

Sysoev_TeorosnovyTMSlekc
.pdfдостижение постоянного улучшения качества продукции, поддержка и стремление к нему,
улучшение качества работы для постоянного удовлетворения установленных и ожидаемых требований всех заинтересованных лиц,
обеспечение внутреннему руководству и другим работникам уверенности в том, что требования к качеству выполняются и поддерживаются и происходит улучшение качества,
обеспечение уверенности потребителям и другим заинтересованным лицам в том, что требования к качеству достигаются или будут достигнуты в поставляемой продукции,
обеспечение уверенности в том, что требования к системе качества выполняются.
Заданный уровень качества формируется при проектировании изделия, реализуется при его изготовлении и поддерживается при эксплуатации.
Повышение качества почти всегда сопровождается дополнительными затратами труда, материалов и средств, поэтому величина получаемого от этого эффекта должна быть больше дополнительных затрат: Э>Здоп за счет того, что повышение качества равноценно увеличению объема выпуска.
Под менеджментом качества продукции понимают осуществление комплекса конструкторских, технологических, организационных, социальных и других мероприятий, обеспечивающих получение продукции высокого качества.
Менеджмент качества на предприятии осуществляется через управление процессами.
Общие принципы системы менеджмента качества:
наличие комплекса взаимосвязанных между собой мероприятий, обеспечивающих получение изделий заданного качества;
наличие связей со средой, в которой действует система. Эти связи учитывают достижения науки и техники, особенности коллектива, в котором она действует, характер оснащения производства оборудованием и приборами;
предполагает, что любая рассматриваемая система является подсистемой низшего порядка (участок - цех - завод);
каждая из систем имеет в своем составе элементы, обеспечивающие устойчивую работу системы качества продукции.
|
|
|
|
Таблица 2.12 |
|
Обобщенная характеристика моделей, обеспечивающих качество |
|||
|
|
|
по ИСО 9001-9003 |
|
щей качество Номер модели, |
Номер ИСО |
апы обеспечения качества, подтверждающие соответствие определенным бованиям |
вителя Обязанности |
родукции Характеристика |
1 |
9001 Проектирование, |
Доказать свою способ- |
Впервые |
|
|
|
разработка, |
ность к обеспечению тре- |
разрабатываемая или |
|
|
производство, |
буемого качества про- |
модернизируемая |
|
|
монтаж, |
дукции при ее |
продукция |
|
|
проектировании, произ- |
||
|
|
обслуживание |
|
|
|
|
водстве и поставке |
|
|
|
|
|
|
|
2 |
9002 |
Производство, |
Доказать свою способ- |
Продукция, произво- |
|
|
монтаж и обслу- |
ность к обеспечению тре- |
димая по оправдав- |
|
|
живание |
буемого качества про- |
шему себя проекту |
|
|
|
дукции за счет управле- |
или |
|
|
|
ния процессами ее изго- |
технологии. |
|
|
|
товления и |
Серийная продукция |
|
|
|
поставки |
|
|
|
|
|
|
3 |
9003 Окончательный |
Доказать свою спо- |
Оправдавшая себя |
|
|
|
контроль и |
собность к выявлению и |
серийная продукция. |
|
|
испытания |
управлению утилизацией |
Продукция, изготов- |
|
|
|
несоответствующей про- |
ленная по техни- |
|
|
|
дукции в процессе окон- |
ческой докумен- |
|
|
|
чательного контроля и |
тации |
|
|
|
испытаний |
заказчика |
|
|
|
|
|
НЕПРЕРЫВНОЕ УЛУЧШЕНИЕ  СИСТЕМЫ МЕНЕДЖМЕН-
СИСТЕМЫ МЕНЕДЖМЕН- 





Заинтере-со- |
Ответственность |
|
руководства |
||
ванные |
||
|
||
стороны |
|
|
Управление |
Измерение, анализ и |
|
ресурсами |
улучшение |
Требования |
|
Продукция |
|
Выпуск |
|
|
продукции |
|
|
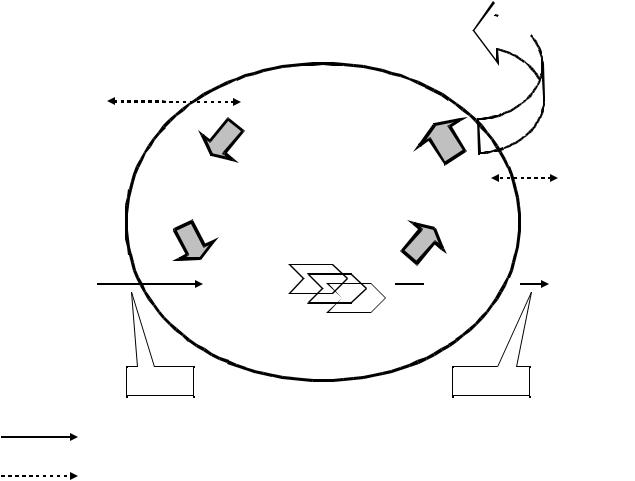
Рис. 1. |
Модель процессного подхода |
|
"вход" |
"выход" |
Заинтересованные стороны
Удовлетворение
- деятельность, увеличивающая ценность
- информационные потоки
Рис.2.4. Модель системы менеджмента качества, основанной на процессах
2.5. Статистические методы исследования качества изделий при механической обработке
В табл. 1.2 приведены некоторые понятия определений математической статистики, так или иначе связанные с качеством продукции, а также с его статистической характеристикой.
Случайная погрешность - погрешность, которая для разных заготовок рассматриваемой партии имеет различные значения, причем ее появление не подчиняется никакой видимой закономерности.
В результате действия случайных погрешностей происходит рассеяние размеров заготовок, обработанных при одних и тех же условиях.
К случайным погрешностям относят:
колебание твердости обрабатываемого материала; изменение величины снимаемого припуска;
изменение положения исходной заготовки в приспособлении, связанное с погрешностями базирования и закрепления;
неточности установки положения суппортов по упорам и лимбам;
колебания температурного режима обработки и упругих отжатий элементов технологической системы под влиянием нестабильных сил резания и т.п.
В технологии машиностроения практическое применение имеют следующие математические законы.
Закон нормального распределения (закон Гаусса)
Этому закону подчиняются размеры заготовок, обработанные на настроенных станках. Размеры получаются в результате действия большого числа взаимно независимых случайных величин, зависящих от качества системы СПИД. Уравнение кривой нормального распределения имеет вид:
|
|
− |
2 |
|
1 |
− |
(x i − x ) |
|
(2.1) |
2σ2 |
|
|||
y = σ 2π e |
|
|
, |
|
|
|
|
где σ -среднее квадратичное отклонение.
Среднее квадратичное отклонение определяется по формуле
_ |
mi = |
1 |
_ |
(2.2) |
σ = ∑ (xi − x)2 |
∑ (xi − x)2 mi , |
|||
|
n |
n |
|
|
где xi - текущий действительный размер; x_ - среднее арифметическое значение действительных размеров заготовок:
_ |
|
x = n1 ∑ x i mi , |
(2.3) |
где mi - частота появления события; n - количество заготовок в партии.
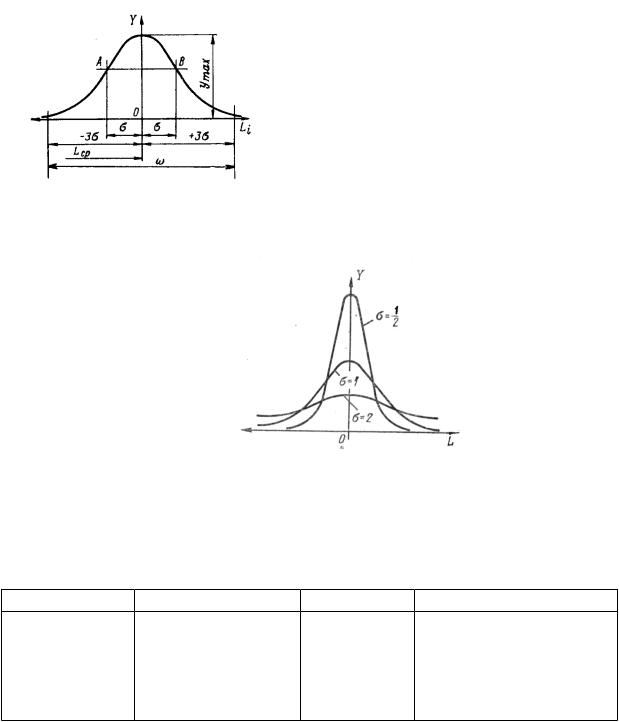
На рис. 2.5 показана кривая нормального распределения, симметричная
относительно оси ординат. При |
x |
кривая нормального распределения имеет |
|
_ |
|
максимальное значение: |
|
|
ymax = |
1 |
≈ |
0,1 |
(2.4) |
σ 2π |
σ . |
На расстоянии ±σ от ymax кривая имеет точки перегиба
y1=y2= |
1 |
= |
yma x |
≈ 06,yma x ≈ |
021, |
(2.5) |
σ 2πe |
e |
σ |
Кривая асимптотически приближается к оси абсцисс.
На расстоянии ±3σ в пределах кривой оказывается 99,73% площади F: F1 = 0,9973F. Если принять, что все размеры находятся в пределах площади F, то погрешность определения будет равна 0,27%.
При увеличении σ, поле рассеяния возрастает, кривая рассеяния параметров становится более пологой и низкой (рис. 2.6). Это свидетельствует о меньшей точности изготовления. Поле рассеяния размеров находится в диапазо-
не ω = 6σ.
Размер каждой заготовки в партии является случайной величиной и имеет значения в границах определенного интервала. Измеренные значения истинных размеров заготовок разбивают на интервалы (разность между наибольшим и наименьшим размерами в пределах одного интервала). Размер интервала должен быть меньше погрешности измерительного устройства, тем самым компенсируются погрешности измерения. Распределение размеров заготовок представляют в виде таблицы (табл. 2.14), в которой приняты следующие обозначения: n - общее количество измерений, m - частота появления размера в
интервале, m/n - доля частоты появления размера к общему количеству измере-
ний ( ∑ m = 100 , ∑ mn = 1).
Рис. 2.5. Кривая нормального распределения (закон Гаусса)
Рис. 2.6. Влияние величины σ на форму кривой Гаусса
Таблица 2.14
|
Распределение размеров заготовок |
||
№ интервала |
Интервал |
Частота, m |
Доля частоты, m/n |
1 |
20,00-20,05 |
2 |
0,02 |
2 |
20,05-20,10 |
11 |
0,11 |
3 |
20,10-20,15 |
19 |
0,19 |
4 |
20,15-20,20 |
28 |
0,28 |
5 |
20,20-20,25 |
22 |
0,22 |

6 |
20,25-20,30 |
15 |
0,15 |
7 |
20,30-20,35 |
3 |
0,03 |
По результатам измерения строится гистограмма (рис. 2.7). Ломаную кривую 1 называют эмпирической кривой распределения. При увеличении количества интервалов кривая 1 приближается к плавной кривой, называемой кривой распределения.
m /n |
|
|
|
|
|
|
|
30 |
|
|
|
|
|
|
|
25 |
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
15 |
|
|
|
|
|
1 |
|
10 |
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
0 |
|
|
|
|
|
№ |
|
1 |
2 |
3 |
4 |
5 |
6 |
||
7 |
|||||||
Рис. 2.7. Гистограмма распределения размеров по интервалам |
|||||||
Закон Симпсона (равнобедренного треугольника)
При обработке заготовок с точностью 7,8 и в некоторых случаях 6-го квалитета распределение их размеров подчиняется закону Симпсона (рис. 2.8) с полем рассеяния
l = ω = 2 6σ ≈ 4,9σ. |
(2.6) |
m
Рис. 2.8. Закон треугольника (Симпсона)
Закон равной вероятности
Действует при рассеянии размеров, зависящих от переменных систематических погрешностей (например, износ режущего инструмента). Если размер заготовки изменяется в этом случае по прямой, то распределение размеров в интервале ab подчиняется закону равной вероятности (рис. 2.9).
Статистические характеристики определяют по формулам
x = a + b , |
|
|
|
_ |
|
|
|
2 |
|
|
|
σ = b − a = |
1 ≈ 0,577L, |
(2.7) |
|
2 |
3 |
3 |
|
ω = 2σ |
3 ≈ 3,46 σ. |
|
|
Закон равной вероятности распространяется на распределение размеров заготовок повышенной точности (5...6 квалитеты и выше) при обработке пробными ходами.
Рис. 2.9. Закон равной вероятности
Закон эксцентриситета (закон Релея)
Этому закону подчиняются распределения эксцентриситета, биения, разностенности, непараллельности, неперпендикулярности, овальности, конусообразности и других существенно положительных величин, характеризующих их абсолютными значениями (без учета знака).
Например, после обработки втулки 1 на цилиндрической оправке 2 вследствие наличия между ними зазора образуется экцентриситет (рис.2.10, а). При обработке партии деталей экцентриситет имеет распределение, подчиняющееся закону Релея.

2.10. Закон экцентриситета (Релея)
Распределение Релея формируется тогда, когда случайная величина R является радиусом-вектором при двумерном гауссовском распределении
|
|
R= |
x2 + y2, |
(2.8) |
каждая из которых ( x и y ) подчиняется закону Гаусса с параметрами |
||||
_ |
_ |
_ |
σ x = σ y = σ0. |
|
x = y |
= R = 0; |
|
||
Закон Релея однопараметрический: |
|
|
|
|
|
|
R 2 |
R2 |
|
|
|
− 2 σ2 |
(2.9) |
|
|
|
y = σ2 e |
0 , |
|
|
|
0 |
|
|
где σо - среднее квадратическое отклонение значений координат y |
и x. |
|||
Для кривой Релея характерен крутой подъем восходящей и пологое опус- |
||||
кание для нисходящей ветвей кривой . |
|
|
||
При R=0 и y=0, т.е. начало кривой совпадает с нaчалом координат: |
||||
σ0 = |
σ В |
|
|
|
0,655 , |
|
|
||
_ |
, |
σR =1,253σ0, |
|
|
R = 192, |
|
|||
ω =5,252σR , |
ω=3,44σo. |
(2.10) |
||
Композиции законов распределения и суммирование погрешностей
При обработке заготовок часто одновременно воздействуют разные факторы, вызывающие появление как случайных погрешностей, образующихся по разным законам, так и систематических или переменных систематических погрешностей. Тогда закон распределения размеров обработанных заготовок - это композиция нескольких законов распределения.
Например, рассеяние размеров происходит по закону Гаусса с действием систематических погрешностей. Тогда ω=6σ+
Пример. При развертывании отверстия его размеры характеризуются кривой Гаусса (кривая 1), а при смене развертки кривой 2. Следовательно, имеется разность диаметров развертки сист.= d1-d2 (рис. 2.11).
При вычислении суммарной погрешности обработки систематические погрешности складываются алгебраически (с учетом знака погрешности), а со случайной погрешностью арифметически. Например, удлинение резца с нагревом, уменьшающее диаметр обтачиваемого вала, может скомпенсировать влияние износа резца, вызывающее увеличение диаметра обработки. В результате суммирования погрешность может оказаться не увеличивающей общую погрешность, а уменьшающей.
Рис.2.11. Композиции законов распределения размеров
Случайные погрешности, не подчиняющиеся закону Гаусса, при отсутствии доминирующей погрешности суммируются:
ω = ( k1ω1 ) 2 + ( k 2ω2 )2 +.....+( k n ω n )2 , |
(2.11) |
где ω1... ωn - поля рассеяния суммируемых случайных погрешностей; k1....kn - коэффициенты относительного рассеяния случайных величин; k1=1 - для закона нормального распределения;
k=1,22 - для закона Симпсона;
k=1,73 - для закона равной вероятности.
Если суммируемые случайные величины подчиняются закону Гаусса, то
ω = ω12 + ω22 +....+ω2n . |
(2.12) |
В обычных условиях обработки на настроенных станках и при отсутствии заметного влияния износа инструмента распределения большинства составляющих подчиняются закону Гаусса, тогда k=1, но для учета отступления от закона Гаусса на практике принимают
ω = 12, ω1 + ω22 +....+ω2n . |
(2.13) |
Функция распределения a(t)
В большинстве случаев при обработке заготовок на настроенных станках на точность размеров влияет большое число факторов, обусловливающих распределение размеров по закону Гаусса, и переменных систематических погрешностей, возникающих из-за равномерного износа режущего инструмента и определяющих распределение по закону равной вероятности и другим законам.
Тогда изменение исследуемой величины xi зависит от времени
n
xt = ∑y i + ct ,
i =1
где yi - независимо или слабо зависимые случайные величины;
сt- сумма неслучайных слагаемых, соответствующая моменту t.
Кривая a(t), (рис. 2.12), которая для некоторого момента времени t выражается формулой
a(t) = |
1 |
− |
(x −a 0 −c t ) 2 |
|
(2.14) |
2σ−2 |
|
||||
σ 2 π e |
|
|
, |
где σ - среднее квадратичное отклонение распределения Гаусса; ао - среднее арифметическое значение размера в начальный момент времени.
Форма кривой зависит от отношения
λa = σl .
Рис. 2.12. Кривая функции распределения а(t)
Линейную функцию a(t) можно представить в виде
a(t) = aо+2lt = aо+2λσt .
Среднее арифметическое значение размера функции
λ− = aо + l = aо + λaσ,
где а – среднее квадратичное отклонение σа функции a(t)