

28. Приводы с бесступенчатым регулированием скорости. Способы бесступенчатого регулирования.
В современных металлорежущих станках бесступенчатые приводы получили очень широкое распространение, благодаря следующим плюсам:
1. Возможность настройки режима обработки с очень высокой точностью.
2. Возможность изменения режимов обработки в процессе работы станка.
3. Плавность изменения скорости обработки позволяет легко выходить из области резонансных явлений.
Способы бесступенчатого регулирования.
Выбор способа в первую очередь зависит от назначения станка, требуемой мощности резания, необходимого диапазона регулирования, допустимого удорожания станка.
Различают следующие способы:
1. Электрический.
2. Гидравлический.
3. Механический.
4. Комбинированный.
Электрическое регулирование. Производят изменением частоты вращения вала эл.двигателя. К настоящему времени в станках используют системы частотного регулирования (скалярные или векторные). Благодаря им частота вращения вала эл.двигателя изменяется прямопропорционально частоте тока в сети.
Гидрорегулирование. Применение гидрорегулирования обусловлено рядомплюсов:
1. Широкий диапазон регулирования.
2. Быстрое изменение величины и направления скорости.
3. Плавный реверс.
4. Удобство дистанционного управления и автоматизация.
5. Автоматическое предохранение от перегрузок.
6. Самосмазываемость.
Минусы:
1. Отсутствие жесткости характеристики, в следствии изменение вязкости масла под воздействием температуры или в следствие утечки масла.
2. При малых скоростях (12..15м/мин.) работа гидропривода становится неустойчивой.
29.Регулирование с помощью вариатора.
Большинство механических вариаторов, применяемых в станкостроении, относятся к фрикционному типу. Работа таких вариаторов обусловлена потерями на трение, что вызвано следующими факторами:
1. Не благоприятным кинематическим условием в зоне контакта и возникновение, в следствие этого, разности скоростей в сопрягаемых точках рабочих поверхностей.
2. Деформация рабочих поверхностей в зоне контакта.
3. При перегрузках имеет место буксования рабочих тел вариаторов.
Минусы:
1. Невозможность установки определяемой скорости при остановленном вариаторе.
2. Отсутствие жесткости кинематической характеристики.
Все способы регулирования дают ограниченный диапазон:
- электрическое – до 6-8;
- гидравлический – до 25;
- механический – до 10;
Для увеличения диапазона регулирования комбинируют с шестеренными коробками.
30 Конструкции составных зубчатых блоков.
Составные зубчатые блоки по сравнению с цельными имеют меньшую длину и массу, в них можно сочетать различные материалы
При ремонте составных зубчатых блоков допускается замена только одного зубчатого венца вышедшего из строя. Зубчатые венцы составных зубчатых блоков работающее при динамических нагрузках более долговечны благодаря возможной их самоустановки и как следствие более равномерное распределение нагрузки по длине зуба.
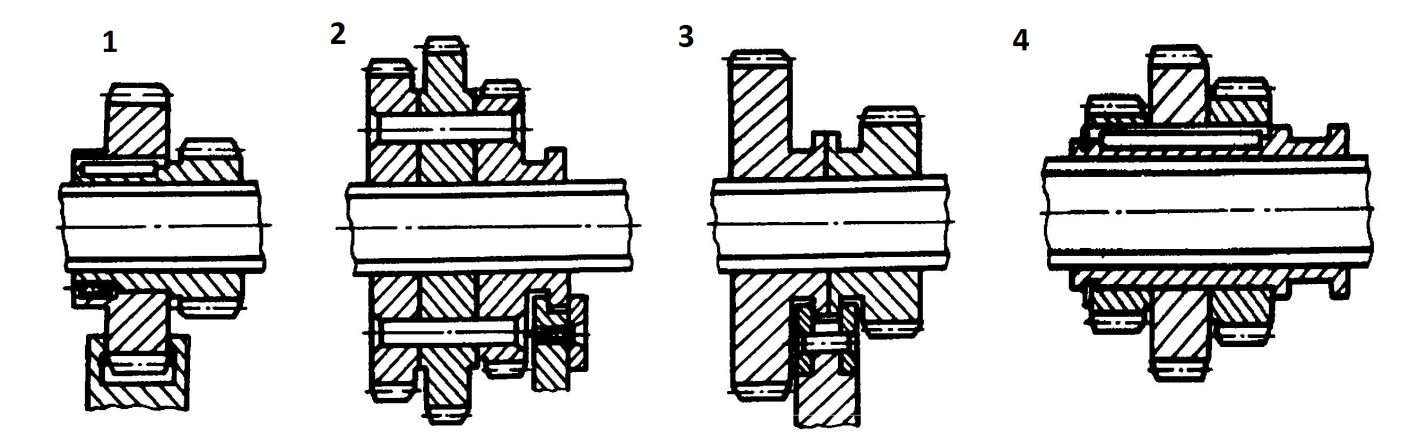
Насадное колесо размещено на ступице другого в качестве которого используется колесо с меньшим диаметром. Передача крутящего момента за счет крепления шпонкой в осевом направлении закреплена стопорным кольцом
Зубчатые колеса установлены непосредственно на валу. Между собой соединены при помощи развальцованных штифтов
Колеса соед. Между собой при помощи охватывающей составной вилки
Колеса расположены на общей втулке по средствам шпонки, не имеющие ступицы. Это способ используется, когда у наименьшего колеса значительное число зубьев.