

10.2 Выбор муфты
Полумуфты
устанавливают на цилиндрические или
конические концы валов. При постоянном
направлении вращения и умеренно
нaгpуженных валах (![]() 15 МПа) полумуфты сажают на гладкие
цилиндрические концы валов по переходным
осадкам типа
15 МПа) полумуфты сажают на гладкие
цилиндрические концы валов по переходным
осадкам типа
![]() ;
;
![]() .
При реверсивной работе, а также при
сильно нагруженных валах (
.
При реверсивной работе, а также при
сильно нагруженных валах (![]() >
15 МПа) применяют посадку
>
15 МПа) применяют посадку
![]() .
Для передачи вращающего мoмeнтa используют
шпоночное соединение.
.
Для передачи вращающего мoмeнтa используют
шпоночное соединение.
При установке полумуфт на цилиндрические шлицевые концы валов и реверсивной работе применяют посадки по центрирующим поверхностям
Установка полумуфт на цилиндрические концы валов с натягами последующее снятие их вызывают затруднения, которые не возникают при конических концах. Затяжкой полумуфт на конические концы можно создать значительный натяг в соединении и обеспечить точное радиальное и угловое положение полумуфты относительно вала. Поэтому при больших нагрузках, работе с толчками, ударами и при реверсивной работе предпочтительно полумуфты устанавливать на конические концы валов, несмотря на несколько большую сложность их изготовления.
В нашем курсовом проекте при проектировании привода мы будем использовать муфты упругие втулочно-пальцевые (МУВП) рис.38.
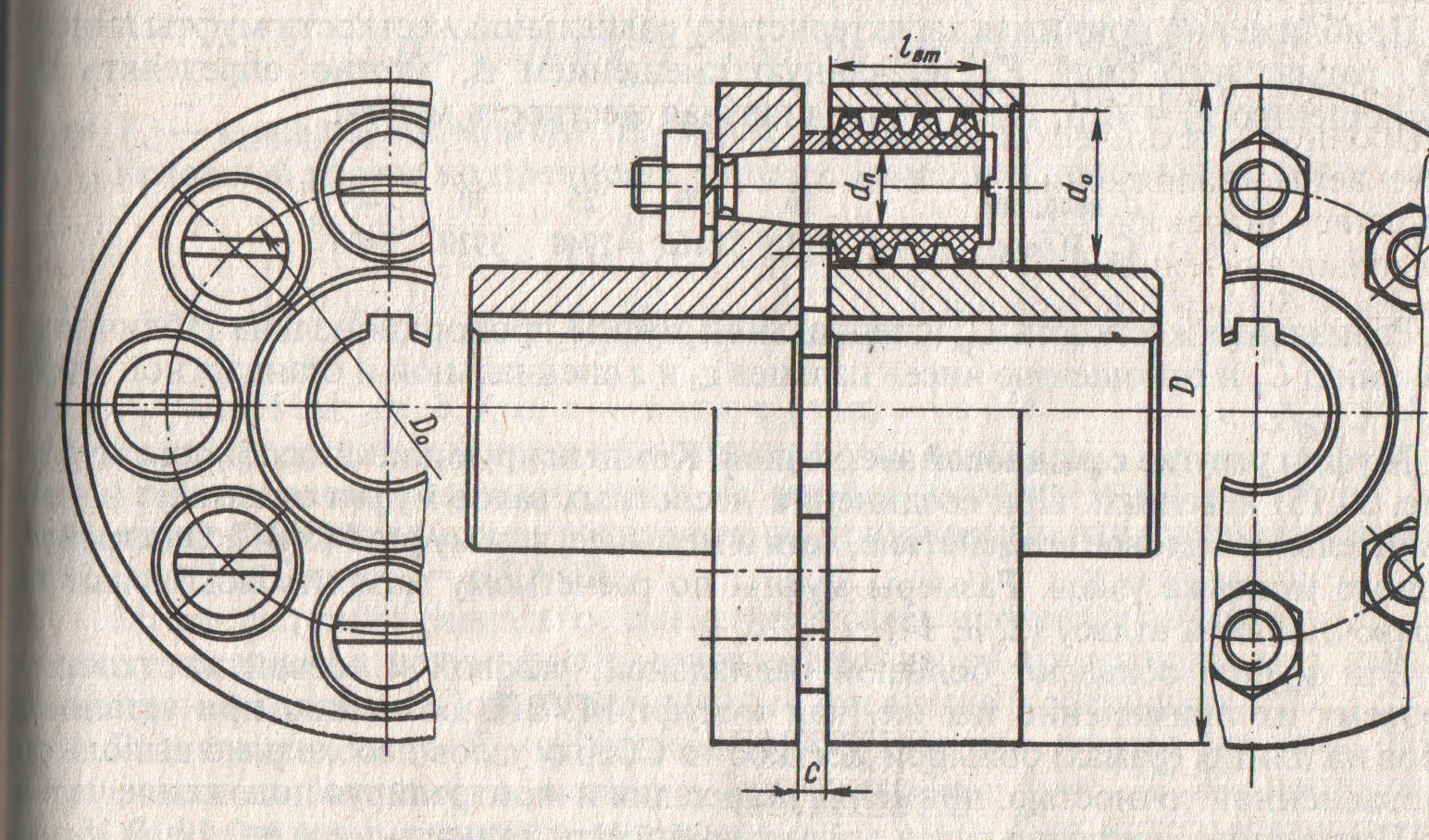
Рис.38
Эти муфты получили широкое применение благодаря относительной простоте конструкции и удобства замены упругих элементов. Однако их характеризует невысокая компенсирующая способность, а при соединении несоосных валов – достаточно большое силовое воздействие на валы и опоры, при этом резиновые втулки быстро разрушаются. Муфты МУВП стандартизованы – ГОСТ 21424-93.
Размеры муфты по
заданному моменту подбирают по справочнику
и атласу. Мы выберем муфту по диаметру
большего вала (![]() мм) – выбираем муфту – МУВП-28.
мм) – выбираем муфту – МУВП-28.
11 Сборка редуктора
Перед сборкой редуктора внутреннюю часть корпуса, основания тщательно очищают и покрывают маслостойкой эмалью. Наружные поверхности корпуса красим зеленой эмалью ПФ-115.
Сборку производят в соответствии со сборочным чертежом редуктора (КТПМ.ДМОК.КП.ПЛК.-5.02.00.00.СБ), начиная с узлов валов.
Сборку начинаем с быстроходного вала 8, на него насаживаем маслоотбойную шайбу 15, подшипник 34, стакан 23, крышку подшипника 7, с резиновой манжетой 27. С другого конца вала насаживаем маслоотбойную шайбу, подшипник и стакан 13. Затем закладываем шпонку 41 в концевой участок вала, прикручиваем стопорную шайбу 39 и гайку 27.
На промежуточный вал 9 закладываем шпонку 42, напрессовываем зубчатое колесо 11 до упора в буртик, затем насаживаем втулку 16 подшипник 36, глухую крышку подшипника 5 с другого конца вала надеваем маслоотбойную шайбу 14, подшипник 36 и глухую крышку подшипника.
Далее собираем тихоходный вал 10. В него укладываем шпонку 44 и напрессовываем зубчатое колесо 12 до упора в буртик вала. Затем надеваем и подшипник 35, с другого конца вала надеваем втулку 17 насаживаем подшипник и сквозную крышку подшипника 6 с резиновой манжетой 31. Затем закладываем шпонку 43 в концевой участок вала, прикручиваем стопорную шайбу 40 и гайку 28.
Собранные валы укладываются в корпус редуктора 4. К стакану 13 при помощи болтов 26 со стопорными деформируемыми шайбами 22 прикручивается крышка стакана 20.
Плоскость разъема покрывают тонким слоем герметика УТ-34. Далее на штифты 45 устанавливаем крышку корпуса 3. Крышка с корпусом соединяются болтами 25 и 26. На болты 25 закручиваем гайками предварительно подложив шайбу 38.
Далее к корпусу прикручиваем жезловый маслоуказатель 1, сливную пробку 18. Заливаем в корпус масло ИГА-46A и закрываем смотровое отверстие крышкой люка 2 с прокладкой 21. Крышку люка закрепляем болтами 24 с насаженными на них шайбами 37. К крышке люка прикручиваем отдушину 19.
Собранный редуктор обкатываем без нагрузки. Демонтаж редуктора производится в обратном порядке.