

§ 8. Материалы, применяемые в вагоностроении
Стальной прокат. В настоящее время для изготовления вагонов в основном применяют углеродистые и низколегированные стали (ГОСТ 380—71, ГОСТ 6713—75, ГОСТ 1050—74, ГОСТ 19281—73 и ГОСТ 19282—73). Механические свойства применяемых и рекомендуемых для вагоностроения сталей приведены в табл. 12.
В вагоностроении применяют углеродистые стали различной степени раскисления: кипящие, спокойные и полуспокойные. Кипящая сталь более дешевая, но по качеству уступает спокойной. Полуспокойная сталь по степени раскисления и свойствам представляет собой промежуточную. Кипящая сталь имеет более высокий порог хладноломкости и по сравнению со спокойной сталью является менее стойкой к хрупким разрушениям при низких температурах. Поэтому для ответственных несущих элементов конструкций вагонов применяют спокойные стали. Для этих конструкций используют углеродистую сталь (ГОСТ 380—71) группы В и пятой категории качества, предусматривающей нормирование химического состава, пределов прочности и текучести, относительного удлинения, изгиба в холодном состоянии и ударной вязкости при температуре —20° С и после механического старения. Углеродистые стали (ГОСТ 1050—74) применяют второй и третьей категорий; второй категорией предусмотрено нормирование механических свойств на растяжение и ударной вязкости, проверяемых на образцах, изготовленных из нормализованных заготовок размером 25 мм (диаметр или сторона квадрата), а третьей категорией — нормирование механических свойств на растяжение, проверяемых на образцах, изготовленных из нормализованных заготовок размером не более 100 мм.
Для ответственных сварных конструкций вагонов применяют низколегированные стали (ГОСТ 19281—73 и ГОСТ 19282—73) 12-й категории, которой предусмотрено нормирование химического состава, механических свойств при растяжении и изгибе и ударной вязкости при температуре —40° С и после механического старения.
Основные элементы грузовых вагонов изготовляют главным образом из низколегированных сталей с гарантированным содер жанием меди (09Г2Д, 09Г2СД, 10Г2С1Д, 10ХСНД, 15ХСНД, ЮХНДП). Сталь 10ХНДП имеет повышенные механические ха рактеристики и коррозионную стойкость в атмосферных условиях, поэтому ее рекомендуют применять в тонкостенных элементах конструкции толщиной до 6—8 мм. Перспективной для изготовле ния несущих сварных тяжело нагруженных узлов вагона является низколегированная сталь 10Г2БД, обладающая в сравнении со сталью 09Г2Д более высокими прочностными характеристиками, особенно усталостной прочностью сварных соединений. _
67
Таблица 12
|
|
Толщина проката, мм |
Механические свойства (ие менее) | |||||
|
Сталь |
Предел прочности кгс/мм2 |
Предел текучести «V кгс/мм2 |
Относительное удлинени б6> % |
Ударная вязкость ан, кгм/см2, при | |||
|
|
20° С |
-20° С -40° С | |||||
|
СтЗкп |
До 20 21—40 41 — 100 |
37 37 37 |
24 23 22 |
27 26 24 |
— |
— |
— |
|
СтЗпс, СтЗсп |
До 20 21—40 41 — 100 |
38 38 38 |
25 24 23 |
26 25 23 |
5-11 |
3—5 |
— |
|
СтЗГпс |
До 20 21—40 41—100 |
38 38 38 |
25 24 23 |
26 25 23 |
5—10 |
3—5 |
— |
|
Ст5пс, Стбсп |
До 20 21—40 41—100 |
50 50 50 |
29 28 27 |
20 19 17 |
— |
— |
— |
|
Ст5Гпс |
До 20 21—40 41—100 |
46 46 46 |
29 28 27 |
20 19 17 |
— |
— |
— |
|
15 20 25 30 35 40 45 16Д |
80 80 80 80 80 80 80 До 20 |
38 42 46 50 54 58 61 38 |
23 25 28 30 32 34 36 24 |
27 25 23 21 20 19 16 26 |
9 8 7 6 5 3,5 |
3,5 |
— |
|
09Г2, 09Г2Д |
До 4 5-9 10—20 21—32 |
45 45 45 45 |
31 31 31 30 |
21 21 21 21 |
— |
— |
3,5 3 4 |
|
09Г2С, 09Г2СД |
До 4 5—9 10—20 21—32 33—60 61—80 |
50 50 48 47 46 45 |
35 35 33 31 29 28 |
21 21 21 21 21 21 |
6,5 6 6 6 6 |
— |
4 3,5 3,5 3,5 3,5 |
68
Продолжение табл. 12
|
|
|
|
Механические свойстве |
(не менее) |
| ||
|
|
|
|
|
Ударная вязкость | |||
|
Ста |
Толщина |
Предел прочности |
Предел текучести <тт, |
Относи- |
аи, кгм/см2, |
при | |
|
|
|
удлиие- |
20° С |
—20° С |
—40° С | ||
|
|
|
кгс/мм2 |
|
|
|
|
|
|
10Г2С1, |
До 4 |
50 |
36 |
21 |
— |
— |
— |
|
10Г2С1Д |
5-9 |
50 |
35 |
21 |
6,5 |
— |
4 3 |
|
|
10—20 |
49 |
34 |
21 |
6 |
■— | |
|
|
21—32 |
48 |
33 |
21 |
6 |
— |
3 |
|
|
33—60 |
46 |
33 |
21 |
6 |
■— |
3 |
|
|
61—80 |
44 |
30 |
21 |
6 |
|
3 |
|
10Г2Б, |
До 4 |
52 |
38 |
21 |
— |
— |
4 3 |
|
10Г2БД |
5-9 |
52 |
38 |
21 |
— |
— | |
|
|
10 |
52 |
38 |
21 |
|
| |
|
10ХСНД |
До 4 |
54 |
40 |
19 |
— |
— |
5 |
|
|
5—9 |
54 |
40 |
19 |
— |
— | |
|
|
10—15 |
54 |
40 |
19 |
— |
— |
4 |
|
|
16-32 |
54 |
40 |
19 |
— |
— |
5 |
|
|
33—40 |
52 |
40 |
19 |
|
~ |
5 |
|
15ХСНД |
До 4 |
50 |
35 |
21 |
— |
— |
4 |
|
|
5—9 |
50 |
35 |
21 |
— |
| |
|
|
10—20 |
50 |
35 |
21 |
— |
— |
3 |
|
|
21—32 |
50 |
35 |
21 |
|
|
3 |
|
10ХНДП |
До 4 5-9 |
48 48 |
35 35 |
20 20 |
— |
— |
4 |
Для изготовления котлов железнодорожных цистерн, предназначенных для перевозки некоторых кислот, желтого фосфора, расплавленной серы, различных синтетических смол, ядохимикатов, жидких минеральных удобрений, молока и особо чистых продуктов применяют высоколегироввнные нержавеющие стали, содержащие дефицитные легирующие элементы (никель, молибден, хром и медь). Получили применение двухслойные стали (биметаллы) с плакирующим слоем из высоколегированных сталей. Например, биметалл ВСтЗ + 12Х18Н10Т (ГОСТ 380—71 и ГОСТ 5632—72) успешно применяют для цистерн, предназначенных для перевозки
виноматериалов.
Для пассажирских вагонов в настоящее время применяют обычные углеродистые стали, обладающие низкой прочностью и коррозионной стойкостью, что ограничивает возможности снижения массы конструкции и повышения эксплуатационной надежности. Низколегированные стали 10ХНДП, 15ХСНД и др. по сравне-
69
нию с обычными углеродистыми в 1,5—3 раза более стойки к атмосферной коррозии. Однако в условиях постоянной влажности коррозионная стойкость этих сталей всего на 20—30% превосходит коррозионную стойкость углеродистых сталей. На основании проведенных ЦНИИ МПС, ВНИИВ и ЦНИИ ЧМ исследований для кузовов пассажирских вагонов рекомендовано применение экономно легированной никелем нержавеющей стали 10Х14Г14НЗ (ГОСТ 5632—72). Проводятся исследования возможности применения безникелевой нержавеющей стали.
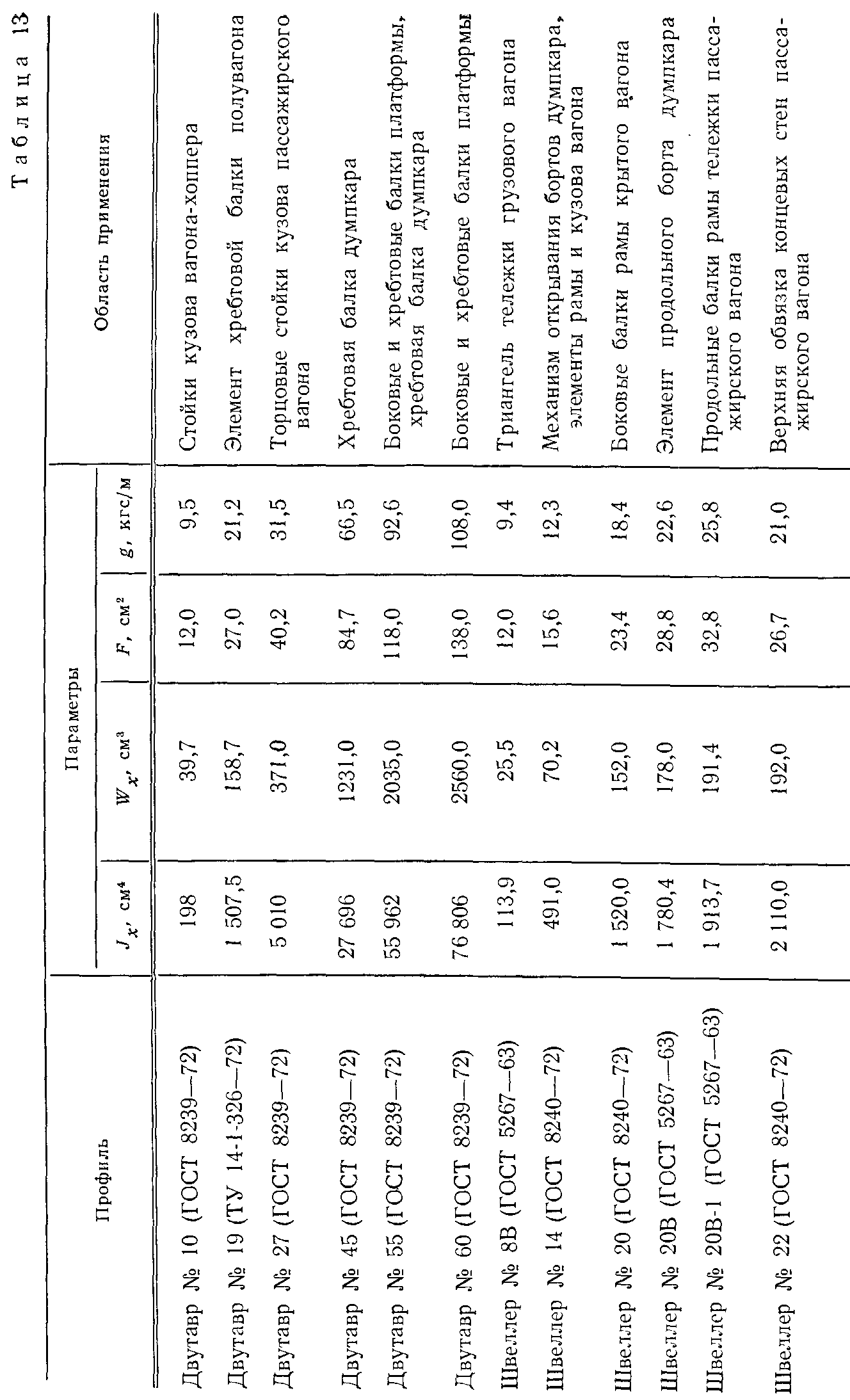
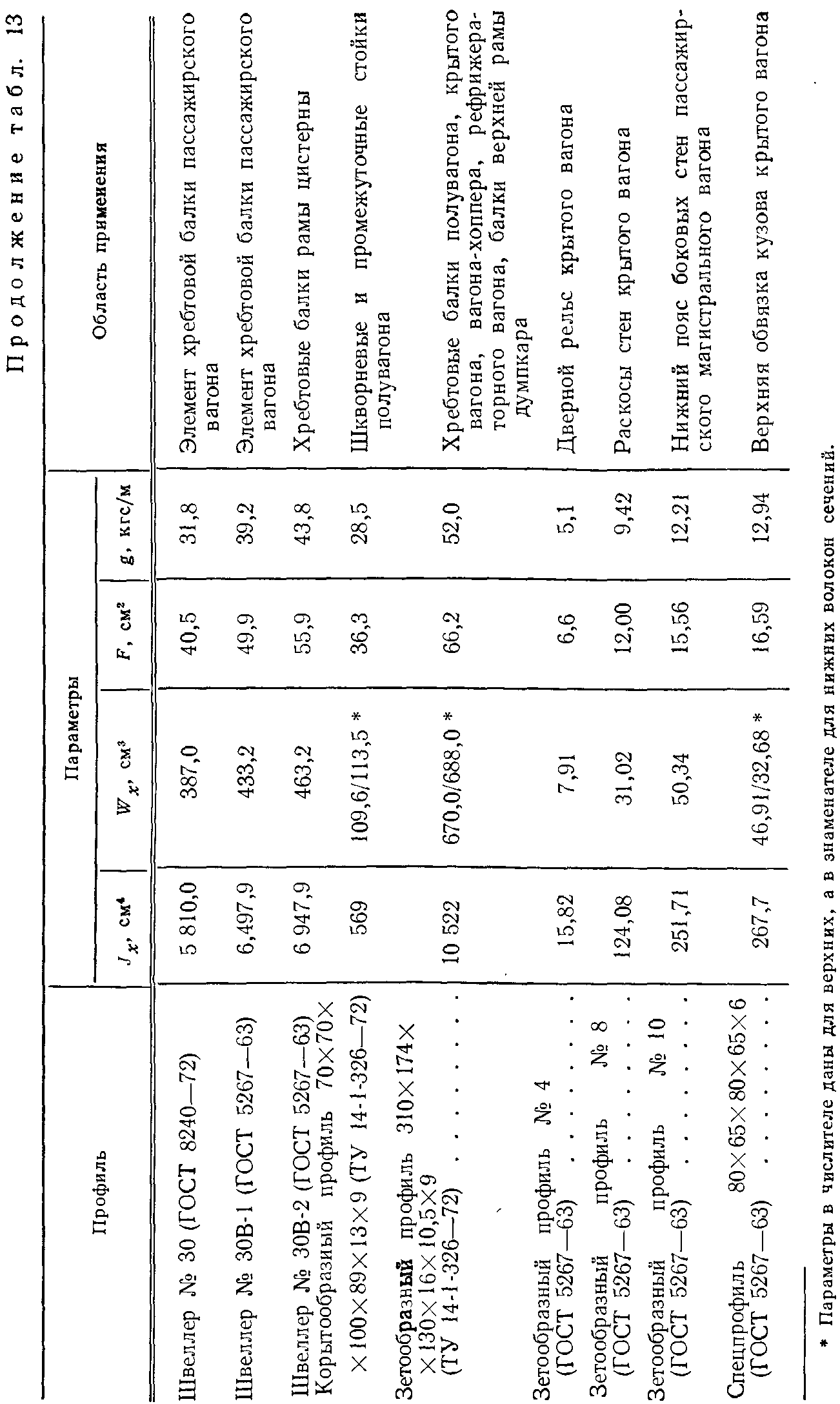
Прокатные стали применяют в вагоностроении в виде листового материала, полосы, сортового и профильного проката (как горячекатаного, так и холодногнутого). В последнее время расширяется применение холодногнутых профилей. Основные горячекатаные профили, применяемые в вагоностроении, приведены в табл. 13.
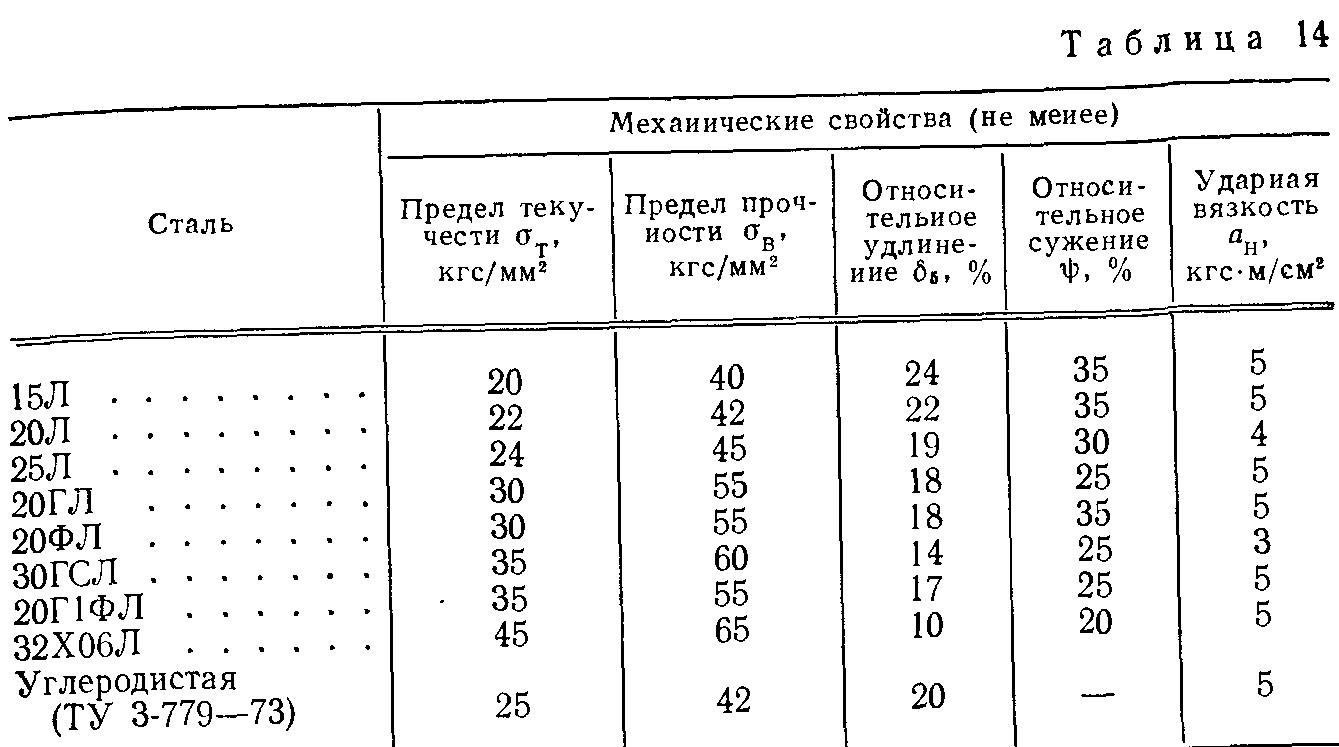
Литые стали. Для изготовления литых деталей вагонов в основном применяют углеродистые и низколегированные стали (ГОСТ 977—75 и отраслевые технические условия). Механические характеристики некоторых из этих сталей приведены в табл. 14. Литые детали из сталей ЗОГСЛ и 32Х06Л (ГОСТ 977—75) поставляют после закалки и отпуска, а из остальных сталей — после нормализации. Основная масса стального литья идет на детали тележек грузовых вагонов, на боковые рамы н надрессорные балки, а также на детали автосцепки.
В настоящее время рамы, балки и автосцепки в основном отливают из низколегированных сталей 20ГЛ и 20ФЛ, которые по сравнению с углеродистой сталью обеспечивают повышенную на 20—30% прочность деталей. Условия эксплуатации на перспективу требуют дальнейшего повышения прочностных характеристик указанных деталей. В связи с этим в вагоностроении осуществляется переход на использование более прочной стали типа 20Г1ФЛ.
- Применение улучешнных низколегированных сталей позволяет не только повысить механические свойства, но и обеспечить гарантированную ударную вязкость а„ при отрицательной температуре, вплоть до температуры —60° С.
Одним из основных направлений улучшения качества литых деталей является снижение содержания серы и фосфора в результате применения синтетических шлаков, специальных лигатур и др. Уменьшение в стали вредных примесей обеспечивает увеличение ее пластичности и вязкости, улучшение литейных свойств, что, в свою очередь, повышает качество литых деталей (снижает вероятность образования горячих и холодных трещин, газонасыщенности, пор, раковин и пр.).
Алюминиевые сплавы. Алюминий и его сплавы применяют в конструкциях пассажирских и грузовых вагонов. Алюминий и его сплавы применяют для изготовления облегченных кузовов вагонов городского транспорта и скоростных поездов, а также для
70
 71
71
деталей и узлов внутреннего оборудования вагонов. Эти материалы применяют также при изготовлении котлов цистерн для транспортирования концентрированной азотной кислоты и других агрессивных грузов, перевозки пищевых продуктов (в частности, молока), а также при изготовлении изотермических вагонов для внутренней обшивки кузовов вагонов.
Механические свойства используемых в вагоностроении алюминиевых деформируемых сплавов приведены в табл. 15. Из литейных алюминиевых сплавов в вагоностроении наибольшее применение нашли алюминий-кремниевые сплавы Ал9 и АлЗ (ГОСТ 2685—75), обладающие высокими литейными свойствами и коррозионной стойкостью.
Алюминиевые сплавы по сравнению с углеродистыми и низколегированными сталями обладают многими преимуществами, наиболее важными из которых для вагоностроения являются малая масса (почти в 3 раза меньшая, чем для стали), достаточно высокие механические свойства и коррозионная стойкость. Возможность изготовления из алюминиевых сплавов профилей практически любой конфигурации позволяет создавать легкие и надежные конструкции вагонов, значительно снизить их массу тары и увеличить грузоподъемность. Определенным недостатком алюминиевых сплавов, препятствующим широкому внедрению в вагоностроение, является их относительно высокая стоимость. В перспективе расширение применения алюминия и его сплавов для вагоностроения несомненно.
Окраска вагонов. Антикоррозионная защита металлоконструкций вагонов имеет важное значение в связи с особенностями условий их эксплуатации (использование вагонов в различных климатических зонах с большими перепадами температур и влажности, воздействие атмосферы индустриальных районов и пр.).
72
73
Таблица 15
|
Сплав (ГОСТ |
Шифр состояния поставки * |
Механические свойства (не менее) | ||
|
4784—65, ГОСТ 8617—75 и ГОСТ 12592—67) |
Предел прочности ав, кгс/мм2 |
Предел текучести а , кгс/мм2 |
Относительное удлинение ев, % | |
|
АД АМц АМц |
м п м |
6 15 9 |
— |
20 5 18 |
|
АМг2 АМгЗ АМгб |
м м м |
17 19 28 |
8 13 |
16 15 15 |
|
АМгб АМгб |
м н |
32 38 |
16 28 |
15 6 |
|
АВ АВ |
т Т1 |
18 30 |
23 |
14 8 |
|
АДЗЗ |
Т1 |
25 |
21 |
6 |
|
1915 |
м |
28 |
18 |
12 |
|
1915 1915 |
т Т1 |
35 38 |
22 25 |
10 8 |
* П — полунагартованное состояние; Н — иагартованное состояние; М — отожженное состояние; Т — закалка и естественное старение; TI — закалка и искусствеииое -старение (ГОСТ 12592 — 67).
Надежность антикоррозионной защиты во многом зависит от качества и номенклатуры лакокрасочных материалов. Большое внимание в вагоностроении уделяется также внедрению прогрессивной техники окраски, обеспечивающей экономию лакокрасочных материалов, а также повышающей качество окраски и производительность труда.
Пассажирские и грузовые магистральные вагоны окрашивают в соответствии с ГОСТ 12549—67 и ГОСТ 7409—73. ГОСТ 12549—67 распространяется на окргску строящихся и подвергающихся заводскому ремонту цельнометаллических пассажирских, почтовых, багажных вагонов, вагонов-ресторанов, вагонов-электростанций и вагонов электропоездов. ГОСТ 7409—73 распространяется на строящиеся и подвергаемые заводскому ремонту универсальные грузовые вагоны, крытые, полувагоны и платформы. Наружную поверхность вагонов-цистерн окрашивают химически стойкой эмалью ХВ-785 (ГОСТ 7313—75) по предварительно загрунтованной поверхности.
Неметаллические материалы. Для отделки внутренних помещений пассажирских вагонов, вагонов электропоездов и дизель-
74
поездов, вагонов метро и др. применяют самые разнообразные материалы, которые можно разделить на отделочные, тепло- и звукоизоляционные, конструкционные и пр. Для облицовки стен, перегородок, потолков рекомендован трудновоспламеняемый бумажно-слоистый пластик, для покрытия полов — поливинилхлоридный линолеум, для внутренней обшивки стен и облицовки потолков — трудновоспламеняемые или огнестойкие древесно-волокнистые плиты и т. д. В качестве теплоизоляционного материала наибольший интерес для вагоностроения представляют пенополиуретаны, так как они позволяют осуществлять теплоизоляцию кузова вагона наиболее прогрессивными способами — напылением или заливкой.
Для теплоизоляции крыши, а также труб отопления, проходящих за потолочной обшивкой, рекомендовано негорючее супертонкое базальтовое волокно, выпускаемое в виде матов, обладающих высокой термовиброустойчивостью и низкой гигроскопичностью. В качестве гидроизоляции кузова и гидрозащиты теплоизоляционных материалов рекомендован полимерный пленочный материал.
Широкое распространение в вагоностроении получил пенопо-листирол, применяемый для производства пенопласта. Пенопласта на основе полистирола с порообразующими компонентами обладают небольшой плотностью, высокими тепло- и звукоизоляционными свойствами, химической стойкостью и водостойкостью, а при внесении специальных добавок — пониженной горючестью. Наиболее распространенными являются пенополистиролы ПСБ и ПСБ-С.
Применение в вагоностроении деталей из древесины хвойных и лиственных пород и древесных материалов обусловлено ГОСТ 3191—75. Детали, по условиям эксплуатации которых требуется предохранение их от гниения и возгорания, подвергают глубокой пропитке или покрытию антисептиками и* антипиренами. В зависимости от назначения и конструктивных особенностей узлов и деталей вагонов влажность древесины должна составлять 15—25%. Для изготовления вагонов применяют дуб, ясень, лиственницу, бук, березу, сосну, ель, ольху, пихту, а также фанеру ФСФ (ГОСТ 3916—69), плиты столярные (ГОСТ 13715—68), плиты древесно-стружечные (ГОСТ 10632—70), плиты фанерные (ГОСТ 8673—68), пластики древесные слоистые (ГОСТ 13913—68), плиты древесно-волокнистые (ГОСТ 8904—66 и ГОСТ 4598—74) и фанеру декоративную (ГОСТ 14614—69).
Также широко в вагоностроении применяют резину. Способность к высокоэластичной деформации и высокая усталостная прочность резины сочетаются с другими ценными техническими свойствами: износостойкостью, прочностью на разрыв и удар, газо-, воздухо-, водонепроницаемостью, маслостойкостью и др., а также высокой способностью к поглощению энергии. Благодаря указанным свойствам резину применяют в основном в качестве
75
Таблица 16
|
Наименование |
Рабочая среда |
Резина (ТУ 38.0Э5.204—71) |
|
Уплотнения неподвижных соединений |
Воздух, вода |
7-1847 13305 7-6721 7-2959 |
|
Уплотнения дверей, окон и люков |
Воздух, вода, слабые растворы кислот и щелочей |
7-2462 7-6721 6190 |
|
Уплотнения подвижных соединений |
Воздух, смазка, горячая вода |
7-3508 7-Н-26-16 7-В-14 |
|
Амортизаторы и силовые детали, работающие под нагрузкой |
Воздух, вода, капельки масла и топлива |
7-1847 7-3681 7-6721 7-2959 7-2462 7-4985 7-3826 7-8470 |
|
Защитные детали, чехлы, кожухи |
Воздух, вода |
7-6721 7-2959 7-3687 6190 |
амортизирующих устройств в элементах рессорного подвешивания и поглощающих аппаратов автосцепок, для упругой связи элементов тележек, в качестве уплотнителей, манжет, прокладок в тормозной системе, роликовых буксах, оконных дверных проемах, подрезиненных колесах вагонов метро и трамваев и др. Марки резины, применяемой для деталей и узлов вагонов некоторых типов, приведены в табл. 16.