5.1. Калибры для контроля шлицевых валов и втулок с прямобочным профилем Условные обозначения:
D – номинальный наружный диаметр вала и втулки;
d – номинальный внутренний диаметр вала и втулки;
b – номинальная толщина зуба вала и ширина паза втулки;
Dmax – наибольший диаметр D вала;
Dmin – наименьший диаметр D втулки;
dmax – наибольший диаметр d вала;
dmin – наименьший диаметр d втулки;
bmax – наибольшая толщина зуба;
bmin – наименьшая ширина паза;
Dk – номинальный наружный диаметр калибра-пробки и калибра-кольца;
dk – номинальный внутренний диаметр калибра-пробки и калибра-кольца;
bk – номинальная толщина зуба калибра-пробки и ширина паза калибра-кольца;
Hd – допуск на изготовление калибра-пробки по центрирующему диаметру d;
HD – допуск на изготовление калибра-пробки по центрирующему диаметру D;
Hb – допуск на изготовление калибра-пробки по толщине зуба b;
H1d – допуск на изготовление калибра-кольца по центрирующему диаметру d;
H1D –допуск на изготовление калибра-кольца по центрирующему диаметру D;
H1b – допуск на изготовление калибра-кольца по ширине паза b;
Zd, Zb, ZD – расстояние от середины поля допуска на изготовление калибра-пробки до соответствующего наименьшего предельного размера втулки;
Z1d, Z1b, Z1D – расстояние от середины поля допуска на изготовление калибра-кольца до соответствующего наименьшего предельного размера вала;
Yd, Yb – допустимый выход размера изношенного калибра-пробки за границу поля допуска втулки;
Y1d, Y1b – допустимый выход размера изношенного калибра-кольца за границу поля допуска вала;
l1, l2 – длина рабочей части калибра.
Поля допусков для центрирующих диаметров шлицевых втулок и валов выбирают по табл. 23.
Таблица 23
Поля допусков центрирующих параметров шлицевых втулок и валов
и применяемых калибров
|
Втулка |
Калибр-пробка |
Вал |
Калибр-кольцо |
|
H6 H7 H8 F8
F10 D9
D10 JS10 |
H6 H7
F8 D9
JS10 |
g6 h6, h7 jS6 jS7 n6 f7 k7 d8, d9, d10 e8, e9 f8, f9 h8, h9, h10 |
g6 h6 jS6 n6 f7 k7 h8 f8
e8 d8 |
Центрирование по диаметрам D и d обеспечивает высокую соосность вала и ступицы по сравнению с центрированием по боковым граням.
Центрирование по боковым граням b обеспечивает более равномерное распределение нагрузки по зубьям.
Диаметр центрирования D и d выбирают из технологических условий. Если твердость материала втулки позволяет обработку протяжкой (350 НВ), то рекомендуют центрирование по D. При этом центрирующие поверхности отверстия калибруют протяжкой, а центрирующую поверхность вала – шлифованием. При высокой твердости втулки рекомендуют центрирование по d, в этом случае центрирующие поверхности отверстия и вала можно обрабатывать шлифованием.
Соединение с эвольвентным зубьями предпочтительны при больших диаметрах валов, когда для нарезания зубьев в отверстии и на валу могут быть использованы совершенные технологические способы, применяемые для зубчатых колес.
Типы шлицевых калибров-пробок и колец выбирают по табл. 24.
Таблица 24
Типы и назначение калибров
|
Наименование |
Назначение |
Схема калибра |
Примечание |
|
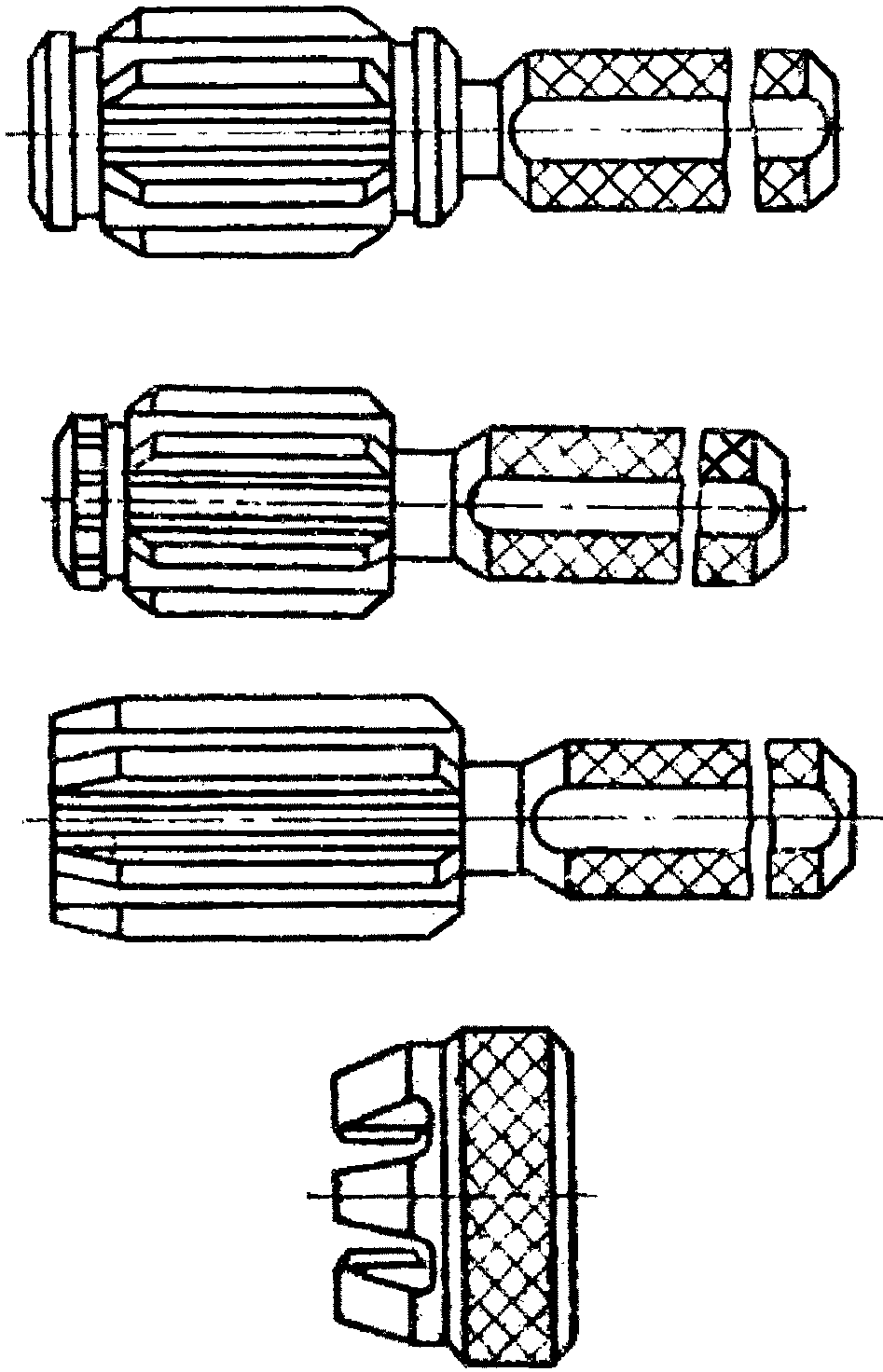
Калибры-пробки шлицевые прямобочные типов: 1
2
3
Калибры-кольца шлицевые прямобочные |
Комплексный контроль шлицевых отверстий
Комплексный контроль шлицевых валов
|
|
Рекомендуется применять при центрировании по d, D или b и длине контролируемой втулки не более 21
Допускается применять при центрировании по d и длине контролируемой втулки не менее 1,5l1
Допускается применять при центрировании по D или b
|