

МК_Справочник_том_1
.pdf

Исторически сложилось так, что формула (4.2) записана по аналогии с форму- |
||||||||||||||||||||||||
лой (4.1), а отличие их состоит в коэффициенте продольного изгиба ϕ. Однако, в |
||||||||||||||||||||||||
отличие от центрального растяжения, где прочность определяется средним напря- |
||||||||||||||||||||||||
жением N/A, потеря устойчивости цетрально-сжатого стержня связана с боковым |
||||||||||||||||||||||||
выпучиванием. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Особо следует отметить, что при любом методе расчета критической сжимаю- |
||||||||||||||||||||||||
щей силы делается предположение о наличии хотя бы очень малого начального |
||||||||||||||||||||||||
погиба стержня. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Термин “пóгиб” употреблен в соответствии с [3] взамен “искривления”, так как |
||||||||||||||||||||||||
он отражает состояние стержня до нагружения, в то время как термин |
||||||||||||||||||||||||
“искривление” более относится к процессу нагружения, при котором элемент из- |
||||||||||||||||||||||||
гибается. Приобретенный изгиб для заданной силы соответствует некоторому но- |
||||||||||||||||||||||||
âîìó |
|
состоянию, |
|
характеризуемому |
|
|
|
|
|
|
|
|
||||||||||||
термином |
“прогиб”. |
Коэффициент |
|
|
|
|
|
|
|
x |
||||||||||||||
продольного изгиба ϕ введен для еди- |
Ñ |
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
||||||||||||||||||
нообразия |
формул |
(4.1) |
|
è |
(4.2), |
õîòÿ |
10 |
|
|
|
|
|
|
N |
||||||||||
процесс потери устойчивости связан с |
|
|
|
|
|
|
|
|||||||||||||||||
Ñý |
|
|
|
λ=80 |
|
|
||||||||||||||||||
изгибом даже очень коротких стержней |
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|||||||||||||||||
ïðè λ ≤ 30, ãäå λ = l / i; ïðè ýòîì ñóùå- |
Ñm |
|
|
|
1 |
|
f |
|
||||||||||||||||
ственную |
ðîëü |
|
играет |
|
пластическая |
|
|
|
|
|
||||||||||||||
|
|
5 |
|
|
|
|
|
|
|
|||||||||||||||
деформация. Диаграмма сжатия стреж- |
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|||||||||||||||||
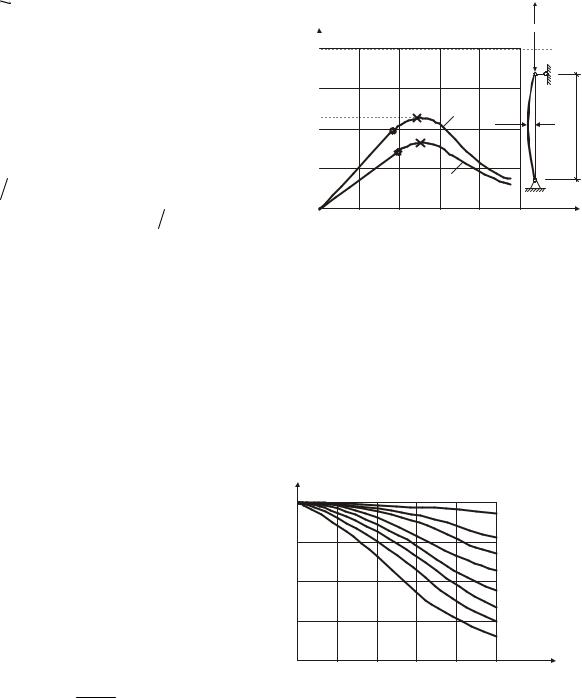
ня в координатах: безразмерное усилие |
|
|
|
|
2 |
|
|
|
||||||||||||||||
~ |
Nl |
2 |
EJ0 |
– |
|
продольная |
относи- |
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
||||||||||||||||
N = |
|
|
|
|
|
|
|
|
|
|
||||||||||||||
тельная деформация |
e = |
|
lE lRy |
ïîêà- |
0 |
|
0,5 |
1,0 |
1,5 |
2,0 |
2,5 |
ε/ε |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ò |
|
зана на рис.4.1, где кружком обозначе- |
Рис.4.1. Безразмерное усилие сжатия в |
|||||||||||||||||||||||
на точка начала фибровой текучести, |
зависимости от сближения концов эле- |
|||||||||||||||||||||||
знаком l отмечено предельное (макси- |
|
|
|
мента |
|
|
|
|||||||||||||||||
мальное) усилие |
|
~ |
|
, соответствующее |
|
|
|
|
|
|
|
|
||||||||||||
|
N m |
|
|
|
|
|
|
|
|
|||||||||||||||
нулевой отпорности стержня. Кривая 1 относится к малому начальному погибу |
||||||||||||||||||||||||
~ |
/l |
< 1/500; |
|
кривая 2 рассчитана для |
~ |
|
|
|
|
|
|
|
||||||||||||
f = f |
|
f = 1/200 [3]. |
|
|
|
|
|
|||||||||||||||||
Начальный участок кривой 1 соответствует упругому сжатию и практически одина- |
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
~ |
<1/500). Для больших начальных |
|||||||
ков для всех слабо искривленных стержней (0< f |
||||||||||||||||||||||||
погибов продольная податливость за счет |
|
|
|
|
|
|
|
|
||||||||||||||||
изгиба становится сопоставимой с подат- |
Eïð/E |
|
|
|
|
|
|
|
||||||||||||||||
ливостью вследствие сжатия, и при расче- |
|
|
|
|
|
|
|
|||||||||||||||||
òàõ |
необходимо |
|
учитывать |
|
изменение |
1 |
|
|
|
|
|
λ=30 |
||||||||||||
приведенного модуля, как показано на |
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
60 |
||||||||||||||||||
рис.4.2 [3]. Для стержней средних гибко- |
0,8 |
|
|
|
|
|
||||||||||||||||||
ñòåé (60< λ <100) после появления фибро- |
|
|
|
|
|
|
80 |
|||||||||||||||||
|
|
|
|
|
|
100 |
|
|||||||||||||||||
вой текучести довольно быстро достигает- |
0,6 |
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
120 |
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
~ |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
ся предельное усилие |
|
, которое ока- |
|
|
|
|
|
|
140 |
|
||||||||||||||
Nm |
0,4 |
|
|
|
|
|
160 |
|
||||||||||||||||
зывается |
много |
меньшим |
|
безразмерной |
|
|
|
|
|
|
200 |
|
||||||||||||
критической эйлеровой силы |
|
|
|
0,2 |
0,2 |
0,4 |
0,6 |
0,8 |
1 |
(fìo |
/ l)102 |
|||||||||||||
|
|
|
|
~ |
|
|
N |
ýl |
2 |
|
|
2 |
|
|
|
|
||||||||
|
|
|
|
= |
= π |
|
|
|
Рис.4.2. Зависимость относительного приве- |
|||||||||||||||
|
|
|
|
N ý |
EJ |
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
денного модуля |
упругости |
îò |
начального |
|||||||
(äëÿ |
шарнирных |
закреплений |
обоих |
|||||||||||||||||||||
|
|
погиба стержня |
|
|
||||||||||||||||||||
концов). |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
209 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
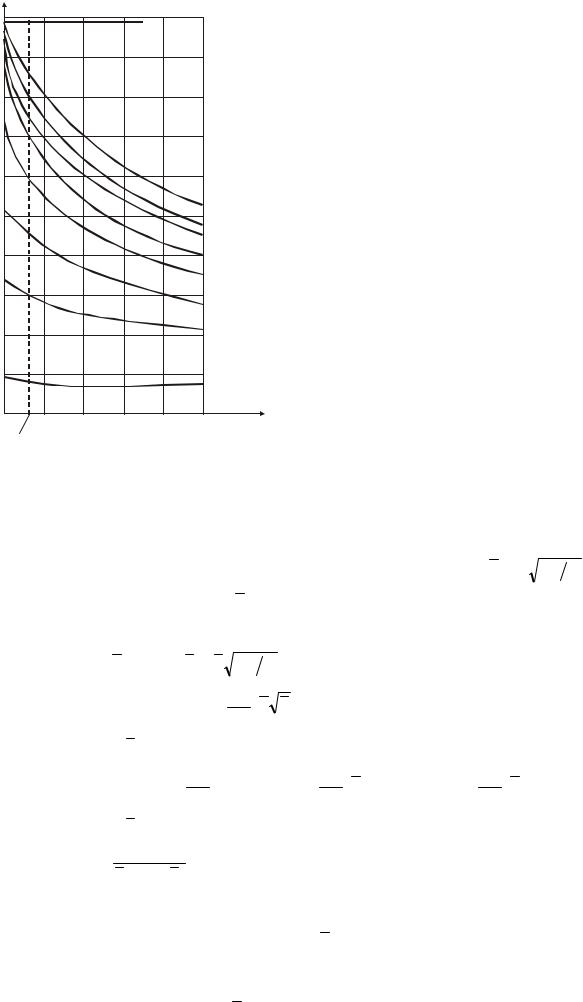
Äëÿ |
стержней |
большой |
гибкости |
|||||||
N |
|
2 |
|
|
|
|
|
|
|
|
|
|
(120<l<150) предельное усилие также оп- |
|||||||||||
m |
Ný= p |
|
|
|
|
|
|
|
|
|
|
|||||||||||||
-10 |
|
|
|
|
|
|
|
|
|
|
|
|
ределяется |
пластической |
деформацией и |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
-9 |
|
|
|
|
|
|
|
|
|
|
|
|
на уровне нормативного начального погиба |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
f /l = 1/750 оказывается значительно мень- |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
-8 |
|
|
|
|
|
|
|
|
|
|
|
|
шим эйлеровой силы |
~ |
ý , как показано на |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
N |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
ðèñ.4.3. |
Здесь представлены |
зависимости |
|||||||||
-7 |
|
|
|
|
|
|
|
|
|
|
|
|
безразмерных значений предельных нагру- |
|||||||||||
-6 |
|
|
|
|
|
|
|
|
|
|
|
|
зок от значений начального погиба для |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
шарнирно-опертых стержней прямоуголь- |
||||||||||||
-5 |
|
|
|
|
|
|
|
|
l = 200 |
|
ного сечения при разных значениях гибко- |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
~ |
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
160 |
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
ñòè: N m (f ,l) . Эти зависимости получены |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
140 |
|
íà |
основании многочисленных |
расчетов, |
||||||||||
-4 |
|
|
|
|
|
|
|
|
|
120 |
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
100 |
|
проведенных по |
методике, разработанной |
|||||||||||
-3 |
|
|
|
|
|
|
|
|
|
80 |
|
â |
[3]. |
|
Ïðè |
достижении |
предельной на- |
|||||||
|
|
|
|
|
|
|
|
|
|
|
грузки |
|
è |
дальнейшем |
деформировании |
|||||||||
|
|
|
|
|
|
|
|
|
|
60 |
|
|
||||||||||||
-2 |
|
|
|
|
|
|
|
|
|
|
стержня боковой прогиб быстро растет, а |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
усилие |
|
падает |
(закритическая |
работа |
|||||||
-1 |
|
|
|
|
|
|
|
|
|
30 |
|
стержня), поэтому у стержней, работающих |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
на сжатие, |
фактически нет запасов несу- |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
0 |
|
0,2 |
0,4 |
0,6 |
0,8 |
|
|
1 |
|
~ |
|
2 |
щей способности. |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
1/750 |
|
|
|
f ×10 |
|
Для стержней малой гибкости (1< l <40) |
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
предельное |
усилие |
существенно |
больше |
||||||||||
|
|
|
|
|
|
|
|
|
|
~ |
|
|
||||||||||||
Рис.4.3. Предельные нагрузки |
Nm( f ,l) |
|
усилия фибровой текучести. |
|
|
|||||||||||||||||||
в зависимости от начального погиба |
|
|
|
Таким образом коэффициент продоль- |
||||||||||||||||||||
|
|
|
стержня |
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
ного изгиба j зависит от гибкости стержня |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
и от предела текучести стали. |
Последнюю |
||||||||||
зависимость обычно учитывают введением условной гибкости |
l = l |
Ry |
E . Äëÿ |
|||||||||||||||||||||
удобства пользования кривые j(l) |
|
часто описываются экстраполяционными фор- |
||||||||||||||||||||||
мулами, например, в нормах [2] приведены следующие соотношения: |
|
|
||||||||||||||||||||||
|
|
ïpè 0 < l £ 2,5 |
(l = l |
Ry |
E ) |
|
|
|
|
|
|
|
|
|
ü |
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
ï |
|
||||||||||||
|
|
|
j = |
1 - |
æ |
|
- 5,53 |
Ry |
ö |
|
l ; |
|
|
|
|
|
|
|
|
|
ï |
|
||
|
|
|
ç0,073 |
E |
÷ l |
|
|
|
|
|
|
|
|
|
ï |
|
||||||||
|
|
|
|
|
è |
|
|
|
|
ø |
|
|
|
|
|
|
|
|
|
|
|
ï |
|
|
|
|
ïpè 2,5 < l £ 4,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ï |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ï |
|
||||
|
|
|
|
|
|
|
Ry |
|
|
|
|
|
|
Ry |
|
|
|
|
|
Ry ö 2 |
ï |
(4.3) |
||
|
|
|
j = 147, - 130, |
- |
æ |
|
|
|
|
ö |
æ |
0,0275 - 5,53 |
ý |
|||||||||||
|
|
|
E |
ç0,371 - 27,3 |
E |
÷ l + ç |
E |
÷ l |
; ï |
|
||||||||||||||
|
|
|
|
|
|
|
|
è |
|
|
|
|
ø |
è |
|
|
|
ø |
ï |
|
||||
|
|
ïpè 4,5 < l |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ï |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ï |
|
|||
|
|
|
j = |
|
332 |
|
|
. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ï |
|
|
|
|
l2 (51 - l) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ï |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ï |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
þ |
|
|
Формула (4.2) составлена фактически для безразмерной силы |
~ |
|
|
||||||||||||||||||||
|
N = N/RyA, ïî- |
|||||||||||||||||||||||
этому при использовании зависимости |
j(l) |
|
возникает необходимость введения |
|||||||||||||||||||||
существенных поправок, учитывающих влияние формы поперечного сечения. На- |
||||||||||||||||||||||||
пример, в нормах [4] все виды сечений разбиты на четыре типа и для каждого типа |
||||||||||||||||||||||||
рассчитана своя зависимость |
j(l) |
(ðèñ.4.4). |
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
210 |