

Практическое занятие № 1
Тема: РАСЧЕТ ДЛИТЕЛЬНОСТИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА ПРИ РАЗЛИЧНЫХ ВИДАХ ДВИЖЕНИЯ ПРЕДМЕТОВ ТРУДА
Цель: научиться определять длительность производственного цикла простого процесса при различных видах движения предметов труда.
Оснащение: ЭВМ, линейки, задание для практического занятия № 1
ХОД УРОКА:
1. Оргмомент.
2. Актуализация знаний:
2.1. Что следует понимать под организацией производственного процесса во времени?
2.2. Дайте определение производственного цикла.
2.3. Дайте определение операционного цикла.
2.4. Дайте определение технологического цикла.
2.5. Назовите виды движения предметов труда в производственном процессе.
2.6. Поясните следующие виды движения предметов труда:
а) последовательный
б) параллельный
в) параллельно-последовательный
2. Практическое занятие: выполнить задачу№1.
3. Задание на дом: повторить тему «Организация производственного процесса во времени», уч. Синица Л.М. «Организация производства» - Мн: УП «ИВЦ Минфина» с.56-68, Новицкий Н.И., А.А. Горюшкин «Организация промышленного производства» с. 36-46.
Задача 1. Определите длительность технологического и производственного цикла обработки партии деталей в 8 шт. при последовательном, параллельно-последовательном и параллельном видах движений. Размер транспортной партии равен 4 шт. Каждая операция выполняется на одном станке. Время пролеживания между операциями – 9 мин. Технологический процесс обработки деталей представлен в таблице 2. Начертите графики.
Таблица 2.
Технологический процесс обработки деталей
Номер операции |
Операция |
Норма времени, мин. |
|||||
1 |
2 |
3 |
4 |
5 |
6 |
||
1 |
Сверлильная |
2 |
1 |
2 |
3 |
1 |
1 |
2 |
Расточная |
3 |
3 |
2 |
4 |
3 |
2 |
3 |
Протяжная |
4 |
4 |
3 |
2 |
4 |
3 |
4 |
Обточная |
2 |
1 |
2 |
1 |
2 |
2 |
5 |
Зубонарезная |
3 |
2 |
1 |
2 |
1 |
1 |
1.1.2 Расчет длительности производственного цикла сложного (сборочного) процесса
Производственный цикл сложного процесса представляет собой общую продолжительность комплекса координированных во времени простых процессов, входящих в сложный процесс изготовления изделия или партии их. Целью координации процессов, составляющих сложный процесс, является обеспечение комплектности и бесперебойности хода производства при полной загрузке оборудования и рабочих мест. Поэтому для анализа и координации элементов сложного процесса во времени бывает необходимо, соответственно сборочной схеме, представить его в виде циклового графика, т.е. линейной схемы сборки, выполненной в масштабе календарного времени. Веерная схема сборки показывает, какие узлы, подузлы, мелкие сборочные единицы необходимо изготавливать по возможности параллельно, а какие последовательно (исходя из наличия оборудования).
Цикл сложного процесса определяется наибольшей суммой циклов последовательно связанных между собой простых процессов и времени межцикловых перерывов. Для определения длительности цикла сложного производственного процесса может быть использован графический метод. Для этого составляется цикловой график. Предварительно устанавливаются производственные циклы простых процессов, входящих в сложный. По цикловому графику анализируется срок опережения одних процессов другими и определяется общая продолжительность цикла сложного процесса производства изделия или партии изделий как наибольшая сумма циклов связанных между собой простых процессов и межоперационных перерывов. На рис. 2 приведен цикловой график сложного процесса. На графике справа налево в масштабе времени откладываются циклы частичных процессов, начиная от испытаний и кончая изготовлением деталей.
Производственный
цикл изделия включает циклы изготовления
деталей, сборки узлов и готовых изделий,
испытательных операций. При этом принято
считать, что различные детали
изготавливаются одновременно ( .
Поэтому в производственный цикл изделия
включается цикл наиболее трудоемкой
(ведущей) детали из числа тех, которые
подаются на первые операции сборочного
цеха. Длительность производственного
цикла изделия может быть рассчитана
по формуле:
.
Поэтому в производственный цикл изделия
включается цикл наиболее трудоемкой
(ведущей) детали из числа тех, которые
подаются на первые операции сборочного
цеха. Длительность производственного
цикла изделия может быть рассчитана
по формуле:
Тц.п = Тц.д + Тц.б, (9)
где Тц.д — длительность производственного цикла изготовления ведущей детали, календ. дн.; Тц.б — длительность производственного цикла сборочных и испытательных работ, календ. дн.
 Рис.
4. Цикл сложного процесса
Рис.
4. Цикл сложного процесса
Для организации участка серийной сборки изделий необходимо рассчитать оптимальный (нормативный) размер партии изделий и удобопланируемый ритм.
Вначале
определяется минимальный
размер партии изделий
 :
:
 (10)
(10)
где аоб - процент допустимых потерь рабочего времени на переналадку и ремонт рабочих мест (аоб = 2-5 %);
tП.3i - подготовительно-заключительное время на i-й операции сборки, мин;
ti - норма штучного времени на i-й операции, мин; т — количество сборочных операций.
За максимальный размер партии изделий принимается месячная программа выпуска изделий Nм:
 . (11)
. (11)
Таким образом, получают пределы нормативного размера партии изделий:
 . (12)
. (12)
Предельные размеры партии изделий корректируются исходя из минимального размера партии.
Сначала
определяется период чередования партий
изделий
 :
:
 (13)
(13)
где Dр — количество рабочих дней в месяце.
Затем на его основе принимается период чередования Rпр в днях с учетом удобопланируемого ритма. Если в месяце 20 рабочих дней, то удобопланируемыми ритмами будут 20, 10, 5, 4, 2, 1; если 21 день - 21,7, 3, 1; если 22 дня - 22, 11,2, 1.
Далее в соответствии с принятым периодом чередования Rпр (принимается ближайшее целое число из удобопланируемых ритмов) корректируется размер партии:
 . (14)
. (14)
Количество изготавливаемых в месяц изделий рассчитывается по формуле
 (15)
(15)
Расчет длительности операционного цикла партии изделий ведется по формулам:
по каждой i - й операции:
 (ч); (16)
(ч); (16)
по сборочным единицам:
 ,
(17)
,
(17)
где k – число операций, входящих в сборочную единицу.
Необходимое число рабочих мест для сборки изделий определяется по формуле:
 . (18)
. (18)
Число рабочих-сборщиков определяется по формуле:
 , (19)
, (19)
где Ксм – количество рабочих смен; Ксп – коэффициент, учитывающий списочную численность (можно принять Ксп=1,1).
После расчета КПН строится цикловой график сборки изделия. Расчет незавершенного производства ведется по формуле:
 (20)
(20)
где Zт – технологический задел, шт.
Решение типовой задачи
ПРИМЕР. На участке производится сборка изделия А. Технологический процесс и нормы времени выполнения операций представлены в табл. 3, колонки 1 – 5 (колонки 6-8 заполняются по ходу расчета). Месячная программа Nм — 700 шт., количество рабочих дней Dр - 21, режим работы участка серийной сборки: Кcм = 2, потери рабочего времени на плановые ремонты рабочих мест аоб -2%.
Таблица 3 - Технологический процесс сборки изделия А
Условные обозначения сборочных единиц |
Номер операции |
Штучное время на операцию (ti), мин
|
Подгото-вительно- заключительное время tП.Зi), мин |
Подача сборочной единицы к операции |
Размер партии изделий (Nм) |
Длительность операционного цикла партии изделий А, ч |
|
по операциям |
по сборочным единицам |
||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
АВ1 |
1 |
7,0 |
20 |
3 |
100 |
12 |
12 |
АВ2 |
2 |
16,5 |
30 |
3 |
100 |
28 |
28 |
АВ |
3 |
4,7 |
10 |
11 |
100 |
8 |
8 |
АБ |
4 |
15,9 |
30 |
5 |
100 |
27 |
56 |
5 |
12,4 |
20 |
6 |
100 |
21 |
||
6 |
4,7 |
10 |
10 |
100 |
8 |
||
АА |
7 |
7 |
20 |
8 |
100 |
12 |
40 |
8 |
16.5 |
20 |
9 |
100 |
28 |
||
9 |
11.3 |
10 |
10 |
100 |
19 |
48 |
|
10 |
7.6 |
20 |
11 |
100 |
13 |
||
11 |
9.5 |
10 |
— |
100 |
16 |
||
∑ |
|
113.2 |
200 |
— |
— |
192 |
192 |
Построим веерную схему сборки изделия А (рис. 4)
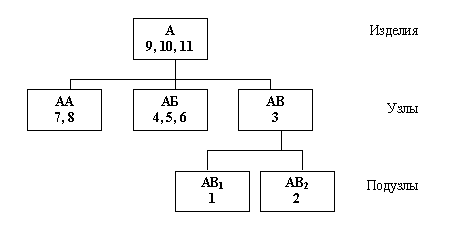
Рис.3. Веерная схема сборки изделия А
(А, АА, АБ, АВ, АВ1, АВ2 — сборочные единицы; 1 - 11 — номер операции)
2. Определим минимальный размер партии изделий (формула (10)):
 шт.
шт.
3. Определим ритм (период чередования) партий изделий (формула (13)):
 дня.
дня.
В месяце 21 рабочий день, следовательно, удобопланируемыми будут ритмы 21, 7, 3, 1. Принимаем Rпр = 3 дня.
4. Определим оптимальный размер партии изделий (формула (14)):
 шт
шт
Оптимальный размер партии изделий занесем в колонку 6 табл. 1.
5. Рассчитаем количество партий изделий, изготавливаемых в течение месяца (формула (15)):
 .
.
6 Определим длительность операционных циклов по каждой операции (формула (16)). Например, по первой операции
 (ч);
(ч);
Аналогично ведем расчет по всем остальным операциям, результат заносим в колонку 7 табл. 1.
7. Определим длительность операционных циклов по каждой сборочной единице (формула (17)). Например, по сборочной единице АБ:
 .
.
Аналогично ведем расчет по всем остальным сборочным единицам, результат заносим в колонку 8 табл. 3.
8. Рассчитаем количество рабочих мест, необходимых для сборки партии изделий (формула (18)):
 .
.
9. Определим численность рабочих-сборщиков (формула (19)):
 чел.
чел.
10. Построим цикловой график сборки изделия А, рассчитаем длительность производственного цикла(рис.4).
Для этого сначала на основе веерной схемы сборки изделия (см. рис. 4) и длительности операционных циклов каждой операции и сборочной единицы (см. табл.3, колонки 7 и 8) строим цикловой график сборки изделия без учета загрузки рабочих мест (рис. 6). Как правило, такой график строят, начиная с последней операции, в порядке, обратном ходу технологического процесса и с учетом того, к какой операции поставляются сборочные единицы. Длительность такого цикла минимальна.
Однако условия производства требуют выполнения отдельных операций последовательно, на одном и том же рабочем месте, стенде и т.д. Это ведет к изменению циклового графика, смещению запуска отдельных сборочных единиц на более ранние сроки и, как следствие, к увеличению длительности цикла.
сл.обоз.сб.ед. |
Длит.сб.ед., мин |
R=3 дня |
R=3 дня |
R=3 дня |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
1 |
2 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
А |
48 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
АА |
40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
АБ |
56 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
АВ |
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
АВ2
АВ1 |
28
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Рисунок 6. Цикловой график сборки изделия без учета загрузки рабочих мест.
Для достижения равномерности загрузки рабочих мест и рабочих-сборщиков необходимо произвести закрепление операций за рабочими местами. С этой целью на каждое рабочее место набирается объем работ, длительность операционного цикла которых не должна превосходить пропускной способности рабочих мест на протяжении принятого периода чередований (табл. 4).
Таблица 4
№ раб.места |
№ операции, закрепленной за рабочим местом |
Усл. обоз. сбор. единицы |
Суммарная длительность операционного цикла, ч |
Пропускная способность рабочего места за Rпр = 3 дня (48 ч) |
Коэффициент загрузки рабочего места |
IV |
9, 10, 11 |
А |
48 |
48 |
1 |
III |
6,7,8 |
АА, АБ |
48 |
48 |
1 |
II |
4,5 |
АБ |
48 |
48 |
1 |
I |
1,2,3 |
АВ, АВ1, АВ2 |
48 |
48 |
1 |
Закрепление операций за рабочими местами
После закрепления операций за рабочими местами на основе циклового графика без учета загрузки рабочих мест и табл. 4 строится цикловой график с учетом загрузки рабочих мест. При этом необходимо стремиться, чтобы длительности циклов отдельных операций проецировались на соответствующие рабочие места. В этом случае длительность производственного цикла сохраняется. Однако это не всегда возможно. В рассматриваемом примере пришлось сдвинуть сроки начала выполнения операций 4, 5, 6, 1, что повлекло за собой увеличение длительности производственного цикла и появление пролеживания сборочных единиц АБ и АВ.
11. Рассчитаем заделы и незавершенное производство по формуле (20), приняв технологический задел Zт = 200 шт.:
