12. Основные проблемы гибкой автоматизации и пути их разрешения
Проблемы и трудности всегда имеются при внедрении новой техники, однако при внедрении ГПС они могут быть более значительными, так как это –
новая концепция производства, и она затрагивает все производственные службы – от конструирования изделия до его сбыта и поставки потребителю.
Итак, проблемы ГПС:
1. Высокая стоимость средств гибкой автоматизации требует больших капитальных вложений, особенно первоначальных.
Согласно литературным источникам, стоимость ГПС может достигать 1 млн. $ на каждый станок, включаемый в ее состав.
Пути решения проблемы:
1) финансирование разработок в области ГПС в рамках национальных и межгосударственных программ по гибкой автоматизации.
Приняты и успешно выполнены рядом стран мира программы:
ICAM (США), MUM, FMC (Япония), CAM-I (страны Северной Америки, США, Япония), ESPRIT, ISTEL (страны ЕЭС) и другие.
В нашей стране разработки в области ГПС также отнесены к числу приоритетных направлений научно-технического развития
2) Поиск путей сокращения первоначальных капитальных вложений в создание ГПС:
а) поэтапное (пошаговое) создание ГПС за счет прибыли, полученной на предыдущем этапе автоматизации;
б) концепция ИППС (интегрированная проектно-производственная среда, или "островковая" автоматизации, предполагающая создание на первом этапе небольших CAD/CAM-систем в виде центров коллективного пользования;
в) модульный принцип проектирования ГПС (характерен для Японии);
2. Отсутствие четкого экономического обоснования
целесообразности применения ГПС.
Имеется масса нерешенных научных проблем, связанных с оценкой влияния технологических, технических и организационных решений, принимаемых при проектировании, на качество функционирования ГПС при ее эксплуатации.
3. Проблема неэффективности локальной гибкой автоматизации
Внедрение ГПС требует организационных изменений в рамках всего предприятия.
В противном случае потенциальные возможности ГПС не будут реализованы, как это показано на рисунках
4. Проблема подготовки и переподготовки кадров
Требуется обучение каждого занятого в производстве – от директора до оператора.
Специалист, не имеющий представления об основах гибкого производства, препятствует объективной оценке возможностей и преимуществ внедрения ГПС, не содействует реализации внедрения.
Это самое уязвимое место ГПС
Следует ожидать снижения стоимости ГПС в ближайшие годы до 1,5 – 2,0 лет.
Некоторые из них будут оставаться дорогими за счет того, что в их стоимость будут включаться первоначальные затраты на исследовательские работы по еще нерешенным техническим проблемам.
Но срок окупаемости и таких систем будет достаточно коротким.
14.Система основного технологического оборудования ГПС. Основное технологическое оборудование ГПС сборки, механообработки, штамповки, сварки, контроля, испытаний. Дополнительное технологическое оборудование. Отличия ГПС с взаимозаменяемым, взаимодополняемым и комбинированным составом технологического оборудования.
Технологическим оборудованием (ТО) любого производства называется
оборудование, непосредственно выполняющее технологические операции, или, другими словами, - оборудование, непосредственно выполняющее ту задачу, для решения которой предназначена производственная система.
ТО классифицируют:
по целевому назначению (по виду выполняемых операций);
по роли в изготовлении типовых изделий;
по составу в производственной системе
По целевому назначению
ТО определяет основное назначение производственной системы (ПС):
в ПС штамповки основное ТО - штамповочные прессы,
в ПС сборки – сборочные роботы,
в ПС окраски – окрасочное оборудование,
в ПС механообработки - металлорежущие станки, относящиеся к разным группам (токарные, фрезерные, многоцелевые, агрегатные и т.д.).
По роли в изготовлении изделий ТО подразделяют на основное и дополнительное.
Основным ТО считается то, на котором выполняется основная часть технологических операций.
Дополнительное ТО используется для выполнения различных дополнительных операций, которые не доступны основному оборудованию.
Например, при изготовлении валов основным ТО служат токарные станки.
Дополнительным ТО может служить, например,
а) фрезерный станок для обработки продольных канавок под шпонки, или
б) сверлильный станок для обработки внецентровых отверстий, и т.п.
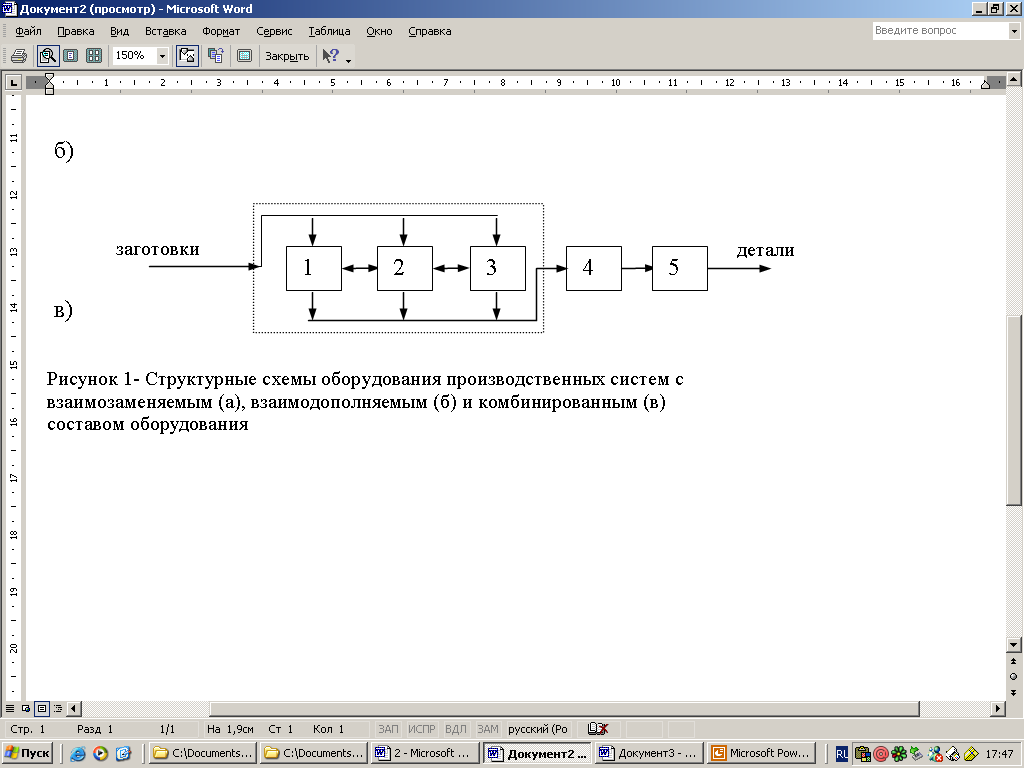
Состав ТО в ПС бывает 3 типов: а) взаимодополняемый; б) взаимозаменяемый; в) комбинированный.
Взаимодополняемый состав оборудования характерен для автоматических линий массового производства.
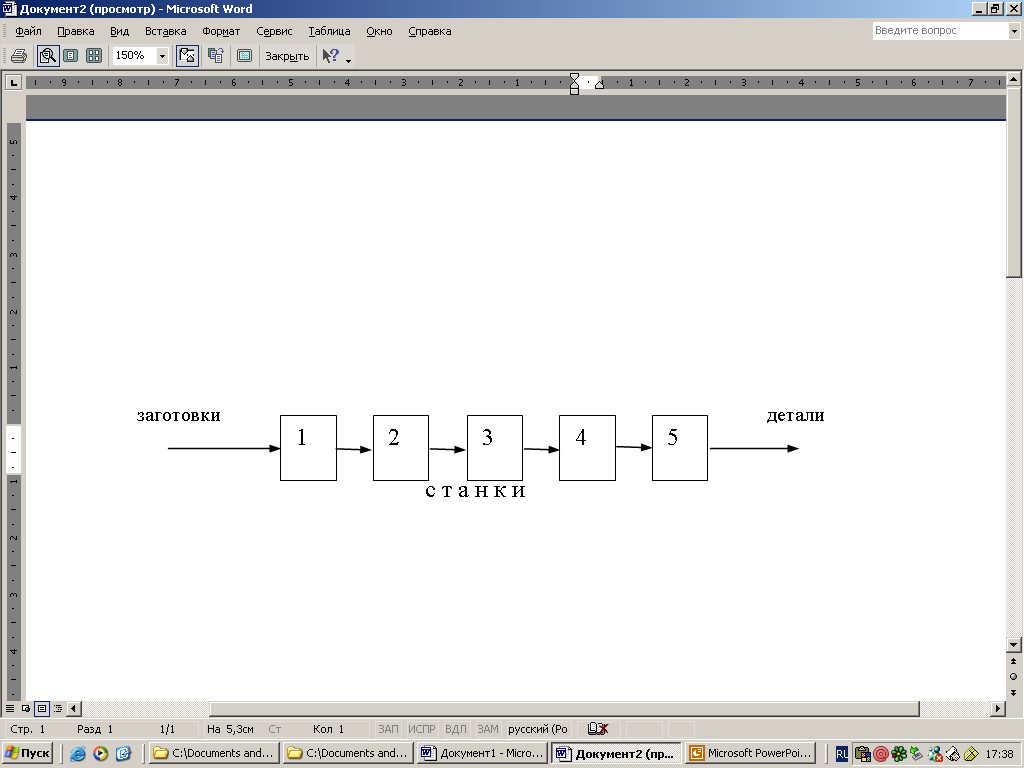
Обработка заготовок производится последовательно на нескольких станках (рабочих позициях), дополняющих друг друга по технологическим возможностям.
Одним из недостатков подобной системы является отсутствие гибкости: при выходе из строя любого станка выпуск продукции прекращается
Взаимозаменяемый состав оборудования характеризуется использованием однотипных станков с расширенными технологическими возможностями.
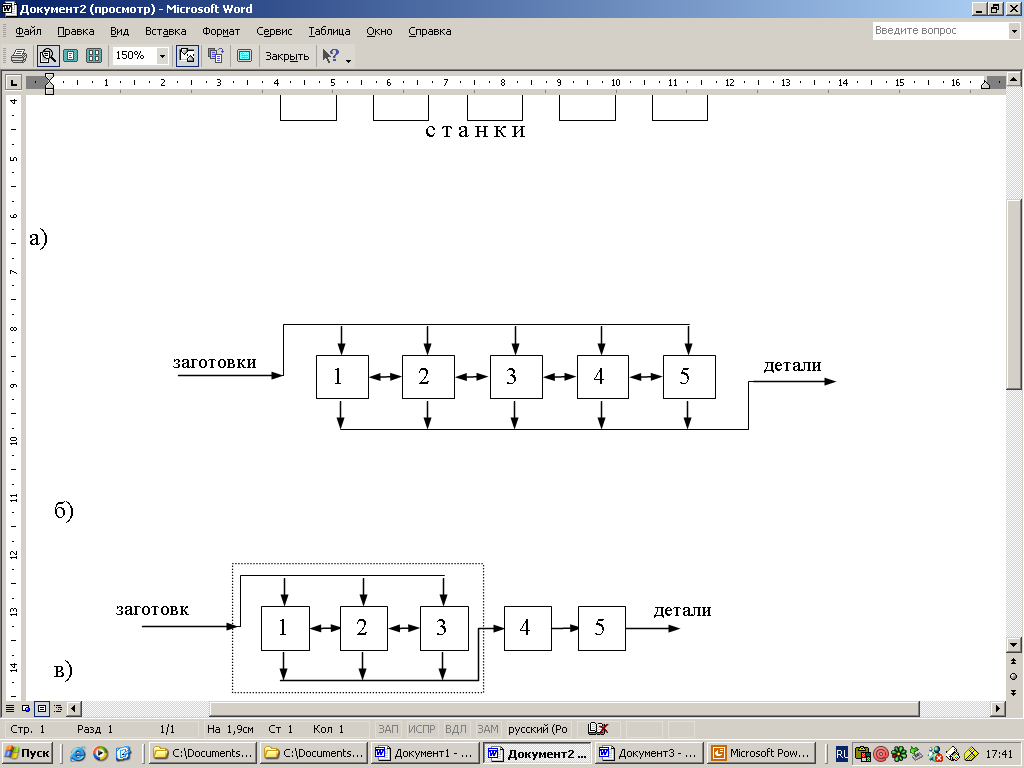
Обычным оборудованием в данном случае служат многоцелевые станки.
Очередная заготовка поступает в обработку на любой свободный станок системы, на котором и происходит ее полная обработка.
Комбинированный состав можно рассматривать как общий случай использования взаимодополняемого оборудования:
если одна из рабочих позиций системы является "узким местом", то на ней может использоваться несколько единиц взаимозаменяемого однотипного оборудования.