

Czarnowski-proceedings-2015
.pdfПЯТЫЕ ЧАРНОВСКИЕ ЧТЕНИЯ. Сборник трудов
Рис. 3. Диаграмма Паретто по первичным возвратам катушки.
В результате совместного мозгового штурма была построена диаграмма Исикавы по проблеме «Возврат деталей на доработку после операций «Доводка» (рис. 3), и проведен анализ состояния процесса доводки, причин возвратов на доработку по шероховатости и схемы контроля.
________________________________________________________
21

ПЯТЫЕ ЧАРНОВСКИЕ ЧТЕНИЯ. Сборник трудов
Рис.4 Диаграмма Исикавы по проблеме «Возврат деталей на доработку после операции «Доводка»»
Диаграмма Исикавы (рис. 4) наглядно показывает, что больше всего проблем выявлено вразделе «Персонал», а именно
– положение по оплате труда слесарей составлено таким образом, что у исполнителя нет мотивации сдавать детали с первого предъявления. Каждый работник стремится выполнить детали «точно в срок» и, как показали наблюдения, торопится и перебрасывает часть ответственности за контроль деталей на сотрудников ОТК. В результате анализа тыловой документации зафиксировано, что было 2 возврата с участка намотки оптического волокна по причине несоответствия шероховатости и 2 протокола исследования, где причиной обрыва волокна был признан производственный дефект из-за несоответствия шероховатости катушки требованиям конструкторской документации. В том числе и из-за этих обстоятельств, сотрудники ОТК, чувствуя повышенную ответственность, при
________________________________________________________
22
ПЯТЫЕ ЧАРНОВСКИЕ ЧТЕНИЯ. Сборник трудов
осуществлении контроля, старались перестраховываться. И при малейших сомнениях, что шероховатость поверхности не соответствует требованиям КД, возвращали катушку на доработку. По причине отсутствия контрольных образцов и невозможности измерить труднодоступные поверхности с помощью профилографа возвраты происходили на уровне субъективных ощущений «нравится – не нравится», а не на основе «соответствует КД – не соответствует КД», что порождало жаркие споры между исполнителями и контроллерами.
4. Планирование и реализация
После анализа причин возникновения проблем, были намечены следующие направления по устранению этих несоответствий:
1.Минимизация субъективной оценки шероховатости сотрудниками ОТК.
2.Проработка альтернативных технологических методов формирования необходимой шероховатости.
3.Разработка и апробации новых методов мотивации исполнителей, направленных на повышение качества выпускаемой продукции.
Все мероприятия были спланированы и составлен план
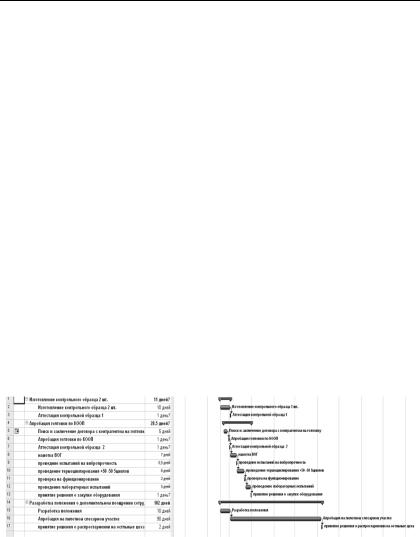
работ в диаграмме Ганта (рис.5).
Рис.5 План мероприятий в диаграмме Ганта
4.1Для минимизации субъективного подхода к контрольным операциям согласно графику работ была изготовлена
контрольная катушка, и |
проведена его аттестация |
________________________________________________________
23

ПЯТЫЕ ЧАРНОВСКИЕ ЧТЕНИЯ. Сборник трудов
совместно с представителями цеха потребителя, конструкторами, технологами и представителями ОТК. Результатом данного мероприятия стал акт аттестации контрольного образца и корректировка конструкторской и технологической документации, поскольку в ходе проекта выявились излишние требования к шероховатости отдельных поверхностей катушки в конструкторской документации.
4.2Следующим направлением по оптимизации операции «доводка» стал поиск альтернативных технологических методов формирования шероховатости поверхности. Изза труднодоступности для машинной полировки в текущем технологическом процессе применяется ручное полирование, которое занимает более 25% от общего времени изготовления катушки. Для оптимизации этого направления решения проблемы технологами было предложено провести вибрационную галтовку нескольких пробных образцов вместо ручной полировки. Результатом данных мероприятий стала одна катушка, финишная обработка которой была получена вибрационной сухой галтовкой. Проверка катушки на соответствие конструкторской документации дала положительную оценку, и было принято решение о включении данного оборудования в план закупок на следующий год и проработке выполнения данной операции по кооперации, до приобретения данного оборудования согласно плану закупок. С точки зрения повышения производительности данный способ формирования поверхности, по сравнению с текущим технологическим процессом, выгоден более чем в 5 раз и позволит при внедрении данной операции в технологический процесс сократить срок изготовления одной катушки примерно на 20%.
4.3Для мотивации сотрудников, направленной на сдачу продукции с первого предъявления, было принято решение увязать изменяемую часть заработной платы с
________________________________________________________
24

ПЯТЫЕ ЧАРНОВСКИЕ ЧТЕНИЯ. Сборник трудов
показателями качества, в нашем случае, с индивидуальным ключевым показателем «приемка с первого предъявления», или «FTT». Мотивация сотрудников на базе ключевых показателей, в отличие от базовой заработной платы, ориентирована на достижение долгосрочных и краткосрочных целей компании, «мотивирующей на выполнение должностных обязанностей» самого работника. А оклад – это фиксированная ежемесячная заработанная плата [2, стр.9] Система формирования переменной части денежного
вознаграждения на базе ключевых показателей эффективности стимулирует сотрудника к достижению высоких индивидуальных результатов, а также к увеличению его вклада в коллективные результаты и достижения, в выполнение стратегических целей компании. При этом показатели KPI в системе формирования переменной части заработной платы на базе KPI должны быть достаточно просты и понятны сотрудникам, а размеры переменной части компенсационного пакета – экономически обоснованы [2, стр.9]. В соответствии комплексной процессуальной теорией мотивации Портера – Лоулера «уровень приложенных усилий определяется ценностью вознаграждения и степенью уверенности в том, что данный уровень усилий действительно повлечет за собой определенный уровень вознаграждения» [3, стр.2] .
На основании вышеизложенных требований к простоте и оперативности расчета был определен показатель - приемка с первого предъявления. Цель этого показателя заключается мониторинге того, правильно ли исполнитель производит изделия с первого раза. Некоторые склонны считать этот показатель показателем качества, так как он отслеживает отходы, брак, доработку и ремонт. Но Б. Маскелл предлагает рассматривать его как показатель эффективности стандартизированной работы ячейки: «FTT показывает процент изделий, изготовленных в ячейке, без необходимости доработки, ремонта или отбраковки. Если соблюдаются предписания стандартизированной работы,
________________________________________________________
25
ПЯТЫЕ ЧАРНОВСКИЕ ЧТЕНИЯ. Сборник трудов
изделие будет изготавливаться правильно с первого раза, а показатель FTT будет 100%» [4, стр.50]. Снижая показатель FTT, мы не только улучшаем качество продукции, но и снижаем потери внутри процесса.
FTT рассчитывается по следующей формуле:
100% (1)
Данные, необходимые для подсчета FTT, собираются на основании отметок в паспорте качества работника. Согласно регламенту «о паспортах качества» каждый работник, предъявляя на контрольную операцию изделие вместе с сопроводительной документацией, обязан предоставить паспорт качества. Если сотрудник ОТК выявил дефекты, то делается соответствующая запись, и деталь возвращается, если деталь соответствует технической документации, делается запись «Сдан с первого предъявления». Ежемесячно руководитель участка собирает эти данные и на их основании рассчитывает дополнительное денежное вознаграждение, которое определяется по следующей формуле:
(2)
На пилотном участке для реализации данной инициативы, было принято решение, что данная дополнительная премия будет выплачиваться сверх всех остальных частей заработной платы, фактически эта была прибавка к зарплате, но с небольшим ограничением - премия не выплачивается, если показатель FTT меньше 70%.
5. Итоги реализации
Таким образом, за счет реализованных мероприятий на механическом производстве удалось «расшить» узкое звено (контрольный участок): количество деталей, ожидающих контроля, уменьшилось на 90%, и наметилась дальнейшая тенденция к уменьшению, параметр FTT для катушки на
________________________________________________________
26
ПЯТЫЕ ЧАРНОВСКИЕ ЧТЕНИЯ. Сборник трудов
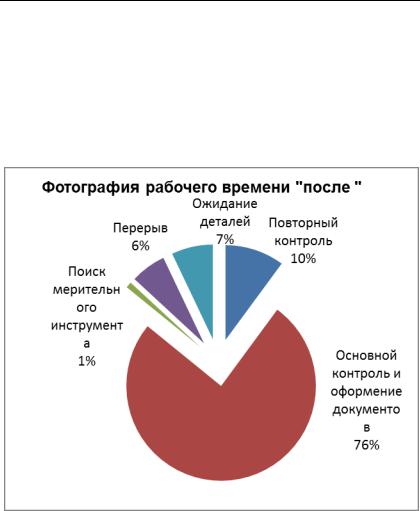
слесарном участке стал равен 95 %. Оптимальное расходование фонда рабочего времени сотрудников ОТК дало прирост производительности труда равный 31% (см. рис.6) В первую очередь, это стало возможно благодаря изготовлению контрольной катушки, что минимизировало субъективность при проведении контрольных операций. Также было принято решение об изготовлении контрольных образцов и для других деталей, где стоял вопрос о невозможности применения объективных методов контроля для оценки шероховатости.
Рис.6 Фотография рабочего времени сотрудника ОТК «После»
Но самое главное в этом проекте, это то, что был апробирован и внедрен в обиход один из основных показателей бережливого учета – «оценка эффективности стандартизованной работы» [4, стр.49], или FTT. Формула расчета данного показателя была адаптирована под особенности
________________________________________________________
27
ПЯТЫЕ ЧАРНОВСКИЕ ЧТЕНИЯ. Сборник трудов
технологического процесса, связанного с длительными циклами изготовления деталей. Деталь предъявляется на контрольную операцию, и учитывается в показателе FTT пооперационно, а не только в конце производственного цикла.
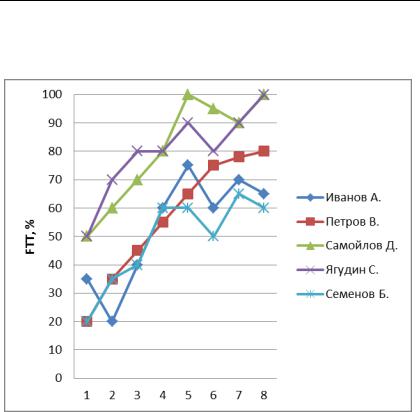
Рис.7 График FTT по месяцам после внедрения положения о дополнительном премировании.
Большинство компаний приступают к внедрению бережливого производства с организации пилотных ячеек бережливого производства. Это, как считает американский практик по бережливому учету Б. Багалли, первый шаг к бережливому производству. На этой ранней стадии бережливости требуется, в первую очередь, осуществить ряд изменений в системах учета, контроля и измерения. К ним относятся новые показатели эффективности для ячеек бережливого производства.
________________________________________________________
28

ПЯТЫЕ ЧАРНОВСКИЕ ЧТЕНИЯ. Сборник трудов
В процессе реализованного проекта, о кардинальных изменениях показателей за столь короткое время говорить еще рано, но как показывает статистика на рис.7., наметилась существенная тенденция к повышению качества и уменьшению таких потерь, как затраты на брак или затраты на исправление брака. Для опытных работников данный показатель стал предметом гордости, а для менее квалифицированных направлением совершенствования на трудовом поприще.
Литература
1.Элия М. Голдрат, Джефф Кокс Цель. Процесс непрерывного совершенствования. Издательство: «Попури» 2009г. 500с.
2.Клочков А.И. KPI и мотивация персонала. Полный сборник практических инструментов. [Электронный ресурс] http://www.alldirector.ru/wp- content/uploads/2012/11/KPI-%D0%B8- %D0%BC%D0%BE%D1%82%D0%B8%D0%B2%D0%B0%D 1%86%D0%B8%D1%8F- %D0%BF%D0%B5%D1%80%D1%81%D0%BE%D0%BD%D 0%B0%D0%BB%D0%B0.pdf (дата обращения 30.10.2015)
3.Теории мотивации [Электронный ресурс http://www.laynetworks.com/Theories-of-Motivation.html
(дата обращения 30.10.2015)
4.Маскелл Б., Баггали Б. Практика бережливого учета: управленческий, финансовый учет и система отчетности на бережливых предприятиях. / Пер. с англ. − М.: Институт комплексных стратегических исследований, 2013. − 384 С.
5.Paretto V., Coursd`EconomiePolitique. Droz, Geneva, 1896
6.ЧЕТВЁРТЫЕ ЧАРНОВСКИЕ ЧТЕНИЯ. Сборник трудов. Материалы IV международной научной конференции по организации производства. Москва, 5-6 декабря 2014 г. – М.: НП «Объединение контроллеров»; Высшая школа инженерного бизнеса, 2014. – 460с
________________________________________________________
29

ПЯТЫЕ ЧАРНОВСКИЕ ЧТЕНИЯ. Сборник трудов
ПРОГРАММНО-АППАРАТНЫЙ КОМПЛЕКС НЕИНТРУЗИВНОГО АНАЛИЗА ЭФФЕКТИВНОСТИ РАБОТЫ ОБОРУДОВАНИЯ И СОТРУДНИКОВ НА ПРЕДПРИЯТИИ
К.С. Артемьев
Генеральный директор
ООО«Браво Моторс», г. Астрахань manager@bravomotors.ru
Встатье описываются существующие способы численного и аппаратного контроля эффективности работы оборудования и сотрудников на предприятии и предлагается новый способ, основанный на аппаратно-программном контроле и анализе рабочих циклов оборудования, не требующий для своего внедрения остановки или модификации оборудования.
Ключевые слова: бережливое производство, программноаппаратные комплексы, контроль производства, контроль сотрудников.
HARDWARE-SOFTWARE NONINTRUSIVE ANALYSIS COMPLEX FOR OVERALL PERFORMANCE OF THE EQUIPMENT AND THE EMPLOYEES AT THE ENTERPRISE
K.S. Artemyev
CEO of Bravo Motors, LLC
manager@bravomotors.ru
The existing ways of numerical and hardware control of equipment and employees overall performance at the enterprise are described
________________________________________________________
30