

Sysoev_TeorosnovyTMSlekc
.pdfПродолжение табл. 4.2
Продолжение табл. 4.2
Продолжение табл. 4.2
Продолжение табл. 4.2
По месту расположения в техпроцессе базы делят на черновые (предварительные, которые используют на первых операциях), промежуточные и окончательные. Черновые базы служат для создания промежуточных либо окончательных технологических баз, используемых для завершения обработки. В общем случае эти базы применяют для механической обработки последовательно: сначала черновые, потом окончательные. При обработке в спутниках на первых операциях используют только черновые базы (эти же базы используют при обработке на автоматах, станках с ЧПУ и т. д.). Черновая технологическая база может быть использована только на одном установе (кроме заготовок после точного литья и штамповки).

Если технологические базы не обеспечивают устойчивое положение заготовки, то вводятся дополнительные опорные регулируемые или подвижные опоры (например, опоры, поддерживающие длинный вал в зоне фрезерования канавок под шпонки и исключающие прогиб вала под действием сил резания).
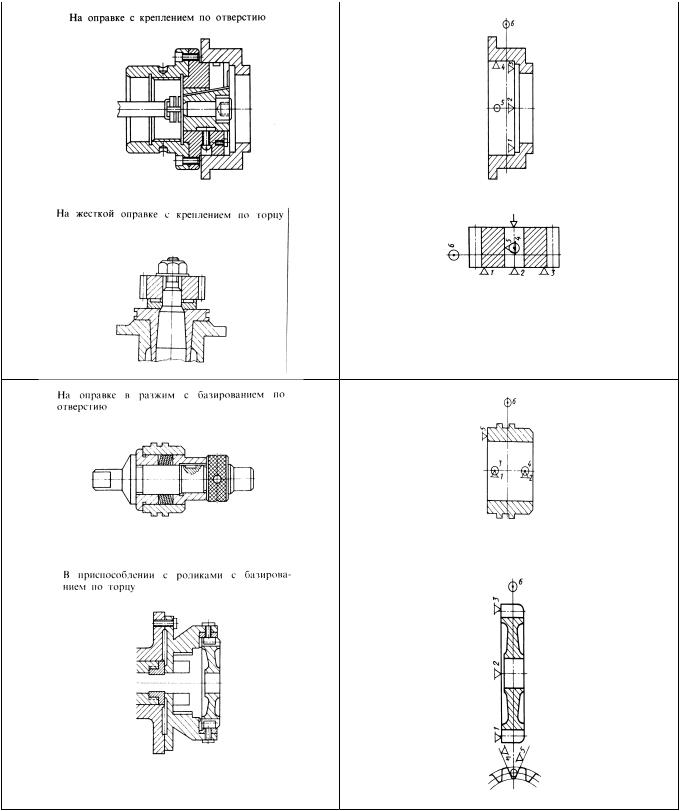
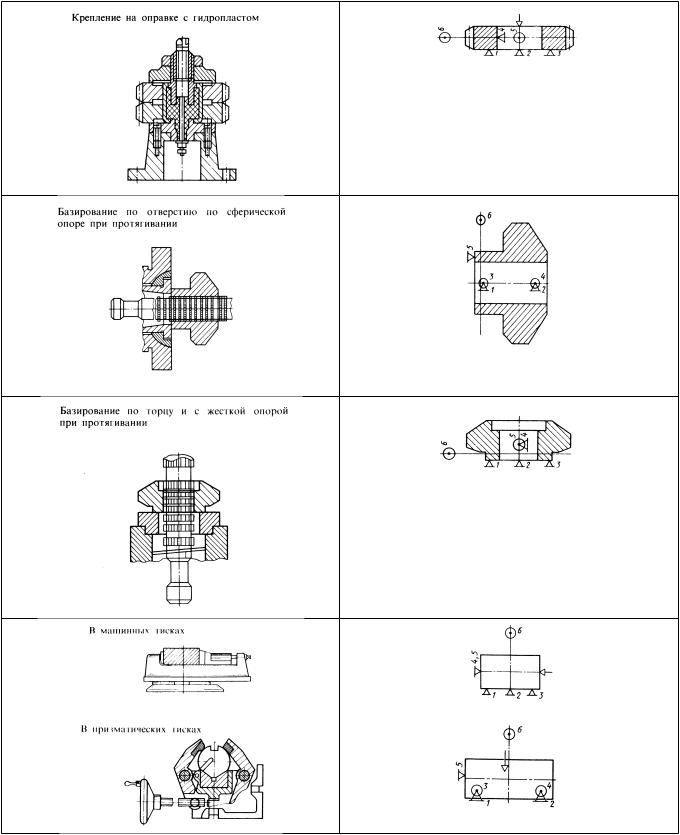
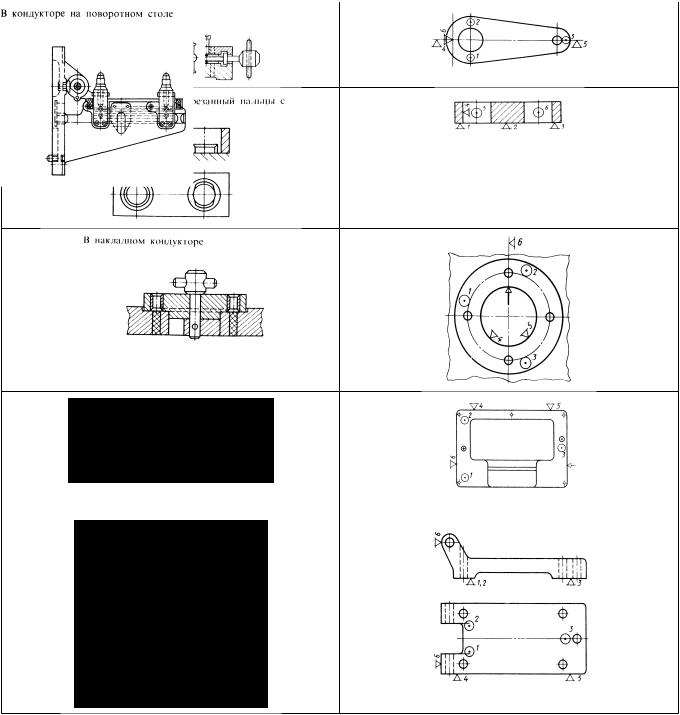
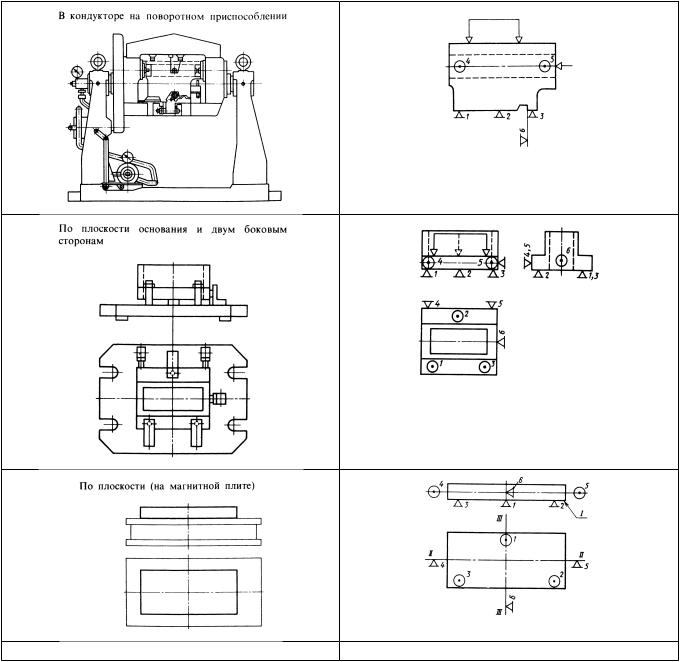
Примеры схем базирования приведены в табл. 4.2.
При обработке заготовок на станках используют приспособления. В установке заготовки в приспособлении участвуют: со стороны заготовки – установочная база, со стороны приспособления - установочная поверхность.
Исходная база (ИБ)— это поверхность, линия или точка, относительно которой в технологическом документе, например в операционной карте, координировано положение обрабатываемой поверхности (Ø18). Размеры, которыми координировано это положение, называют исходными размерами. Плоские поверхности А1 и А2 (рис. 4.3) являются исходными базами, а размеры C1 и C2
— исходными размерами.
Рис. 4.3. Пример определения исходной базы
Установочная база (УБ) — это поверхность заготовки, которая при установке заготовки в приспособлении или непосредственно на станке создает определенность ее положения в направлении исходного размера Аи. Плоская поверхность В является установочной базой (рис. 4.4), а плоская поверхность С — упорной поверхностью.
Рис. 4.4. Пример определения установочной базы
Измерительная база (ИзБ)— это поверхность, образующая или точка поверхности, относительно которой контролируют положение обработанной поверхности, т. е. проверяют исходный размер. Возможные способы контроля исходного размера Ан (рис. 4.5, а) показаны на рис. 4.5 б), в).
Рис. 4.5. Пример определения межцентрового расстояния между двумя отверстиями
Вышеизложенные термины и понятия при базировании заготовок будут использованы при последующем изложении методического материала.
4.2. Принцип совмещения баз (ПСБ)
ПСБ по отношению к какой-либо поверхности М состоит в том, чтобы использовать в качестве всех баз (КБ, ИБ, УБ, ИзБ на рис. 4.6, а, б, е и з соответственно) по отношению к этой поверхности М один и тот же элемент, например плоскость N. Несоблюдение этого положения приводит к появлению дополнительной погрешности обработки из-за погрешностей взаимного расположения элементов детали.
Рис. 4.6. Принцип совмещения базы поверхности М относительно поверхности N
Если исходная база не совмещена с конструкторской (ИБ ¹ КБ). При этом виде несовмещения баз (рис. 4.6, б) в чертежном размере Ак (рис. 4.6,а и 4.7,а) возникает погрешность λик (см. рис. 4.8,б) от несовмещения этих баз. Поэтому для предотвращения брака по чертежному размеру АК допуск Тк на исходный размер Аи должен быть меньше допуска Тк на конструкторский размер Ак, то есть
Ти ≤ Тк – λик
Рис. 4.7. Пример несовмещения баз с конструкторским размером Ак
Рис. 4.8. Пример несовмещения трех баз
При несовмещении исходной базы с установочной базой (ИБ ¹ УБ) в исходном размере Аи возникает погрешность λиу (см. рис. 4.7, б). Поэтому для предотвращения брака деталей по исходному размеру Аи допуск Ти на этот размер должен быть уменьшен на величину λиу по сравнению с тем, каким он мог быть при совмещении баз (т. е. при λиу=0).
Несовмещение всех трех баз (ИБ¹КБ¹УБ на рис. 4.7, в) вызывает погрешность λик в чертежном размере Ак погрешность λиу. В этом случае для предотвращения брака при обработке детали допуск Тк и на величину λик и на величину λиу необходимо уменьшать по сравнению с допуском Тк : Ти ≤ Тк –
λик – λиу.
4.3. Последовательность выполнения операций
Операции и переходы в технологическом процессе следует выполнять в следующей последовательности:
каждая из двух поверхностей, связанных на чертеже детали одним размером, является конструкторской базой по отношению к другой. Роль установочной базы и исходной базы должна выполнять другая поверхность. Обработанная поверхность, как более точная, должна служить установочной и исходной базой на следующей операции.
третьей по порядку может обрабатываться лишь та поверхность, которая связана с одной из двух уже обработанных.
четвертой по порядку следует обрабатывать поверхность, связанную с третьей или с одной из двух ранее обработанных.
Условия выбора установочной базы:
установочной базой должна служить та поверхность заготовки, относительно которой в рабочем чертеже детали координирована обрабатываемая поверхность;
точность, форма и размеры установочной базы должны обеспечивать простоту необходимого приспособления.
Для уменьшения погрешности от несовмещения баз следует придер-
живаться следующих правил:
из двух взаимно связанных поверхностей детали в первую очередь должна быть обработана та, которая более пригодна для установочной базы;
в качестве установочной базы необходимо использовать ту из поверхностей заготовки, которая наиболее точно расположена относительно КБ.
Правило единой установочной базы
Две поверхности (первую, обрабатываемую в данной операции, и вторую, являющуюся по отношению к ней конструкторской базой) обрабатывают, пользуясь одной и той же УБ.
Принцип постоянства установочной базы
Обработку всех поверхностей (или группы поверхностей) детали выполняют, пользуясь на всех операциях одной и той же (постоянной) установочной базой.
При выборе исходной базы при несовмещении УБ и КБ учитывают, ка-
кая из двух баз (УБ или КБ) будет лучшей измерительной базой:
При таком совмещении (ИБ = КБ) связь между операционным размером и размером на рабочем чертеже детали получается очевидной, и ее легко проследить при разработке технологического процесса;
Любая другая простановка размера (ИБ ¹ КБ) потребует увеличения объема послеоперационного контроля деталей. Однако отклонить эти два соображения и совместить исходную базу с установочной (ИБ = УБ) следует тогда, когда для этого есть весомые причины:
1)когда необходимо контролировать исходный размер в процессе наладки станка на операцию;
2)когда конструкторская база непригодна для роли измерительной базы.
4.4.Выбор баз
Обработку заготовки начинают с создания черновой технологической базы (необрабатываемую либо обрабатываемую в дальнейшем). Она должна обеспечивать: равномерное снятие припуска; более точное взаимное положение обработанных и необрабатываемых поверхностей. Черновые базы должны: быть по возможности гладкими, не иметь штамповочных и литейных уклонов, литников, прибылей, плоскостей разъёма литейных форм и штампов.
Основные правила выбора баз:
необходимо обеспечить принцип совмещения и постоянства баз;
в чертеже следует проставлять размеры от одной достаточно устойчивой измерительной базы;
за новую базу следует выбирать более точно обработанные поверхности. Если при этом базовая поверхность не является измерительной, производят проверочный расчёт погрешности размера или перерасчёт допусков на размеры базовых поверхностей, т.е. назначают более жесткие технологические допуски на размеры;
выбирать технологические базы, обеспечивающие устойчивость и жёсткость установки заготовки, требуемую ориентацию обрабатываемой заготовки в приспособлении. Для этого заготовка не должна иметь сдвиг и вращение относительно трёх координатных осей, тогда она лишается трёх степеней свободы. Число установочных элементов (точек) должно быть равно шести, а их положение должно обеспечивать достаточную устойчивость заготовке. Количество точек для базирования в некоторых случаях может быть и менее 6, но на эскизах карт наладок механической обработки заготовок следует указывать полный комплект баз (табл. 4.2).
4.5. Расчет погрешности размеров корпусных деталей при выборе варианта операции
В курсовых и дипломных проектах по технологии машиностроения студентам зачастую приходится разрабатывать технологические процессы механической обработки корпусных заготовок.
Пример обработки корпуса на настроенном станке приведен на рис. 4.8. Нижняя плита корпуса является основной технологической базой. Поверхности 1 и 2 предварительно обработаны фрезерованием ( рис. 4.9,а).
1-ый вариант технологической операции. Боковые поверхности 1 и 2
последовательно изменяются в качестве технологических баз.
1. Для получения размера А ориентируем заготовку по боковой поверхности 1 (рис. 4.9,б). Погрешность базирования размера А равна допуску на размер между технологической и измерительной базами, т.е. допуску на размер А:
∑δ a1 = δ A ,
где δа1 – допуск на размер а; δА – допуск размера А.
2. Переустанавливаем деталь для получения размера в по поверхности Из размерной цепи имеем (рис. 4.9,в):
∑δв1 = δ В + δС = δ X ,
где δХ – допуск на размер x между технологической и измерительной базами. 3. Изменим схему установки для получения размера h (рис.
4.9,г), тогда:
∑ δ н1 = δ X = δ B + δ C .
2-ой вариант технологической операции.
1.Для получения размера а повторяем п. 1 варианта 1 (рис. 4.9,б):
∑δ а 2 = δ А ,
То есть
∑δ а 2 = ∑ δ А .
2.При обработке размера в (рис. 4.9,д):
∑δ b 2 = δ С ,
∑ δ В 2 < ∑ δ В1 ,
так как δ С < δ В + δ С .
3.При обработке размера h (рис. 4.9,е):
∑δ h 2 = 0.
Сравнивая погрешности базирования 1 и 2 варианта, приходим к выводу, что при обеспечении постоянства технологической базы корпуса при обработке существенно сокращаются погрешности выполнения размеров.