

Sysoev_TeorosnovyTMSlekc
.pdfразмах |
экстремальными значениями вариационного ряда |
Вариационный ряд |
Совокупность значений варьирующего признака и соответству- |
|
ющих им численностей единиц совокупности |
Брак |
Параметр изделия, который может быть доведен доработкой до |
исправимый |
заданного в КД |
Выборка |
Часть генеральной совокупности |
Гипотеза |
Подвергаемое статистической оценке предположение, относя- |
|
щееся к виду распределения случайных величин, наличию за- |
|
висимостей между ними, принадлежности выборочных данных |
|
к одной генеральной совокупности |
Границы |
Расчетные значения части допуска параметра (или полного до- |
регулирования |
пуска), в пределах которых он должен находиться |
Генеральная |
Массив единиц, обладающих общими свойствами (или массив |
совокупность |
параметра изделия, изготовленного по неизменному технологи- |
|
ческому процессу) |
Гистограмма |
Графическое изображение интервального вариационного ряда в |
вариационного ряда |
виде прямоугольников разной высоты, основания которых от- |
|
резки абцисс (х), отвечающие интервалам изменения признака |
Достоверность |
Обязательное осуществление события |
Доверительная |
Вероятность достижения заданной величины |
Вероятность |
|
|
Продолжение табл. 1.2 |
Интервал |
Значения варьирующего признака, лежащего в определенных |
варьирования |
границах |
Кривая |
Линии на плоскости, характеризующие зависимость между зна- |
распределения |
чениями между значениями варьирующего признака и соответ- |
|
ствующими им частотами или частостями |
Медиана |
Значение варьирущего признака, приходящегося на середину |
|
ранжированной совокупности |
Настроечный |
Размер (параметр), на который должен быть настроен технологи- |
размер |
ческий процесс (хср.черт) |
Полигон |
Графическое изображение вариационного ряда в прямоугольной |
распределения |
системе координат. По оси х откладывают величину признака, а |
|
по оси у – частоту либо частость (плотность распределения) |
Размах |
Границы варьирования параметра - разность между наибольшим |
|
и наименьшим вариантами |
Средняя длина |
Среднее число серий (выборок), необходимое для обнаружения |
серии налаженного |
изменения среднего значения исследуемого показателя качества |
процесса |
|
Статистический |
Выборочный способ изучения качества продукции, результаты |
контроль качества |
которого распространяются на всю генеральную совокупность |
продукции |
|
Случайные |
Такие события, которые могут произойти или не произойти |
события |
|
Стабильность |
Процесс стабилен, если статистические критерии (Фишера и |
процесса |
Стьюдента) не превышают табличных значений при оценке при- |
|
надлежности текущей выборки генеральной совокупности |
Точность |
Степень соответствия измеренного параметра, заданному в КД. |
процесса |
Точность обработки оценивается степенью соответствия поля |
|
рассеивания действительных размеров детали полю допуска |
Уровень |
Вероятность, используемая при статистической проверке гипо- |
значимости (α) |
тез, то есть вероятность допустить ошибку |
Центр интервала |
Среднее значение – полусумма граничных значений для каждого |
|
интервала |
Частота |
Абсолютное число, показывающее, сколько раз вариант встреча- |
|
ется в совокупности |
Частость |
Относительная величина структуры, т.е. доля частоты варианта в |
|
сумме всех частот |
Число степеней |
Количество вариантов, могущих принимать значения, функцио- |
свободы |
нально не связанные друг с другом |
Эмпирическая |
График, построенный в координатах Х и Y, где частость (часто- |
гистограмма |
та) указывается в виде прямоугольников в узком интервале всего |
|
поля рассеивания измеренных параметров |
Эмпирическая |
Позволяет зафиксировать тенденции в динамике явлений или за- |
формула |
висимость между результатами наблюдений нескольких при- |
|
знаков путем сглаживания или варьирования фактических дан- |
|
ных |
|
Вопросы для самопроверки |
1.Роль машиностроения в народном хозяйстве. Перспективы развития мирового и отечественного машиностроения.
2.Дайте определения: изделие, полуфабрикат, производственный процесс, рабочее место, технологический процесс, проектный техпроцесс, рабочий техпроцесс, единичный техпроцесс, перспективный техпроцесс, технологический процесс маршрутного описания, технологический процесс операционного описания, технологический процесс маршрутно-операционного описания, технологическая операция, вспомогательная операция, технологический переход, вспомогательный переход, рабочий ход, вспомогательный ход, установ, позиция, прием, деталь, сборочная единица, агрегат, узел, блок, покупное изделие, комплекс, комплект, технологичность конструкции, технологичная конструкция, трудоемкость, трудоемкость фактическая, расчетная (нормированная) трудоемкость, станкоемкость фактическая, станкоемкость расчетная, станкоемкость операции (детали, изделия), норма времени, норма выработки, вид производства, тип производства, объем выпуска, программа выпуска, такт выпуска, темп выпуска, цикл выпуска (технологический, производственный), цикл операционный, цикл изготовления детали, цикл изготовления изделия (расчетный или фактический), величина серии изготовления изделий, партия изделий, коэффициент закрепления операций, дифференциация и концентрация операций.
3.Охарактеризуйте типы производства в зависимости от коэффициента закрепления операций.
4.Чем отличается трудоемкость от нормы времени?
2.ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ КАЧЕСТВА ИЗДЕЛИЙ
2.1. Общие понятия о качестве изделия
Качество продукции охватывает не только потребительские, но и технологические свойства, конструкторские особенности, надежность в эксплуатации, дизайн, уровень стандартизации и унификации и др.
Качество машин характеризуется следующими основными группами показателей (табл. 2.1):
1.Технический уровень, определяющий степень совершенства машины (мощность, КПД, производительность, экономичность и др.).
2.Производственно-технологические показатели (технологичность конструкции), дающие представление об эффективности принятых конструктивных решениях с точки зрения оптимизации затрат труда и средств на изготовление изделия, его эксплуатацию, техническое обслуживание и ремонт.
3. Эксплуатационные показатели: а) надежность изделия;
б) эргономическая характеристика или степень учета комплекса гигиенических, физиологических и др. потребностей человека в системе человек-маши- на-среда;
в) эстетическая оценка - совершенство дизайнерских композиций, внешнего оформления и др.
2.2. Надежность изделия
Основные определения (ГОСТ 27.002-83, ГОСТ 27.003-83) показателей надежности приведены в табл. 2.2.
На первых этапах развития теории надежности основное внимание уделялось сбору и обработке данных об отказах изделий. В оценке надежности преобладала констатация степени надежности на основании статистических данных. Методы проверки на надежность совершенствовались в основном в направлении проведения ускоренных и неразрушающих испытаний. Широкое распространение получили математическое моделирование и сочетание натурных испытаний с моделированием.
Количественная оценка надежности определяется набором указанных выше показателей по рекомендациям для каждого типа и конструктивных особенностей изготавливаемых изделий.
|
Таблица 2.1 |
|
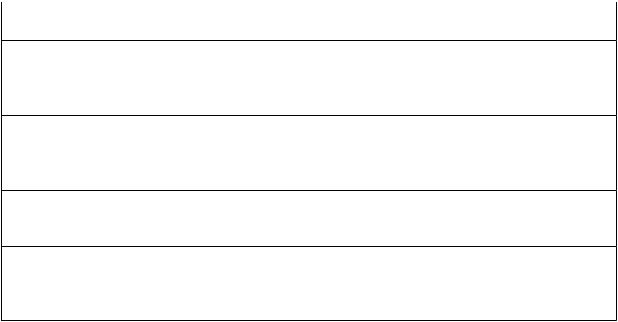
Характеристика показателей качества |
Наименование |
Характеристика |
Назначение |
Определяет способность изделия выполнять заданные |
|
функции в соответствии с современным уровнем науки и |
|
техники |
Надежность |
Характеризует способность изделия выполнять постав- |
|
ленную задачу в течение заданного срока и при соблюде- |
|
нии заданных параметров |
Технологичность |
Определяет степень совершенства конструкции изделия с |
|
точки зрения требований производства |
Экономичность |
Характеризует затраты на проектирование и произ- |
|
водство изделия. Определяет экономическую эффектив- |
|
ность в эксплуатации |
Эргономические |
Определяет степень совершенства системы человек-ма- |
|
шина-среда (гигиенические, психофизиологические, ан- |
|
тропологические показатели). Характеризуют температу- |
|
ру, освещенность, влажность, уровень шума, величину |
|
усилий для управления, удобство управления |
Патентно-право- |
Определяют степень патентной чистоты изделия и защи- |
вые |
щенность патентами |
Эстетические |
Выражают совершенство и гармоничность цвета и форм |
|
изделия, соответствие внешнего вида и внутренней отдел- |
|
ки современным стилю, моде и взглядам на красоту |
Существуют следующие соотношения между показателями надежности и законом распределения наработки на отказ:
P(t) = 1 − F(t) = exp(− ∫ λ( t )dt );
∞∞
Tср = ∫ tf(t)dt = ∫ P(t)dt;
00
λ(t) = f(t) ,
P(t)
где Tcp - наработка до первого отказа (среднее время работы с начала ра-
боты изделия до первого отказа); λ(t)
- интенсивность отказов; P(t) - вероят-
ность безотказной работы за время t; F(t) - функция распределения времени работы изделия до отказа.
|
Таблица 2.2 |
|
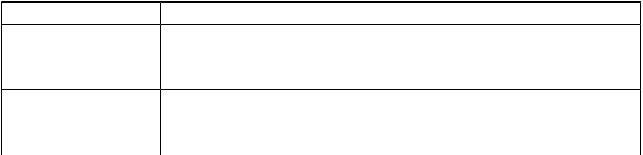
Характеристика показателей надежности |
Показатель |
Характеристика |
Надежность |
Свойство изделия сохранять значения установленных па- |
|
раметров функционирования в определенных пределах, со- |
|
ответствующих заданным режимам и условиям использо- |
|
вания, технического обслуживания, хранения и транспор- |
|
тировки. Это комплексное свойство, которое в зависимо- |
|
сти от назначения изделия и условий его эксплуатации мо- |
|
жет включать: безотказность, долговечность, ремонтопри- |
|
годность и сохраняемость в отдельности или в определен- |
|
ном сочетании этих свойств, относящихся как к изделию в |
|
целом, так и отдельным его частям. |
Работо- |
Состояние изделия, при котором оно соответствует всем |
способное |
параметрам, установленным для него нормативно-техниче- |
состояние |
ской документацией. |
Отказ |
Событие, заключающееся в нарушении работоспособности |
|
изделия, наступающего либо внезапно, либо постепенно. |
Наработка |
Время работы изделия до отказа. |
на отказ |
|
Ремонто- |
Характеризуется возможностью восстановления работо- |
пригодность |
способности и средним временем восстановления в тече- |
|
ние определенного интервала времени. |
Долговечность |
Свойство изделия сохранять работоспособность до наступ- |
|
ления предельного состояния при установленной системе |
|
технического обслуживания и ремонта. |
Ресурс |
Долговечность изделия по наработке. Различают ресурс до |
|
первого капитального ремонта, между капитальными ре- |
|
монтами и до выбраковки. |
Срок службы |
Долговечность изделия по времени. |
Предельное |
Предельное состояние ремонтируемых изделий определя- |
состояние |
ется неэффективностью их дальнейшего использования из- |
|
за старения (морального старения) либо достижением пе- |
|
риода повышенной интенсивности отказов. |
|
Для неремонтируемых изделий предельное состояние сов- |
|
падает с отказом. |
Для неремонтируемых изделий вероятность безотказной работы определяется формулой
P(t) = 1 - F(t).
Аналитически интенсивность отказов ремонтируемых изделий определяется по формуле
λ(t) = f(t) , P(t)
где f(t) = F(t) - плотность распределения времени безотказной работы изделия.
Физический смысл плотности вероятности отказа - это вероятность отказа в достаточно малую величину времени.
Статистически интенсивность отказов определяется по формуле
λˆ (t) = N(t) − N(t + ∆t) ,
N(t)∆(t)
где N(t) - число объектов, работоспособных к моменту t;
(t) |
- интервал времени. |
|
|
|
|
Коэффициент готовности изделия к эксплуатации статистически опреде- |
|||
ляется отношением: |
|
|
|
|
|
|
|
N |
|
|
ˆ |
= |
∑ξi |
|
|
i=1 |
, |
||
|
K r |
Tраб |
||
|
|
|
|
|
где ξi - суммарное время пребывания i -го объекта в работоспособном состоянии;
Траб - продолжительность эксплуатации, состоящей из последовательно чередующихся интервалов времени работы и восстановления.
Показатели надежности определяют расчетами, проведением испытаний и обработкой результатов статистических данных, а также моделированием на ЭВМ.
2.3.Технологичность конструкции изделия
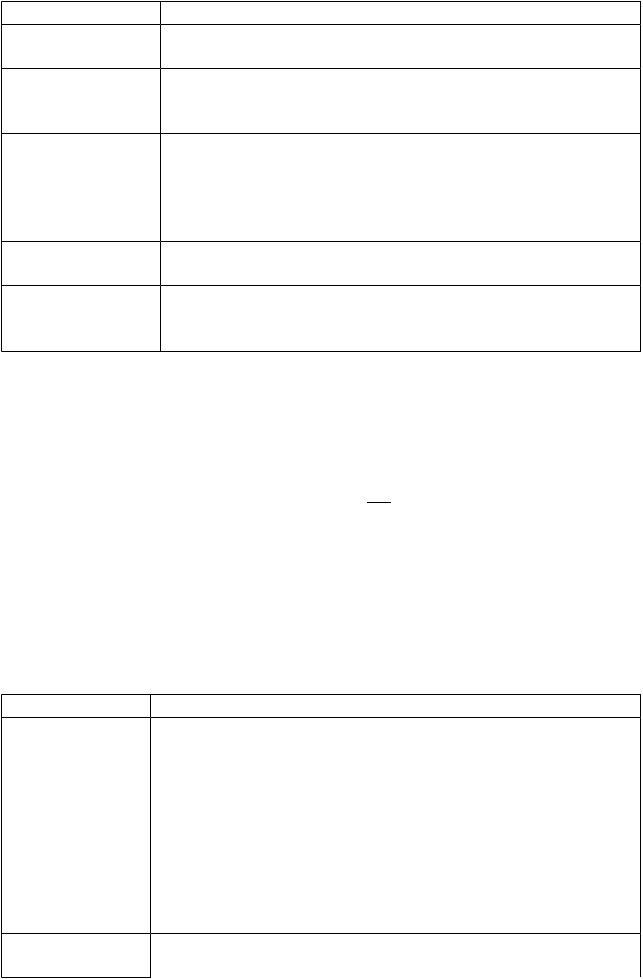
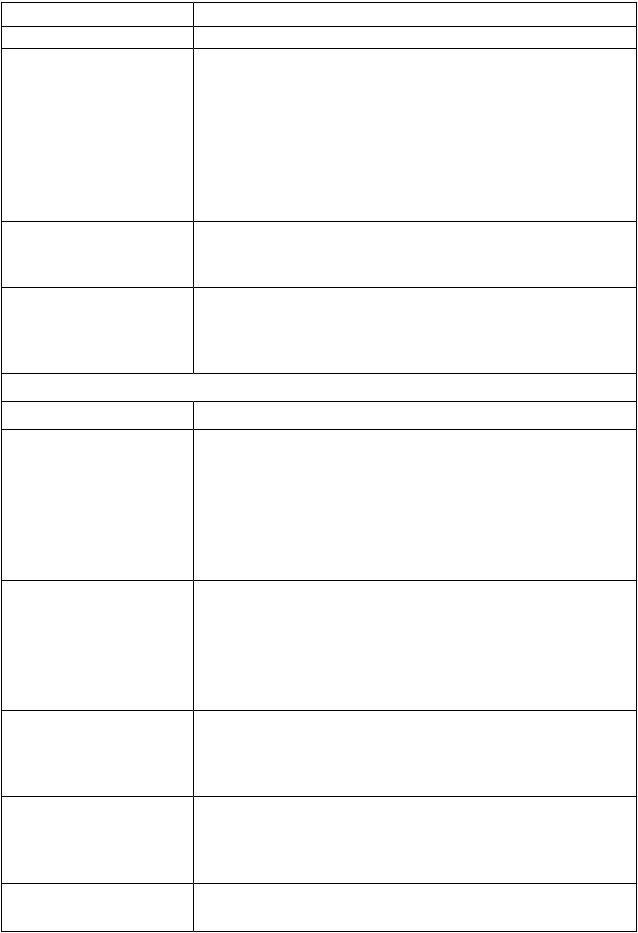
Втехнологической части курсового и дипломного проектов требуется выполнить оценку технологичности конструкции изделия (ТКИ) как объекта проектирования, производства и эксплуатации [5]. При этом из многообразия классификационных категорий ТКИ, показанных на рис. 2.1, выполняется количественная оценка производственной ТКИ: детали (в том числе и заготовки) или сборочной единицы в условиях единичного, серийного или массового производства без детализации условий конкретной производственной обстановки на предприятии.
Кроме деталей и сборочных единиц, являющихся изделиями, для которых разрабатывается технологический процесс, объектом оценки ТКИ могут быть элементы применяемой оснастки: приспособления и инструменты, конструкция которых также разрабатывается в проекте, их прототипом являются аналогичные конструкции, применяемые на базовом предприятии, знакомые студентам по практике. В этом случае может быть оценена не только производственная технологичность конструкции применяемой оснастки, но и ее эксплуатационная технологичность, проявляющаяся при использовании этой оснастки в процессе производства изделия. Выбор объекта оценки ТКИ связан с наличием у студента конструктивно-технологической информации о прототипе объекта, полученной, например, на технологической практике. Этот выбор осуществляется студентом совместно с консультантом курсового или дипломного проекта.
Под технологичностью понимают совокупность свойств конструкции, которые обеспечивают изготовление, ремонт и техническое обслуживание изделия (табл. 2.3,2.4) по наиболее эффективной технологии по сравнению с аналогичными конструкциями при одинаковых условиях их изготовления и эксплуа-
тации, а также при одинаковых показателях качества.
Единым критерием технологичности конструкции является экономическая целесообразность при заданном качестве и принятых условиях производства и эксплуатации. Отработка изделия на технологичность представляет наиболее сложную функцию технологической подготовки производства. При этом ставится многоуровневая задача достижения оптимальных трудовых, материальных и энергетических затрат на проектирование, подготовку, изготовление, монтаж, техническое обслуживание и ремонт при обеспечении параметров качества.
Основными факторами, определяющими требования к технологичности конструкции изделия (ТКИ) являются:

вид изделия, который определяет конструктивные и технологические признаки и обусловливает основные требования;
объем выпуска и тип производства определяют степень технологического оснащения, механизации и автоматизации технологических процессов.
Виды оценки конструкции изделия на технологичность:
качественная оценка характеризует ТКИ обобщенно на основе опыта создания подобных изделий;
количественная оценка выражает показатели, численные значения которых характеризуют степень удовлетворения требованиям конструкции изделия.
Таблица 2.3
Основные технико-экономические показатели и их обозначения
Наименование показателей |
Обозначение |
Трудоемкость изготовления изделия |
Tи |
Технологическая себестоимость изделия |
СТ |
Материалоемкость изготовления изделия |
Ми |
Энергоемкость изготовления изделия |
Эн |
Технологичность конструкции изделия
|
|
Виды технологичности |
|
Главные факторы, определяющие |
|
|
Вид оценки |
|
||||||
|
|
(по области проявления) |
|
требования к технологичности |
|
|
|
|
||||||
Производственная |
Эксплуатационная |
|
Вид изделия |
|
|
Тип |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
производства |
|
|
|
|
производстваВ конструкторской подготовке |
производстваВ технологической подготовке |
В процессах изготовления |
В техническом обслуживании |
В плановом ремонте |
Деталь |
Сборочная единица |
Агрегат, узел |
Комплекс |
Комплект |
Единичное |
Серийное |
Массовое |
Качественная |
Количественная |
Рис. 2.1. Виды технологичности, главные факторы, влияющие на нее, и виды оценки технологичности
Качественная оценка технологичности конструкции
Впроцессе анализа чертежа объекта оценки ТКИ студент выбирает характерные параметры формы изделия и трудновыполнимые требования чертежа.
Сначала выполняется качественная оценка, которая позволяет оценить технологичность конструкции на этапе конструирования и это дает возможность сократить сроки подготовки производства за счет исключения неправильно принятых конструктивных решений.
Примеры номенклатуры качественных признаков технологичности конструкций литых, объемно-деформированных, листоштампованных заготовок, деталей, полученных механической обработкой, физико-химической обработкой, подвергаемых термообработке и нанесению гальванопокрытий, а также сварных, паяных, клепаных сборочных единиц и конструкций из пластмасс приведены в технической литературе, например в [ 1 ].
Вопросы качественной оценки ТКИ, полученных с применением других методов формообразования, сборки, контроля и испытания, а также монтажа, регулировки и настройки могут быть проработаны студентом самостоятельно с использованием доступной технической литературы.
Впроцессе качественной оценки ТКИ намечается перечень параметров, наиболее всесторонне характеризующих конструкцию. При этом опытный технолог выявляет методы и приемы, используемые для повышения ТКИ, основные из которых систематизированы и приведены в табл. 2.5.
Таблица 2.4
Виды технологичности
Вид |
Характеристика технологичности |
Производственная Проявляется в сокращении средств и времени на конструкторскую и технологическую подготовку производства, процессы изготовления (а также контроль, монтаж вне предприятия и испытания).
Эксплуатационная Предполагает сокращение средств и времени на подготовку к использованию изделия по назначению, технологическое и техническое обслуживание, текущий ремонт и утилизацию. Проявляется в сокращении сроков и времени на все виды ремонтов, кроме текущего.
Качественная оценка технологичности деталей, обрабатываемых резанием
На технологичность конструкции (ТК) детали влияют (табл. 2.5): технические факторы (обрабатываемость материала, правильность выбо-
ра баз и размерных связей, форма и размеры деталей, требования по точности и шероховатости);
организационные факторы, зависящие от типа производства.
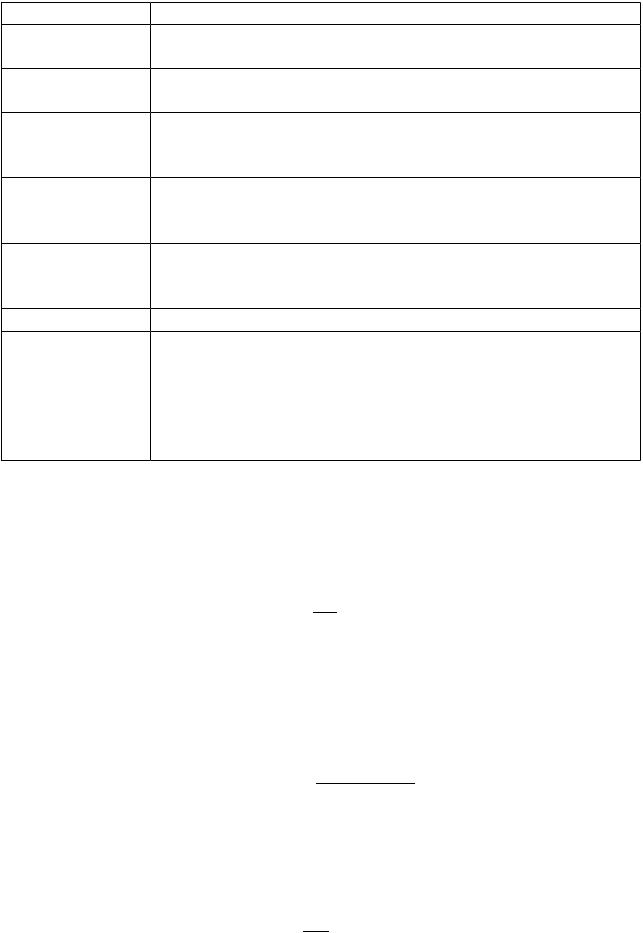
Таблица 2.5
Методы и приемы, используемые при отработке конструкции
|
изделий на технологичность |
Метод или прием |
Рекомендации по применению |
1 |
2 |
Рациональное |
Исключение конструктивных решений, создающих |
конструирование |
технологические проблемы [ 8 ]. Выделение в детали |
|
отдельных конструктивных элементов, а также рацио- |
|
нальное членение сборочной единицы на детали. Вы- |
|
явление в конструкции детали базовой поверхности, а |
|
в конструкции сборочной единицы - базовой детали с |
|
учетом принципа единства конструкторской, техноло- |
|
гической и измерительной баз |
Стандартизация |
Применение деталей и сборочных единиц, реко- |
|
мендованных государственными, отраслевыми или за- |
|
водскими стандартами |
Унификация |
Применение деталей или их конструктивных элемен- |
|
тов, а также сборочных единиц, рекомендованных от- |
|
раслевыми и заводскими руководящими материалами, |
|
нормалями, инструкциями |
|
Продолжение табл. 2.5 |
1 |
2 |
Типизация |
Многократное повторение одинаковых конструк- |
|
тивных элементов в деталях или деталей и их компо- |
|
новок в сборочных единицах, а также параметров |
|
точности размеров и шероховатости поверхностей, ве- |
|
личин отклонений формы и расположения поверхно- |
|
стей |
Преемственность |
Повторение в новой конструкции детали или сбороч- |
|
ной единицы решений (в том числе стандартных и |
|
унифицированных), заимствованных из конструкции |
|
детали или сборочной единицы, находящихся в |
|
производстве |
Спецификация |
Упрощение конструкции для снижения числа различ- |
|
ных конструктивных элементов в деталях или деталей |
|
в сборочной единице |
Взаимозаменяемость |
Правильное выполнение размерных цепочек на сопря- |
|
гаемых поверхностях деталей и блочно-модульных |
|
элементах сборочных единиц |
Оптимизация применяПрименение рекомендованных материалов для изгоемых материалов товления деталей и проведения сборки сборочных
 единиц при стремлении снизить их номенклатуру
единиц при стремлении снизить их номенклатуру
Оптимизация применяПрименение прогрессивных заготовок и совершенных емых заготовок и пополуфабрикатов, обладающих высоким значением колуфабрикатов эффициента использования материала при сохранении высоких технико-экономических показателей за-
готовок
Стандартизация, униПрименение оборудования и оснастки (приспофикация, типизация, соблений, рабочего и измерительного инструментов), преемственность прирекомендованных документами различного уровня, а меняемых средств техтакже повторное их использование как в одном изденологического оснащелии, так и в последующих его модификациях ния (СТО)
Симплификация СТО Упрощение и комбинирование для снижения номенклатуры и требуемого числа СТО
|
Продолжение табл. 2.5 |
1 |
2 |
Агрегатирование и |
Усложнение применяемых СТО, в частности, при- |
автоматизация СТО |
менение переналаживаемых СТО, например, агрегат- |
|
ных станков, СЧПУ, РТК, ГПС для комплексного ис- |
|
пользования СТО |
Симплификация приУпрощение и комбинирование для снижения тре-
меняемых |
методов буемого числа методов, процессов, операций, перехо- |
технологии |
изготовледов технологического процесса |
ния детали |
и сборки |
сборочной единицы, а также контроля и испытаний