

9.Основные преимущества гпс по сравнению с традиционным производством.
По литературным данным, в 2003 г. примерно 73% американских фирм с числом работающих свыше 100 человек эксплуатируют ГПС
Опыт промышленной эксплуатации ГПС в развитых странах мира позволил выявить их существенные преимущества по сравнению с традиционным производством.
Основные преимущества следующие.
Сокращение сроков проектирования и производства новых изделий
За счет чего:
за счет совместного использования
а) АСНИ + САПР + АСТПП + ГПС,
б) локальных и глобальных компьютерных сетей
2. Переход от серийной формы организации производства к позаказной (изготовление изделий сборочными комплектами)
За счет чего:
За счет автоматизации и резкого сокращения
времени переналадки оборудования
Схема, иллюстрирующая сокращение оптимального размера партии запуска в зависимости от времени переналадки станка
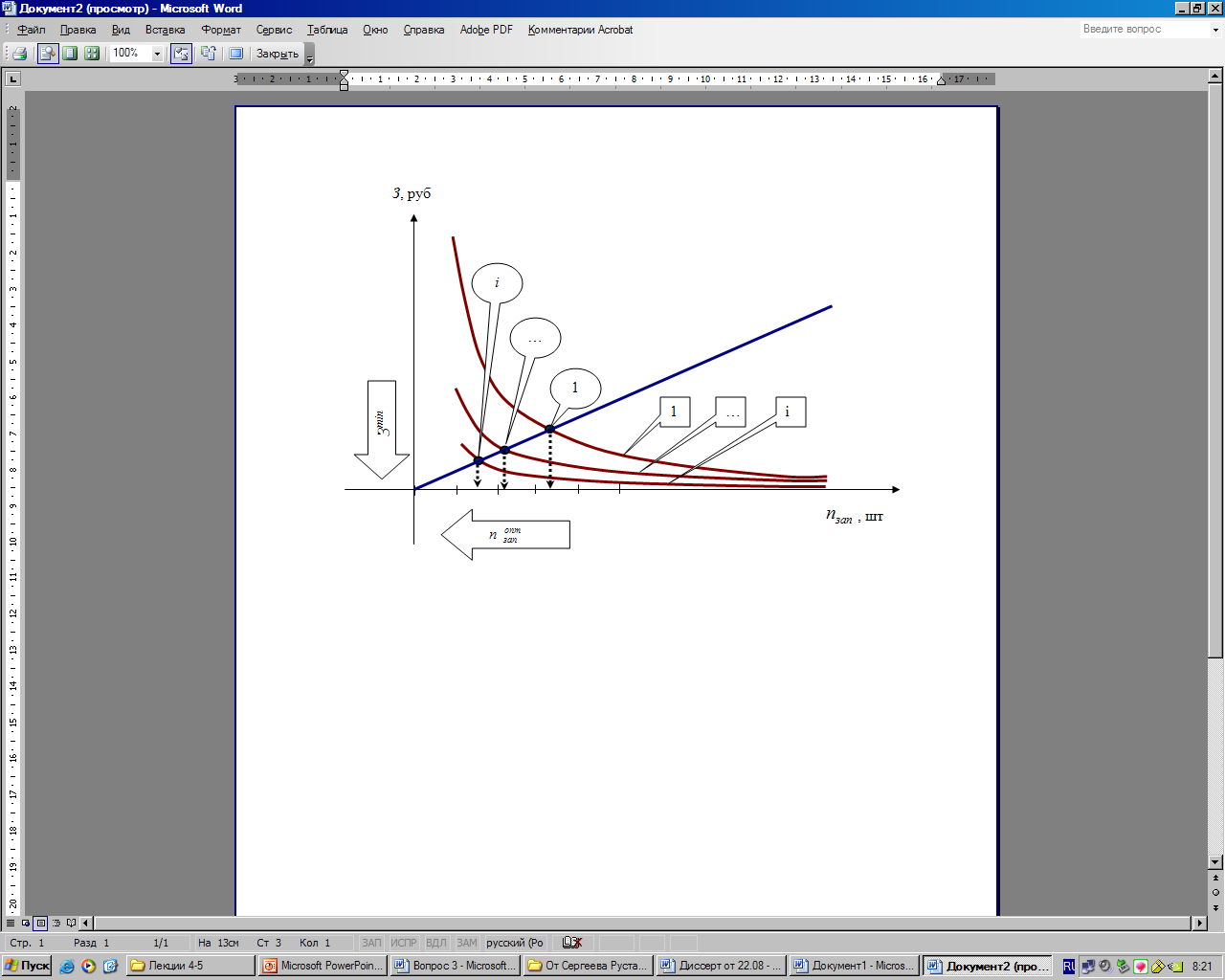
Благодаря сокращению времени переналадки ГПМ до 10 – 15 сек (время смены паллеты) экономически выгодный размер партии запуска уменьшается до одной заготовки.
Это дает возможность перехода от серийной формы организации производства к позаказной – т.е. к
изготовлению изделий сборочными комплектами
Примерно в 10 раз увеличивается действительный годовой фонд времени работы оборудования
За счет чего:
За счет сокращения всех видов потерь времени
и возможности работы в «безлюдном» режиме
в выходные и праздничные дни
Результат:
 Резкое сокращение
требуемого количества станков,
высвобождение производственных площадей,
основных рабочих, экономия фонда
Резкое сокращение
требуемого количества станков,
высвобождение производственных площадей,
основных рабочих, экономия фонда
з/платы
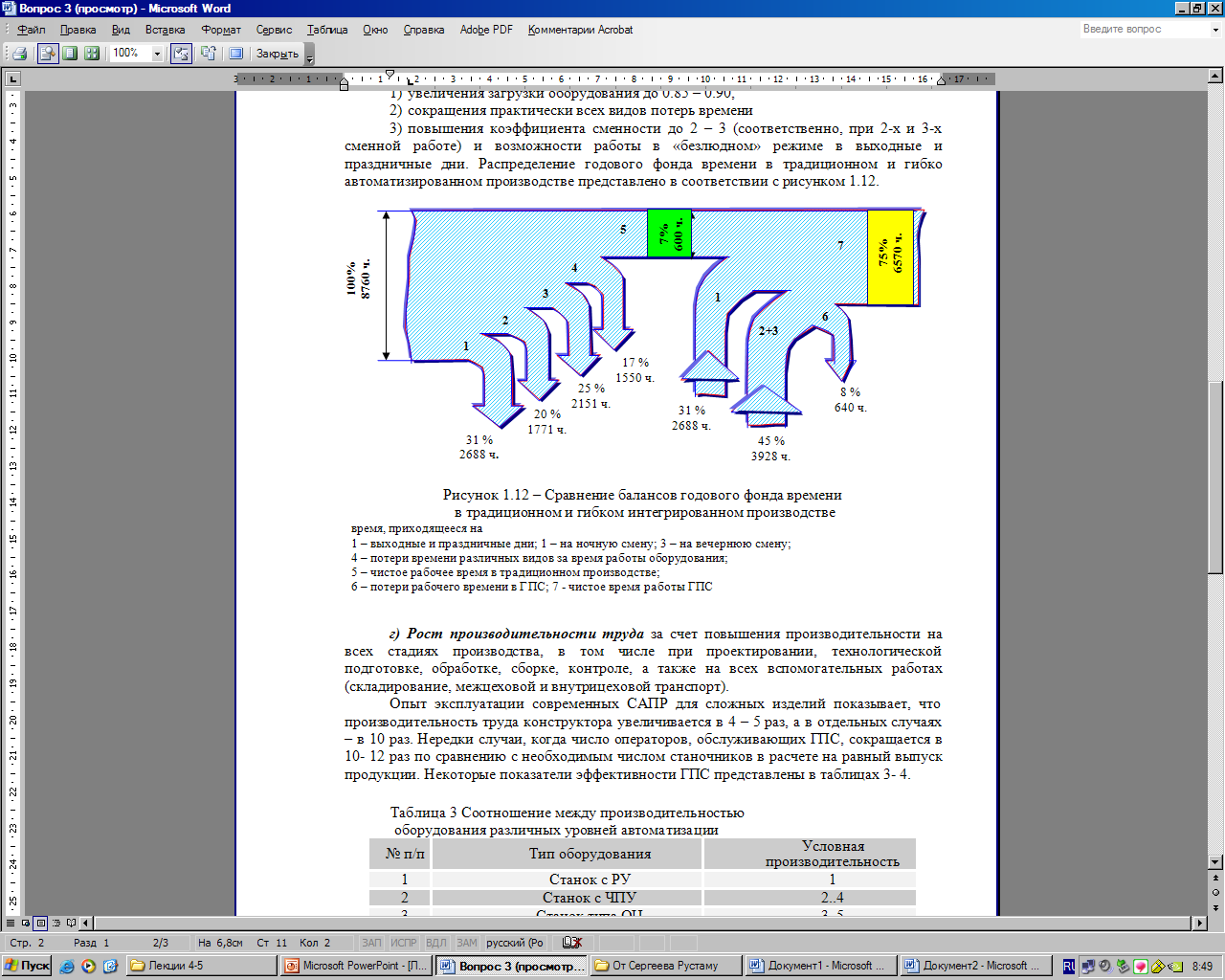
11 вопрос!Сравнение балансов годового фонда времени
в традиционном и гибком интегрированном производстве
1– выходные и праздничные дни;
2 – на ночную смену;
3 – на вечернюю смену;
4 – потери времени за время работы оборудования;
5 – «чистое» рабочее время в традиционном производстве;
6 – потери рабочего времени в ГПС;
7 – «чистое» время работы ГПС
А дальше опять 9 вопрос
По литературным данным,
гибкие производственные системы на Западе
работают 140 часов в неделю и по 20 часов в сутки.Подобное компьютерно интегрированное производство получило название «экономное» или «бережливое» производство
4. Рост производительности труда
за счет повышения производительности на всех стадиях производства:
при проектировании,
технологической подготовке,
обработке, сборке, контроле,
а также на всех вспомогательных работах (складирование, межцеховой и внутрицеховой транспорт).
Опыт эксплуатации современных САПР для сложных изделий показывает, что производительность труда конструктора увеличивается в 4 – 5 раз, а в отдельных случаях – в 10 раз.
Нередки случаи, когда число операторов, обслуживающих ГПС, сокращается в 10- 12 раз по сравнению с необходимым числом станочников в расчете на равный выпуск продукции.
Некоторые показатели производительности оборудования ГПС представлены в таблице
5. Повышение качества и стабильности качества продукции
За счет чего:
1) качество продукции становится функцией качества содержания и обслуживания станков, режущего инструмента, крепежных и установочных приспособлений, точности управляющих программ, т.е. переходит из рук рабочего в руки инженерно-технического персонала
2) Обеспечивается высокая стабильность качества,
не зависящая от психофизического состояния человека
ГПС, как и любое производство, имеет две группы показателей качества:
показатели качества функционирования, и
показатели качества выпускаемой продукции