

Тема 5 Организация инструментального хозяйства
5.1 Определение потребности в различных видах инструмента.
Периодичность смены инструмента определяется по формуле
 (139)
(139)
где
 — штучное
время на операцию, мин;
— штучное
время на операцию, мин;
 — машинное время на операцию,
мин.,
— машинное время на операцию,
мин., -время
стачивания режущего слоя.
-время
стачивания режущего слоя.
Потребность в нормализованном измерительном инструменте определяется по формуле:
Ин= (140)
(140)
где g-количество деталей, которое будет измеряться инструментом;
 -
количество замеров, приходящихся на
единицу выпуска;
-
количество замеров, приходящихся на
единицу выпуска;
 -количество
замеров до полного износа;
-количество
замеров до полного износа;
 -коэффициент
верности контроля;
-коэффициент
верности контроля;
 -коэффициент
убыли материала
-коэффициент
убыли материала
Потребность в инструменте на планируемый период (Пин) складывается из расходного фонда инструмента (Фр) и разницы между необходимым оборотным фондом (Фн) и фактической величиной его на начало планового периода на складах предприятия, цеха (Фск) и определяется по формуле:
Пин=Фр+Фн–Фск (141)
Для обеспечения ритмичной, равномерной работы предприятия создается оборотный фонд инструмента. Различают цеховые оборотные фонды и общезаводской оборотный фонд, представляющий сумму цеховых оборотных фондов и запас центрального инструментального склада (ЦИС). Цеховой оборотный фонд по каждому типоразмеру инструмента включает в себя количество инструмента, находящегося на рабочих местах, в заточке, в ремонте, в кладовой.
Общезаводской запас инструмента в ЦИС складывается из суммы текущего и страхового запасов. Текущий запас предназначен для постоянного планового пополнения цеховых оборотных фондов инструментом, оснасткой за счет изготовления на предприятии или закупок на специализированных инструментальных заводах. Страховой запас предназначен для снабжения цехов на случай срыва поставок инструмента.
Количество инструмента, находящегося в заточке, определяется по формуле
 (142),
(142),
где Т3 - время от поступления инструмента с рабочего места в инструментально-раздаточную кладовую до возвращения его из заточки, ч (для простого инструмента Т3 = 8 ч, а для сложного — 16 ч).
Количество режущего инструмента, находящегося в запасе в инструментально-раздаточной кладовой, определяется по формуле
 (143),
(143),
где
 —
среднесуточный расход инструмента за
период между очередными его поступлениями
из центрального инструментального
склада, шт. (Qp
=
Кр:
360); tн
— периодичность
поставки инструмента из центрального
инструментального склада в
инструментально-раздаточную кладовую
цеха (как правило, поставки производятся
2 раза в месяц, т.е. tн
= 15 дн.); Kз
— коэффициент резервного (страхового)
запаса инструмента в инструментально-раздаточной
кладовой (принимается К3
= 0,1).
—
среднесуточный расход инструмента за
период между очередными его поступлениями
из центрального инструментального
склада, шт. (Qp
=
Кр:
360); tн
— периодичность
поставки инструмента из центрального
инструментального склада в
инструментально-раздаточную кладовую
цеха (как правило, поставки производятся
2 раза в месяц, т.е. tн
= 15 дн.); Kз
— коэффициент резервного (страхового)
запаса инструмента в инструментально-раздаточной
кладовой (принимается К3
= 0,1).
Норма запаса инструмента на центральном инструментальном складе устанавливается в соответствии с системой «минимум-максимум» (рис. 18).
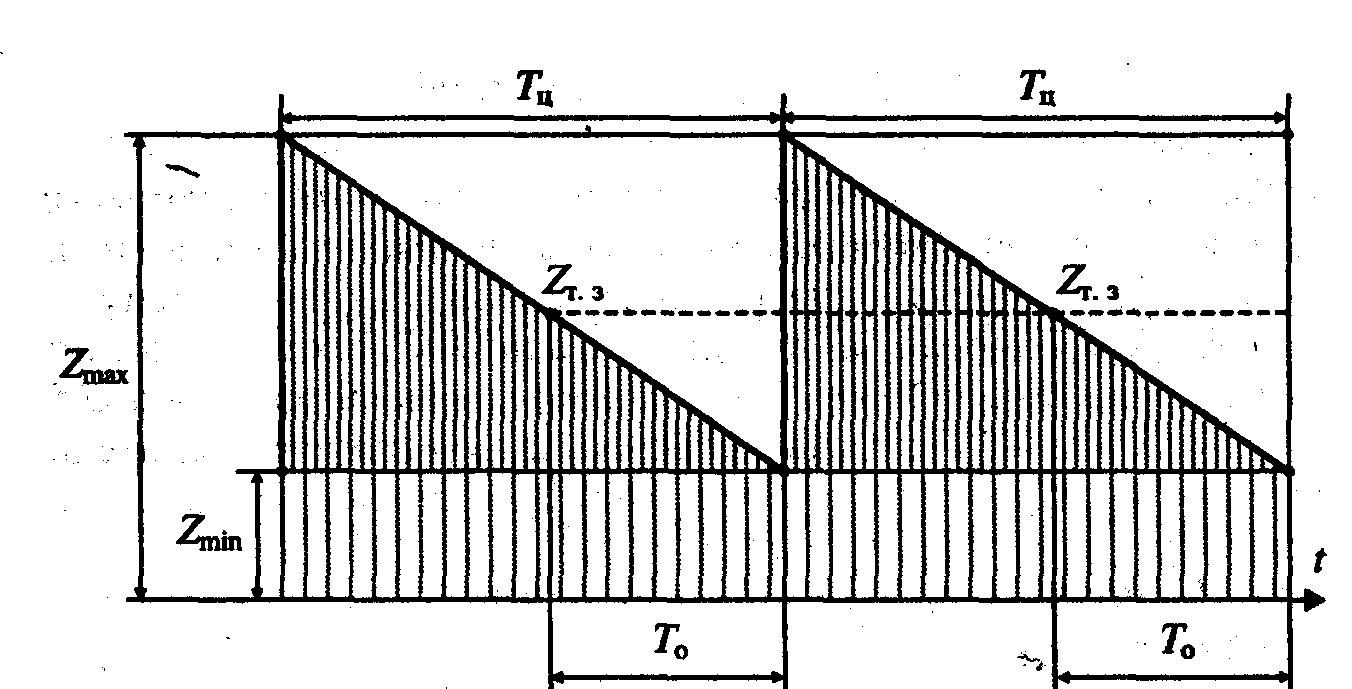
Рис. 18. График изменения запаса инструмента в ЦИС по системе «минимум-максимум»
По системе «минимум-максимум» создается три нормы запаса:
1) минимальная норма запаса (Zmin) создается на случай задержки исполнения заказа на изготовление инструмента или перерасхода его цехами (по практическим данным в зависимости от величины расхода инструмента):
Zmin=Zстр
= ,
(144),
,
(144),
где
 -среднедневной
расход инструмента;
-среднедневной
расход инструмента;
 число
дней срочного изготовления инструмента.
число
дней срочного изготовления инструмента.
2) норма запаса, соответствующая точке заказа, при которой выдается заказ на изготовление или приобретение очередной партии инструмента:
Zт.з. = Zmin + То * Qр (145),
где Т0 — период времени между моментом выдачи заказа и поступлением инструмента на центральный инструментальный склад, дни; Qр — среднедневной расход инструмента за период исполнения заказа;
3) максимальная норма запаса (Zmax) достигается в момент поступления заказа инструмента, определяется по формуле
Zmax = Zmin + Тц * Qр, (146)
где Тц – время между двумя поступлениями партий инструмента (длительность цикла), дни
Решение типовой задачи
Определить потребность в контрольных скобах, исходя следующих
данных: годовая программа измеряемых деталей-600 тыс.шт., каждая деталь измеряется в четырех сечениях. Коэффициент выборочного контроля -0,2, норма износа измерительного инструмента-20 тыс.промеров. процент случайной убыли инструментов-1,5.
Решение:
1.Определяем потребность в нормализованном измерительном инструменте, используя формулу (140)
Ин= =25
скоб.
=25
скоб.