

33. Координатно-измерительные машины
В настоящее время известно порядка 40 зарубежных фирм, выпускающих около 150 моделей КИМ:
например, машины серий KMZ, KMZ-S фирмы Mauzerwerke (Германия),
модели Омикрон, Йота, Бета фирмы DEA (Италия).
Современные КИМ оснащаются магазинами с набором измерительных наконечников для контроля форм, расстояний и расположений поверхностей деталей.
По аналогии с многоцелевыми станками, КИМ имеют накопители для размещения контролируемых деталей.
Высокая точность КИМ обеспечивается за счет использования аэростатических опор,
а высокая жесткость и термоконстантность - за счет использования мощных гранитных оснований.
Существуют три основные разновидности компоновок координатно- измерительных машин:
1) консольная
2) портальная
3) на колоннах
Консольная компоновка отличается высокой точностью и надежностью при малой занимаемой площади.
Компоновка портального типа позволяет измерять крупногабаритные детали, а также небольшие детали с повышенной точностью
Компоновка на колоннах используется в КИМ, предназначенных для измерения крупногабаритных деталей на рабочем столе или непосредственно на транспортном средстве.
Основные этапы контроля изделия на КИМ:
1. Настройка КИМ на измерение детали данного наименования, включающая: а) программную настройку; б) технологическую настройку (перемещение исполнительных органов в требуемое исходное положение);
2. Загрузка изделия;
3. Автоматические измерения детали, передача результатов измерений в устройство обработки информации;
4. Индикация и регистрация результатов измерений в виде распечаток карт контроля, вывода информации для оператора и т.д.;
5. Выгрузка детали из зоны измерения.
34. Измерительные головки
Измерительные головки устанавливаются в магазин станка и по командам от системы управления подаются в рабочую зону.
Наиболее известны в мире измерительные головки фирмы «Ренишо Электрикал» (Англия).
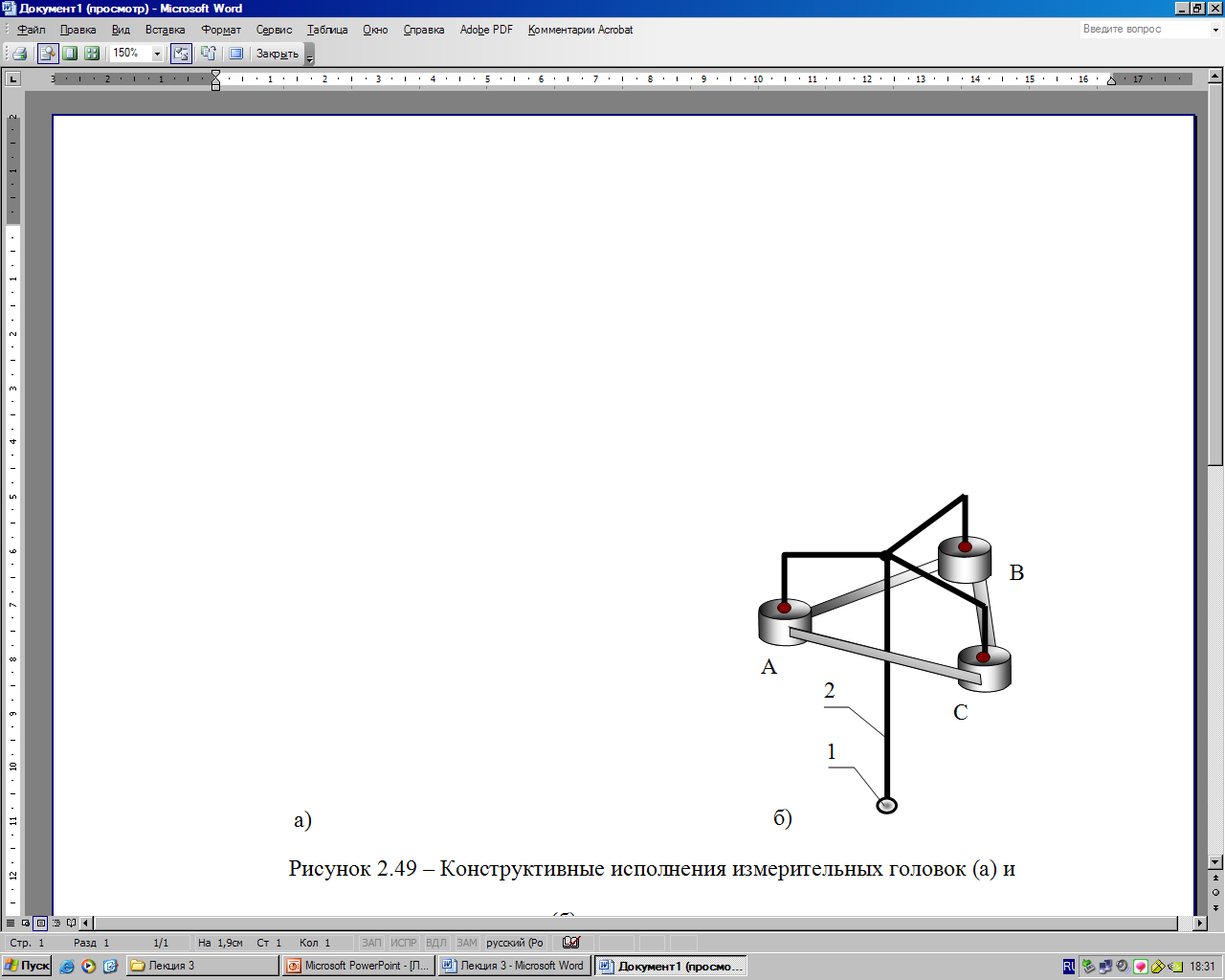
Принципиальная схема измерительной головки представлена на рисунке.
 В
корпусе головки закреплены три индуктивных
пьезодатчика А, В, С, с которыми контактируют
стержни, жестко закрепленные на рычаге
2.
В
корпусе головки закреплены три индуктивных
пьезодатчика А, В, С, с которыми контактируют
стержни, жестко закрепленные на рычаге
2.
При контакте щупа 1 с контролируемой поверхностью рычаг 2 отжимается, тем самым изменяя давление стержней на соответствующие датчики.
Датчики выдают сигнал, пропорциональный силе давления стержней.
Далее сигналы передаются в УЧПУ.
Сигнал может выдаваться с помощью оптической связи (в инфракрасном диапазоне). В этом случае головка имеет встроенную батарейку питания.
Сигнал может передаваться по проводам. Тогда головка устанавливается в стационарную позицию и используется для измерения инструмента.
Различают следующие способы измерения параметров детали с помощью измерительной головки
1) Динамический
в момент касания щупом измерительной насадки измеряемой поверхности регистрируется единичный сигнал, который определяет момент начала фиксации перемещения исполнительных органов КИМ и координаты измеряемой точки.
2) Статический.
Постоянный контакт ИГ с контролируемой поверхностью поддерживается за счет перемещений исполнительных органов КИМ.
3) Измерение слежением.
При непрерывном контакте щупа с контролируемой поверхностью и геометрически постоянном его положении реальный профиль поверхности отображается в виде последовательности сигналов разного уровня.
4) Центрирование.
Используется для определения положения центра отверстия.
35. Автоматизированное удаление отходов (стружки)- одна из проблем ГПС, требующая решения задач на 3-х уровнях:
1. Дробление стружки в процессе отработки
2. Удаление стружки за пределы станка
3. Удаление стружки за пределы ГПС.
Удаление стружки за пределы ГПС
осуществляется двумя методами:
а) перевозкой стружки на робокарах (в функции которых входит часто перевозка заготовок и инструментов);
б) транспортированием с помощью конвейеров или вакуумных магистралей.
Перевозка на робокарах осуществляется в контейнерах, размещаемых около каждого станка.
Достоинством является возможность простой сортировки стружки, так как контейнеры можно менять при переходе к обработке заготовок из другого материала.
Каналы для транспортирования стружки с помощью транспортеров могут располагаться под полом цеха.
Могут использоваться открытые наклонные каналы-траншеи, по которым стружка перемещается струей СОЖ.
Удаление стружки с применением конвейеров и транспортеров имеет ряд недостатков:
требуется прокладка постоянных транспортных коммуникаций, ограничивающих гибкость системы;
2) механические узлы и устройства, контактирующие со стружкой, подвержены сильному износу (из-за высокой твердости стружки);
3) электрические приводы механизмов системы работают практически постоянно, что приводит к высокому потреблению энергии.
Отмеченные недостатки способствуют все более широкому использованию робокар для уборки стружки
Для удаления стружки из глухих отверстий фирма «Мори Сейки» (Япония) разработала специальное приспособление-бункер (рисунок).
Оно устанавливается на стандартном инструментальном конусе в магазин станка и по командам УЧПУ передается в шпиндель.
Бункер рассчитан на количество стружки, получаемой в течение двух смен.