

Анализ магнитных связей
П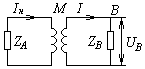 лотность
тока на глубине х зависит от частоты
наводки: Ix=I0ex/x0,
где x0=/(0f)
– показатель уменьшения плотности
тока. В диамагнитном цилиндре возникают
вихревые индукционные токи Фуко, они
создают собственное поле, которое внутри
цилиндра направлено навстречу действующему
полю, а снаружи – вдоль линий действия
поля. В результате, поле вытесняется из
цилиндра. Ферромагнитные материалы
шунтируют магнитное поле.
лотность
тока на глубине х зависит от частоты
наводки: Ix=I0ex/x0,
где x0=/(0f)
– показатель уменьшения плотности
тока. В диамагнитном цилиндре возникают
вихревые индукционные токи Фуко, они
создают собственное поле, которое внутри
цилиндра направлено навстречу действующему
полю, а снаружи – вдоль линий действия
поля. В результате, поле вытесняется из
цилиндра. Ферромагнитные материалы
шунтируют магнитное поле.
Требования к магнитным экранам
Магнитные экраны конструируются в следующих случаях:
-
Экранируемое изделие нечувствительно к воздействию электрического поля;
-
Магнитная составляющая электромагнитного поля намного больше электрической составляющей.
Магнитные экраны выполняют из ферромагнитных и диамагнитных материалов. Ферромагнитные материалы эффективны в диапазоне частот от 1 до 10 кГц, диамагнитные – более 10 кГц. Качество экранирования зависит от толщины материала: чем она больше, тем выше качество экранирования. Отверстия и щели в магнитном экране ухудшают качество экранирования. Их следует ориентировать вдоль направления линий магнитного поля. Заземление экрана – необязательно, так как не влияет на качество экранирования. Конструктивные элементы экрана из ферромагнитного материала выполняются латунными. Магнитные экраны могут иметь цилиндрическую или прямоугольную форму.
Анализ электромагнитных связей
При экранировании имеют место два эффекта:
-
Поглощение – эффект, характеризуемый тепловыми потерями на вихревые токи;
-
Отражение – явление, обусловленное несоответствием волновых сопротивлений материала экрана и окружающей среды.
Электромагнитное экранирование проходит для диапазона частот от 1 кГц до 1ГГц. Нижняя граница до 1МГц объясняется отражением. Используются алюминиевые и медные экраны. Верхняя граница – лимитируется поглощением. В этом случае используются экраны из стали. Для эффективного экранирования применяют многослойные экраны. Такие экраны эффективно работают в широком диапазоне частот как за счет поглощения так и за счёт отражения.
Отверстия и щели ухудшают качество экрана. С увеличением частоты внешнего поля наблюдается рост влияния эффектов поглощения и отражения. Затухание отражением существенно зависит от природы электромагнитного поля. Материалом электромагнитного экрана определяется эффективность экранирования, то есть потери за счет поглощения и отражения. По конструктивной форме экраны выполняются цилиндрическими, сферическими и прямоугольными.
Результирующая частота определяется исходя из эквивалентного радиуса и должна находиться в диапазоне частот, характерном для данного экрана.
Вопросы специальной технологии рэс
Различают три вида технологических процессов: единичные, типовые и групповые.
Единичные технологические процессы (ЕТП) разрабатываются для изделий одного наименования и типоразмера в любом (не только единичном) типе производства. Типовые технологические процессы (ТТП) разрабатываются для группы деталей, имеющих общность конструктивных элементов. Групповые технологические процессы (ГТП) разрабатываются для группы деталей, имеющих общность применяемых технологических методов для их изготовления, но различающихся конструктивными элементами.
При оформлении технологической документации, в зависимости от глубины разработки, технологические процессы (а, следовательно, технологическую документацию) разделяют на маршрутные (МК - маршрутные карты), операционные (ОК, КЭ – операционные карты и карты эскизов) и маршрутно-операционные (МК/ОК). Маршрутные ТП предусматривают последовательность выполнения операций, выбор оборудования, технологической оснастки, инструмента. В операционном ТП указывается содержание каждой операции, т.е. отдельные переходы с указанием режимов их выполнения. Обязательным документом операционного ТП является карта эскизов.
Специальная технология РЭС подразумевает последовательное выполнение следующих операций:
1. Подготовительные операции, включающие в себя подготовку ЭРЭ (их распаковку, правку выводов, обрезку, зачистку и лужение проводов), а также подготовку сборочных единиц к сборке и монтажу.
2. Установочные операции. Они заключаются в транспортировке ЭРЭ к месту установки, их ориентации и установке на печатной плате. Установочные операции могут осуществляться вручную, в приспособлениях типа пинцет, вакуумный пинцет, в установочных головках, полуавтоматах и прочее.
3. Сборочные операции, обеспечивающие разъёмные или неразъёмные соединения деталей и сборочных единиц в соответствии с конструкторской документацией. К сборочным операциям относятся свинчивание, склёпывание (развальцовка), запрессовка деталей с помощью натяга.
4. Монтажные операции – получение электромонтажного соединения с помощью пайки, сварки, склеивания или накрутки.
Пайка – процесс соединения металлов, находящихся в твёрдом состоянии, путём введения в зазор расплавленного припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Такого рода соединения широко применяются при монтаже электрической аппаратуры, так как обладают низким и стабильным переходным сопротивлением, являются универсальными, легко подвергаются контролю и ремонту. К недостаткам пайки следует отнести высокую стоимость цветных металлов и флюсов, длительное воздействие высоких температур на соединяемые элементы, коррозионная активность остатков флюса, выделение вредных веществ в окружающую среду.
Сварка – процесс получения неразъёмного соединения материалов под действием активирующей энергии теплового поля, деформации, УЗ колебаний и их сочетаний. По сравнению с пайкой, сварка характеризуется следующими преимуществами: более высокой механической прочностью получаемых соединений, отсутствием присадочных материалов, незначительной дозированной тепловой нагрузкой на электрорадиоэлементы. К недостаткам относятся критичность при выборе соединяемых материалов, увеличение переходного сопротивления из-за образования интерметаллитов, невозможность группового контактирования и сложность ремонта.
Существует много разновидностей методов сварки, но наиболее часто применимы следующие: дуговая электросварка, ультразвуковая сварка, холодная сварка, термокомпрессионная сварка и сварка сдвоенным электродом.
Дуговая электросварка
Основана на плавлении металлов под действием электрической дуги, которая образуется при прохождении тока через воздушный промежуток между двумя проводниками. В роли первого проводника выступает свариваемый металл, в роли второго – угольный или металлический электрод. При электромонтаже дуговая сварка обеспечивает надёжность соединений при тепловых воздействиях, высокую механическую прочность, надёжный электрический контакт, а также соединение металлов, не поддающихся пайке. Применение сварки вместо пайки повышает производительность и снижает себестоимость изделия, вследствие отсутствия дорогостоящих припоев и флюсов, а также из-за более низких требований, предъявляемых к подготовке поверхностей. Основными недостатками такой сварки является невозможность разъединения сваренных поверхностей, что снижает ремонтопригодность аппаратуры и незначительная стойкость против коррозии.
Ультразвуковая сварка
Неразъёмные соединения образуются при совместном воздействии на детали механических колебаний высокой частоты и небольших уравновешивающих усилий. Эта сварка может быть точечной, шовной и стыковой. Применяется при соединении материалов, используемых для точечных контактов (платина, иридий, обладающие высокой износостойкостью) с несущими элементами, изготавливаемыми из бронзы. Кроме того, этим способом сваривают тугоплавкие металлы (титан, молибден и др.).
Холодная сварка
Сварка давлением при значительной пластической деформации без внешнего нагрева соединяемых частей. Для сварки используют механические и гидравлические прессы. Методом холодной сварки соединяют детали, изготовленные из пластичных материалов (алюминий, цинк). Существует возможность соединения разнородных материалов.
Термокомпрессионная сварка
О
![]() бычные
методы сварки при выполнении соединений
в интегральных схемах имеют весьма
ограниченное применение, что обусловлено
малыми размерами поперечных сечений
соединяемых материалов. Микросоединения
выполняют золотой или алюминиевой
проволокой диаметром менее 50 мкм.
Термокомпрессионная сварка осуществляется
при одновременном воздействии повышенной
температуры и давления. Нагрев повышает
пластичность выводов и позволяет
уменьшить давление, необходимое для
деформации. В зависимости от условий,
температура выбирается в пределах
250-400, время сварки
– 5-30 секунд. Различают два типа пуансонов:
клиновые и капиллярные. Пуансон
изготавливают из тугоплавких материалов
(молибден, вольфрам), не обладающих
адгезией к металлическому проводнику
в процессе сварки. Механизм осуществления
термокомпрессионного прессования
связан с разрушением окисной плёнки и
созданием жёсткого контакта между
соединяемыми поверхностями. При этом
происходит диспергирование окисных
плёнок с последующей взаимной диффузией.
Свойства соединения зависят от размеров
и материала проводника. По мере увеличения
площади поперечного сечения, прочность
соединения уменьшается. Это объясняется
увеличением теплопотерь через проводник.
Кроме того, в этом случае для обеспечения
надёжного соединения (создание условий
для диффузии) необходимо высокое
давление. К недостаткам метода относят
высокие требования к качеству соединяемых
поверхностей, низкая производительность
(до 200 соединений в час), низкая надёжность
при сварке алюминиевых проводов.
бычные
методы сварки при выполнении соединений
в интегральных схемах имеют весьма
ограниченное применение, что обусловлено
малыми размерами поперечных сечений
соединяемых материалов. Микросоединения
выполняют золотой или алюминиевой
проволокой диаметром менее 50 мкм.
Термокомпрессионная сварка осуществляется
при одновременном воздействии повышенной
температуры и давления. Нагрев повышает
пластичность выводов и позволяет
уменьшить давление, необходимое для
деформации. В зависимости от условий,
температура выбирается в пределах
250-400, время сварки
– 5-30 секунд. Различают два типа пуансонов:
клиновые и капиллярные. Пуансон
изготавливают из тугоплавких материалов
(молибден, вольфрам), не обладающих
адгезией к металлическому проводнику
в процессе сварки. Механизм осуществления
термокомпрессионного прессования
связан с разрушением окисной плёнки и
созданием жёсткого контакта между
соединяемыми поверхностями. При этом
происходит диспергирование окисных
плёнок с последующей взаимной диффузией.
Свойства соединения зависят от размеров
и материала проводника. По мере увеличения
площади поперечного сечения, прочность
соединения уменьшается. Это объясняется
увеличением теплопотерь через проводник.
Кроме того, в этом случае для обеспечения
надёжного соединения (создание условий
для диффузии) необходимо высокое
давление. К недостаткам метода относят
высокие требования к качеству соединяемых
поверхностей, низкая производительность
(до 200 соединений в час), низкая надёжность
при сварке алюминиевых проводов.
Сварка сопротивлением (сдвоенным электродом)
П
![]()
![]()
![]()
![]()



 ринцип
основан на разогреве проводника при
прохождении через него электрического
тока. Q=I2Rtc.
Из формулы видно, что чем больше ток и
сопротивление, чем дольше идёт процесс
сварки (tc),
тем больше выделяется тепла. Общее
сопротивление R
складывается из переходного сопротивления
Rэд между
сдвоенным электродом (1) и деталью (2),
сопротивления детали Rд
и сопротивления Rк
корпуса (3): R=Rэд+Rд+Rк.
При сварке элементов к проводящему
рисунку печатной платы не может быть
применена точечная сварка из-за
присутствия изоляционного основания
(4). Поэтому применяют сварку с параллельным
зазором электрода (сдвоенным электродом).
Зазор между электродами достигает
0,020,25 мм. Принцип
сварки основан на том, что два параллельных
тока отталкиваются друг от друга, то
есть один из них проходит через деталь,
а второй – через корпус. Глубина
проникновения тока зависит от величины
зазора. Обычно ток создаётся за счёт
конденсаторного разряда. Время сварки
порядка 10 секунд, напряжение 1,2 вольта,
давление 0,25 кгс. Достоинства метода –
это маленькое сопротивление контакта,
малое время контактирования, то есть
теплового воздействия, высокая прочность
соединения. Метод применяется там, где
необходимо произвести сборку при
минимальных расстояниях между соседними
контактными площадками. Есть у метода
и свои недостатки: необходимость подбора
оптимальных режимов, точность
позиционирования, высокая стоимость,
низкая ремонтопригодность, необходимость
частой очистки электродов.
ринцип
основан на разогреве проводника при
прохождении через него электрического
тока. Q=I2Rtc.
Из формулы видно, что чем больше ток и
сопротивление, чем дольше идёт процесс
сварки (tc),
тем больше выделяется тепла. Общее
сопротивление R
складывается из переходного сопротивления
Rэд между
сдвоенным электродом (1) и деталью (2),
сопротивления детали Rд
и сопротивления Rк
корпуса (3): R=Rэд+Rд+Rк.
При сварке элементов к проводящему
рисунку печатной платы не может быть
применена точечная сварка из-за
присутствия изоляционного основания
(4). Поэтому применяют сварку с параллельным
зазором электрода (сдвоенным электродом).
Зазор между электродами достигает
0,020,25 мм. Принцип
сварки основан на том, что два параллельных
тока отталкиваются друг от друга, то
есть один из них проходит через деталь,
а второй – через корпус. Глубина
проникновения тока зависит от величины
зазора. Обычно ток создаётся за счёт
конденсаторного разряда. Время сварки
порядка 10 секунд, напряжение 1,2 вольта,
давление 0,25 кгс. Достоинства метода –
это маленькое сопротивление контакта,
малое время контактирования, то есть
теплового воздействия, высокая прочность
соединения. Метод применяется там, где
необходимо произвести сборку при
минимальных расстояниях между соседними
контактными площадками. Есть у метода
и свои недостатки: необходимость подбора
оптимальных режимов, точность
позиционирования, высокая стоимость,
низкая ремонтопригодность, необходимость
частой очистки электродов.
Склеивание контактолами. Контактол состоит из эпоксидной смолы (65-80%) и мелкодисперсных частиц серебра или золота. Технология получения подобного соединения подразумевает последовательное выполнение следующих этапов:
-
Химическая очистка соединяемых поверхностей;
-
Нанесение на контактные площадки контактола с помощью шприца без иголки или сеткографии;
-
Установка на контактные площадки выводов элементов с определённым усилием;
-
Нанесение на склеиваемые поверхности дополнительной дозы пасты;
-
Сушка и контроль.
Процесс склеивания, в отличие от описанных ранее методов, не влияет на структуру соединяемых металлов, упрощая конструкцию контактных соединений и применяется в тех случаях, когда другие способы соединения неприменимы.
5. Защитные операции. Заключаются в нанесении на поверхность печатного узла влагозащитных покрытий и осуществляются при помощи пульвилизаторов, кистей или окунанием. В качестве влагозащитных покрытий используется эпоксидный компаунд (ЭД80) или нитроклей (К-38).