МК_Справочник_том_1
.pdf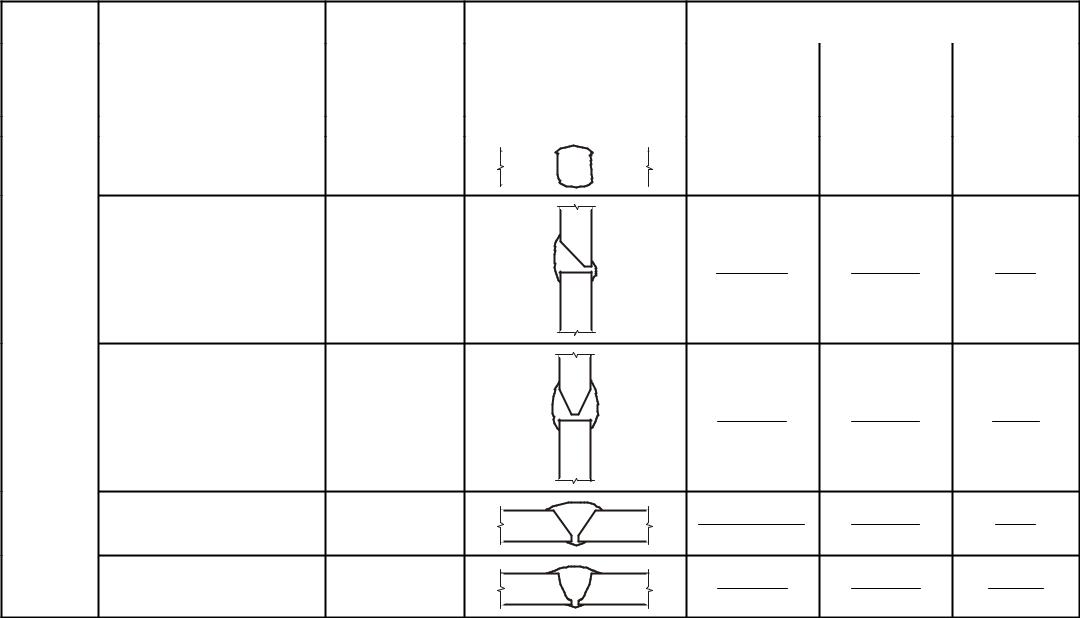
|
|
|
|
|
|
Продолжение табл.3.2 |
|
1 |
|
2 |
3 |
4 |
5 |
6 |
7 |
|
|
|
Односторонний на |
|
Ñ19 − ÀÔîÏÔî |
Ñ19 − ÓÏ |
Ñ19 |
|
Со скосами двух кромок |
остающейся |
|
||||
|
|
|
подкладке |
|
8 − 30 |
3 − 60 |
6 − 100 |
Стыковое |
С двумя симметричными |
Двусторонний |
|
Ñ25 − ÀÔÏÔ |
Ñ25 − ÓÏ |
Ñ25 |
|
|
скосами |
двух кромок |
|
|
|||
|
|
|
|
|
18 − 60 |
6 − 120 |
8 − 120 |
|
С двумя несимметричными |
Òî æå |
|
Ñ39 − АФшПФш |
‰ |
Ñ39 |
|
|
скосами |
двух кромок |
|
||||
|
|
|
16 − 60 |
|
12 − 120 |
||
|
|
|
|
|
|
||
|
Без скоса |
кромок |
Òî æå |
|
Ó5 − АФшПФш |
Ó5 − ÓÏ |
Ó5 |
|
|
4 − 14 |
8 − 30 |
2 − 30 |
|||
|
|
|
|
|
|||
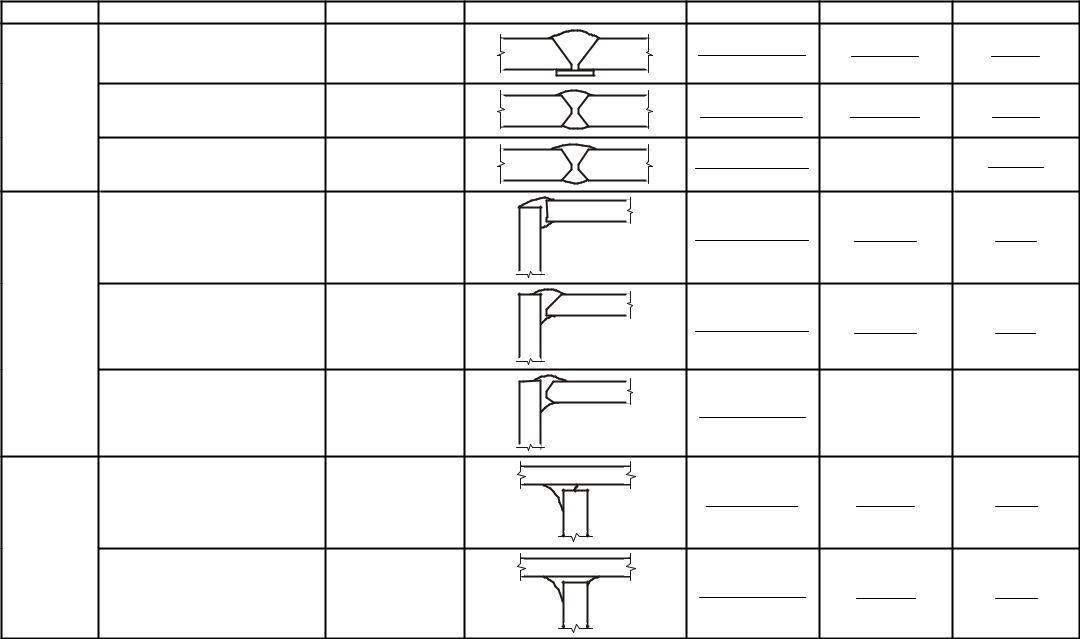
Угловое |
Со скосом одной кромки |
Òî æå |
|
Ó7 − АФшПФш |
Ó7 − ÓÏ |
Ó7 |
|
|
8 − 20 |
6 − 60 |
3 − 60 |
||||
|
|
|
|
|
|||
|
С двумя несимметричными |
Òî æå |
|
Ó3 − АФшПФш |
|
|
|
|
скосами одной кромки |
|
‰ |
‰ |
|||
|
|
|
20 − 40 |
||||
|
|
|
|
|
|
|
|
|
Без скоса кромок |
Односторонний |
|
Ò1 − ÀÔ,ÏÔ |
Ò1 − ÓÏ |
Ò1 |
|
|
|
3 − 40 |
0,8 − 40 |
2 − 40 |
|||
|
|
|
|
|
|||
Тавровое |
|
|
|
|
|
|
|
|
Òî æå |
|
Двусторонний |
|
Ò3 − АФшПФш |
Ò3 − ÓÏ |
Ò3 |
|
|
|
3 − 20 |
0,8 − 40 |
2 − 40 |
||
|
|
|
|
|
|||
|
|
|
|
|
|
|
163 |
|
|
|
|
|
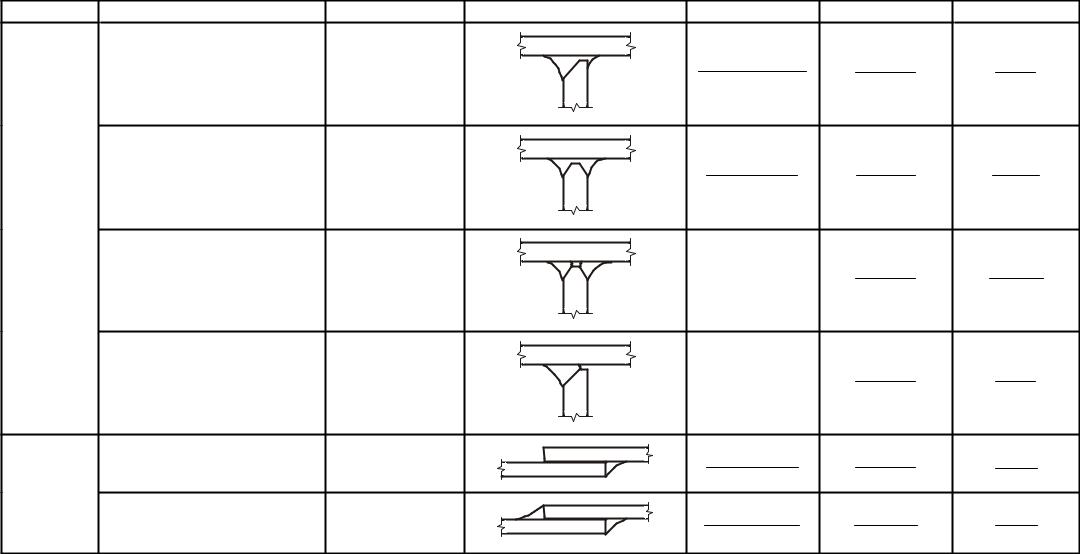
Продолжение табл.3.2 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Со скосом одной кромки |
Òî æå |
|
Ò7 − АФшПФш |
Ò7 − ÓÏ |
Ò7 |
|
|
|
|
|
8 − 30 |
3 − 60 |
3 − 60 |
С двумя симметричными |
|
|
Ò8 − ÀÔ ÏÔ |
Ò8 − ÓÏ |
Ò8 |
|
скосами кромки с полным |
Òî æå |
|
||||
|
16 − 40 |
6 − 80 |
8 − 100 |
|||
проваром |
|
|
|
|||
Тавровое |
|
|
|
|
|
|
С двумя симметричными |
|
|
|
Ò9 − ÓÏ |
Ò9 |
|
скосами кромки с неполным |
Òî æå |
|
‰ |
|||
|
12 − 100 |
12 − 100 |
||||
проваром |
|
|
|
|||
|
|
|
|
|||
Со скосом одной кромки |
Односторонний |
|
‰ |
Ò6 − ÓÏ |
Ò6 |
|
|
|
|
|
3 − 60 |
3 − 60 |
|
|
|
|
|
|
||
Без скоса кромок |
Òî æå |
|
Í1 − ÀÔ ÏÔ |
Í1 − ÓÏ |
Í1 |
|
Нахлес- |
|
|
|
1 − 20 |
0,8 − 60 |
2 − 60 |
точное |
|
|
|
Í7 − ÀÔ ÏÔ |
Í2 − ÓÏ |
Í2 |
Òî æå |
|
Двусторонний |
|
|||
|
|
|
|
1 − 20 |
0,8 − 60 |
2 − 60 |
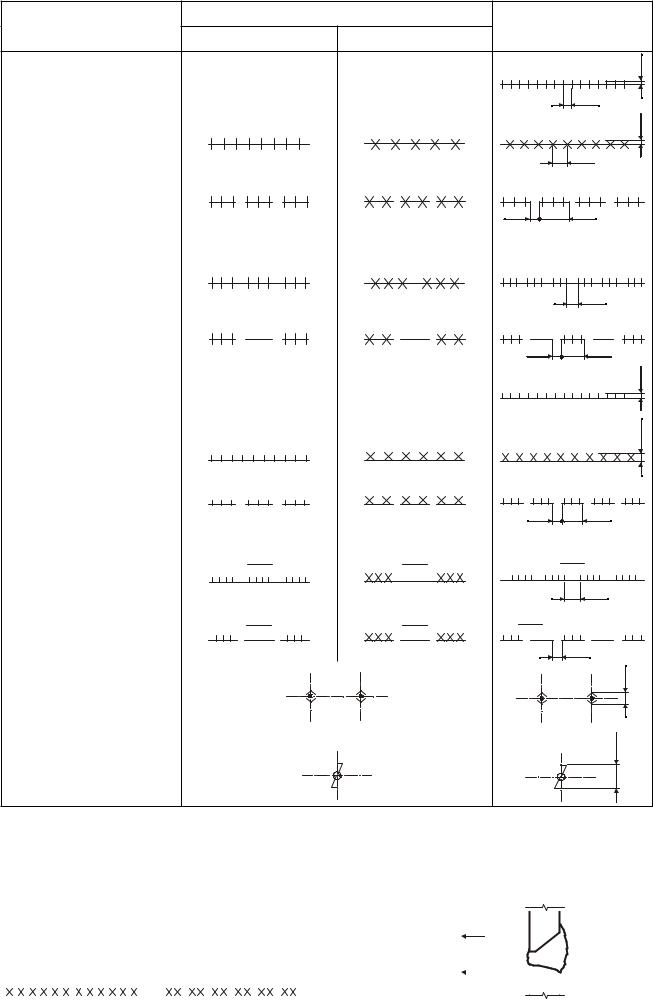
Ï ð è ì å ÷ à í è å . Â òàáë.3.2 |
приняты следующие обозначения способов сварки: АФ – автоматическая на весу; АФô – автоматическая на флюсовой |
|||||
подушке; АФî – автоматическая на остающейся подкладке; АФш – автоматическая с предварительным наложением подварочного шва; АФк – àâòî- |
||||||
матическая с предварительной подваркой корня шва; ПФ – полуавтоматическая на весу; ПФî – полуавтоматическая на остающейся подкладке; ПФш – |
||||||
полуавтоматическая с предварительным наложением подварочного шва; УП – в углекислом газе или его смеси с кислородом плавящимся электродом. |
||||||
|
|
|
|
|
|
164 |