивки с частями силового набора (стрингерами и частями шпангоутов, но без частей стыковочного шпангоута)
3. Сборкой обшивки с силовым набором (стрингерами и частями шпангоутов, в том числе и частями стыковочного шпангоута).
В оболочках корпусов, работающих на внешнее давление, используются также монолитные (полученные механической или электрохимической обработкой, а также химическим травлением) кольцевые усиления (шпангоуты) (рис. 4.32,а).



а) б) в)
Рис. 4.32. Подкрепления оболочек, работающих под внешним давлением
С целью экономии материала эти усиления могут быть изготовлены сборкой оболочки с кольцевыми шпангоутами стыковыми (pиc. 4.32,б) или угловыми (рис. 4.32, в) сварными швами.
Основными элементами корпуса сухого отсека являются обшивка с подкрепляющим набором и стыковочные шпангоуты.
Под сборными оболочками силовых панелей условно подразумевают панели, к обшивке которых заклепками, болтами, точечной или шовной сваркой присоединяют элементы силового набора: стрингеры, ребра жесткости, стыковочные и законцовочные профили. Это наиболее распространенные в современном самолетостроении панели стрингерного (рис. 4.9, а, б) и гофрового (рис. 3.14, в) типов.
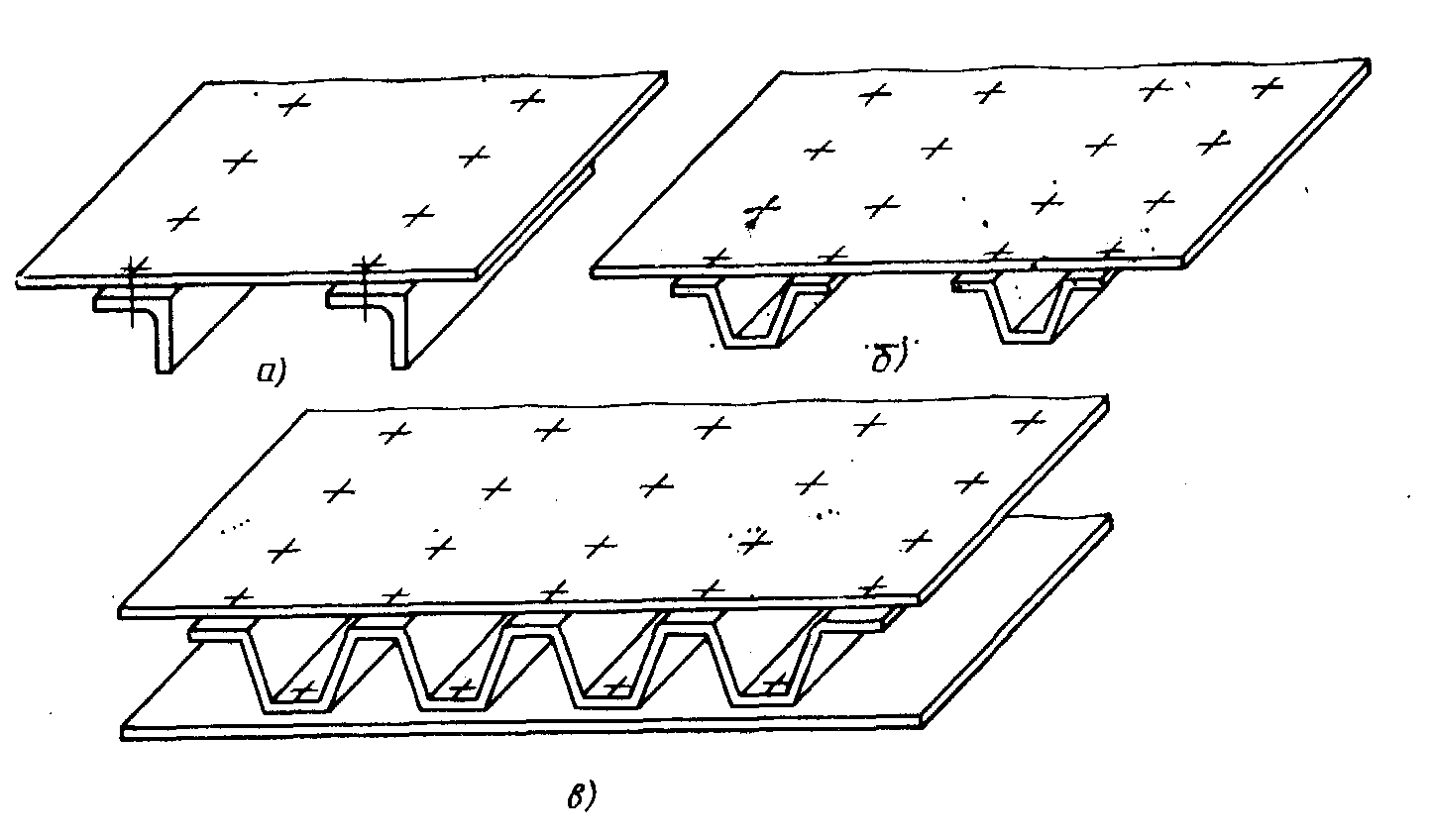
Рис. 3.14. Типы стрингерных и гофровых панелей
В качестве стрингеров, ребер жесткости, стыковочных и законцовочных элементов могут использоваться гнутые профили из листового материала, форма сечения которых показана на рис. 3.15.
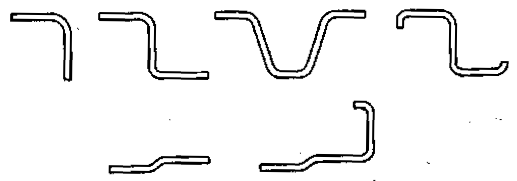
Рис. 3.15. Профили гнутых стрингеров и шпангоутов
Рёбра жесткости могут быть получены методом прокатки или прессования. Прессование является наиболее рациональным способом изготовления профилей из алюминиевых сплавов, получившим в настоящее время достаточно широкое применение. Способ прессования профилей заключается в продавливании материала через фигурное отверстие в матрице в виде щели (рис. 3.16).
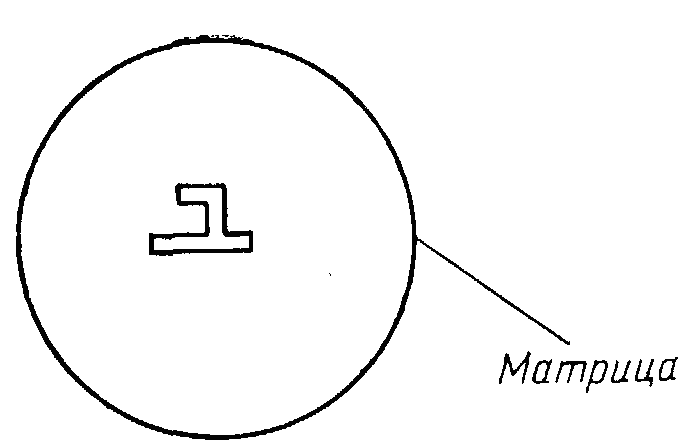
Рис. 3.16. Форма щели в матрице прессования
Процесс прессования характеризуется высокой производительностью и экономичностью использования материала.
Сечение профилей, получаемых прессованием, имеют разную конфигурацию (рис. 3.17).
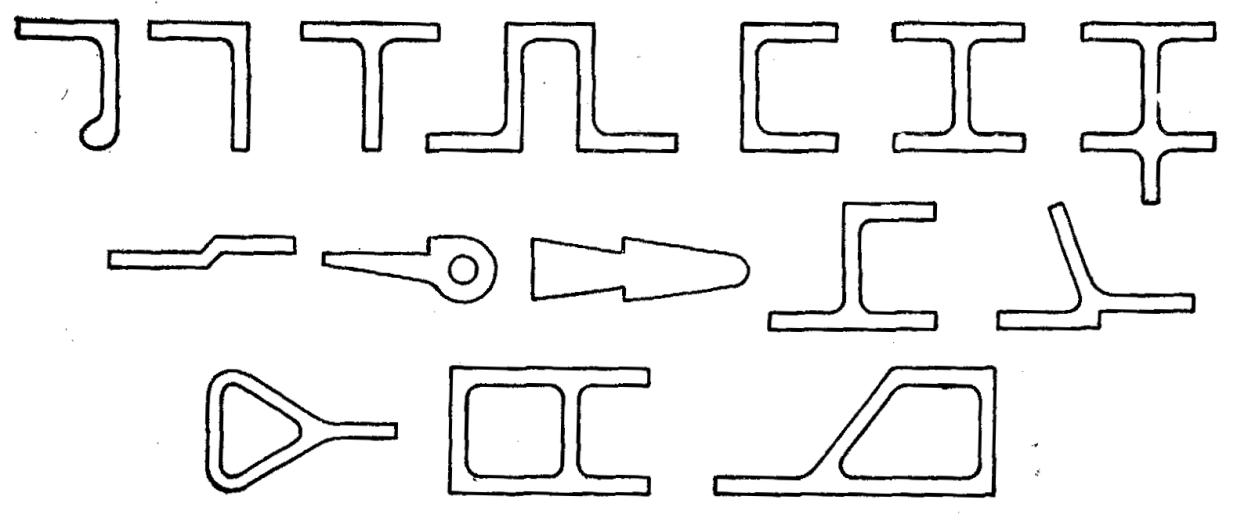
Рис. 3.17. Прессованные профили стрингеров и шпангоутов
Высота сборных панелей чаще всего постоянна, поскольку изготовление гнутых или штампованных стрингеров переменной высоты сильно усложняет технологию, а прессованные профили переменной высоты не изготавливаются совсем. Некоторым видам гнутых и прессованных профилей простейшей формы переменные высота и толщина стенки могут быть приданы фрезерованием после изготовления.
Криволинейную форму сборные панели могут получить при сборке предварительно отформованной обшивки со стрингерами, которым придана кривизна в соответствии с местом установки каждого стрингера на криволинейную обшивку, а также при использовании общих для всех типов панелей способов формообразования криволинейных поверхностей для изготовления плоских панелей.
Присоединение профилей продольного и поперечного силовых наборов к гладкой оболочке может производиться клепкой и сваркой элементов на станках-автоматах, при этом габариты панелей ограничиваются лишь возможностями оборудования и могут достигать значительных размеров (как правило, в этом случае ограничивается только ширина панелей). Такие панели размерами до 2000х20000 мм использованы в конструкциях крупногабаритных РКС.]
Существуют также разновидности металлических сборных панелей, которые после изготовления представляют собой единое целое. Так, обшивка панелей может быть соединена со стрингерным набором методом сквозного проплава (рис. 3.18, а, 6) или диффузионной сваркой (рис. 3.18, а, в).
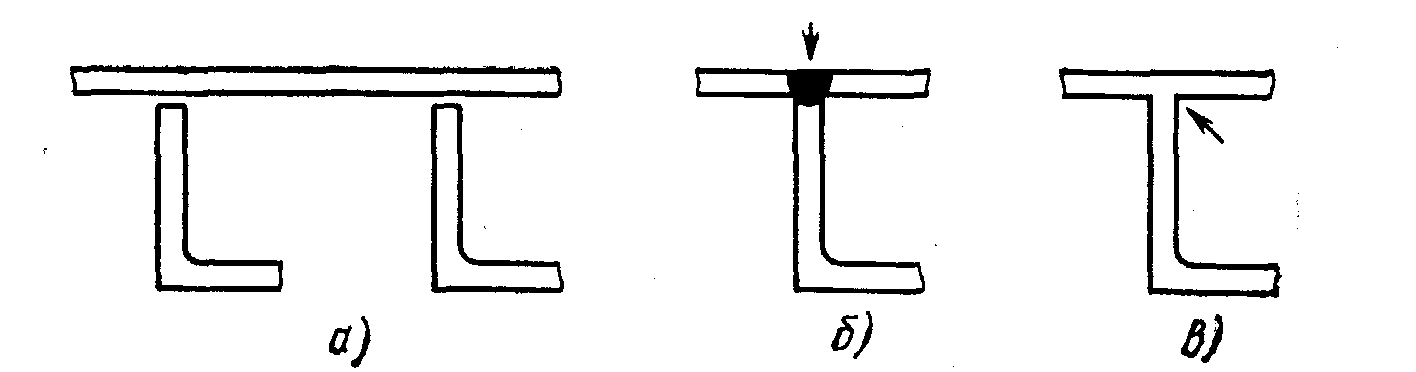
Рис. 3.18. Соединение обшивки панелей со стрингерами способами сквозного проплава и диффузионной сварки: а — исходное положение; б — электронно-лучевая сварка; в — диффузионное сращивание
Такие панели имеют преимущество в массе за счет отсутствия двойных толщин материала в местах соединения стрингеров и обшивки.
Гладкие несущие и ненесущие оболочки корпусов баков могут иметь подкрепления в виде разрезных шпангоутов, приваренных к гладкой оболочке точечной сваркой с последующим соединением концов шпангоута накладками (рис. 3.19).
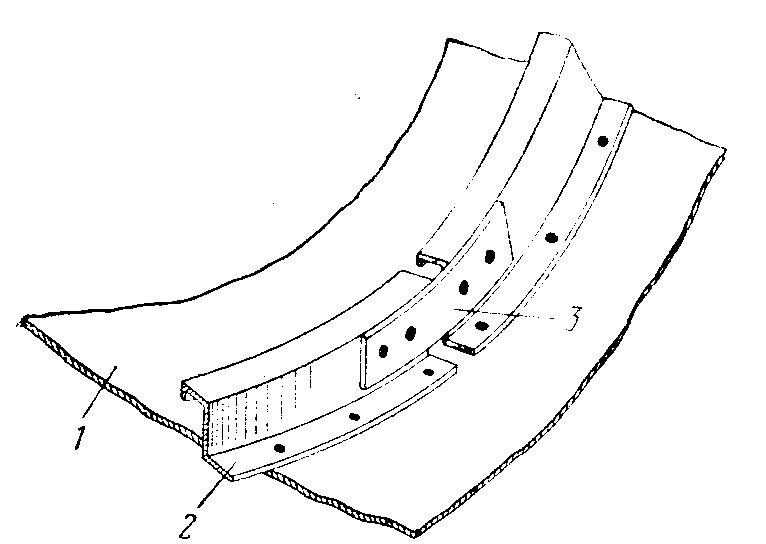
Рис. 3.19. Разрезной шпангоут
1–корпус бака, 2–шпангоут, 3–накладка