

МК_Справочник_том_1
.pdfматической температуре (расчетная температура ниже -40 °C «северное исполне- |
||||||||||||||
ние»). В последнем случае к стали предъявляются требования по ударной вязкости |
||||||||||||||
не менее 30 Дж/см2 при минус 70 °C. |
|
|
|
|
|
|
|
|
||||||
|
KCU, ÌÄæ/ì2 |
|
|
|
|
HV |
|
|
|
|
|
|
||
à) |
1,4 |
|
|
|
|
|
á) |
340 |
|
|
|
|
|
|
|
1,2 |
|
|
|
|
|
|
320 |
|
|
|
|
|
|
|
1 |
|
|
+20° |
|
|
300 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
0,8 |
|
|
|
|
|
|
280 |
|
|
|
|
|
|
|
0,6 |
|
|
-40° |
|
|
260 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
0,4 |
|
|
|
|
|
|
240 |
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
||
|
0,3 |
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
0,2 |
|
|
|
|
|
|
220 |
|
|
|
|
|
|
|
0 |
10 |
20 |
30 |
40 |
50 |
60 |
0 |
10 |
20 |
30 |
40 |
50 |
60 |
|
|
|
|
Скорость охлаждения при 600°Ñ, °Ñ/ñ |
|
|
|
|
||||||
|
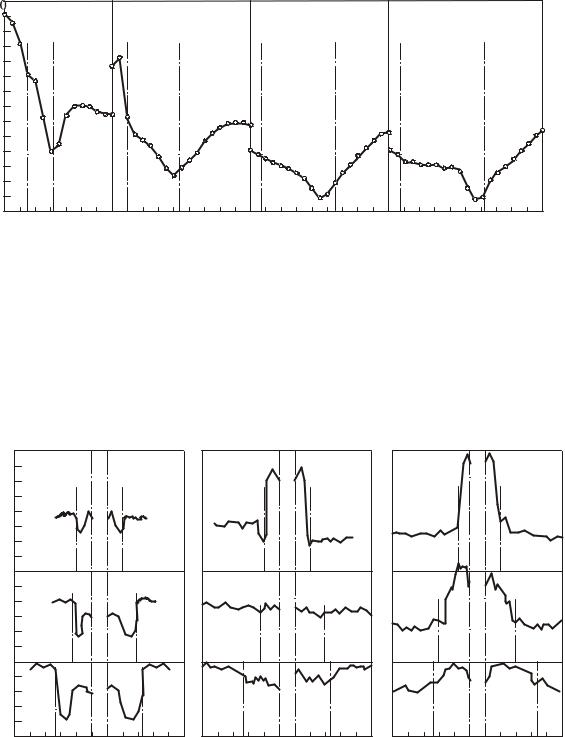
Рис.1.7. Влияние скорости охлаждения при сварке на ударную вязкость (à) è |
|||||||||||||
|
максимальную твердость (á) в околошовной зоне сталей 14Г2АФ и 16Г2АФ |
|
||||||||||||
1 – сталь содержит 0,14% С, 1,34% Mn, 0,47% Si, 0,14% V, 013% N; 2 – 0,19% Ñ, 1,65% Mn, 0,57% Si, 0,11% V, 0,015% N
Стали указанных марок обычно поставляются металлургическими заводами преимущественно в виде листов толщиной 8–50 мм. Кроме того, освоено изготовление из стали марки 16Г2АФ электросварных труб диаметром 165–426 мм и с толщиной стенки 3–9 мм, а также горячекатаных бесшовных труб диаметром до
426мм и толщиной 20–40 ìì.
1.6.3АКАЛЕННО-ОТПУЩЕННЫЕ ЭКОНОМНО-ЛЕГИРОВАННЫЕ СТАЛИ
ВЫСОКОЙ ПРОЧНОСТИ
Для нормализованной высокопрочной стали с феррито-перлитной микроструктурой гарантируемые значения предела текучести и временного сопротивления разрыву не превышают 500 и 650 МПа соответственно. Более высокую прочность при сохранении необходимого уровня свариваемости и хладостойкости удается получить, подвергая сталь закалке и отпуску [7]. При этом возможны разнообразные вариации химического состава. Однако наиболее эффективными и здесь оказываются стали с карбонитридным упрочнением [30]. Сущность карбонитридного упрочнения при этом не изменяется. Особенность состоит лишь в том, что измельчение зерна аустенита нерастворившимися при нагреве для закалки дисперсными карбонитридами способствует измельчению микроструктуры продуктов закалки («пакетов» мартенсита и нижнего бейнита), а растворившиеся карбонитриды обеспечивают упрочнение, обусловленное дисперсионным твердением и торможением процессов возврата и рекристаллизации при отпуске.
Следует указать, что путем одной лишь закалки рядовой низколегированной стали типов 14Г2, 16ГС, 14ХГС и других употребляемых в прокате толщин (до 20 мм включительно) достигается весьма высокое упрочение с пределом текучести s0,2 ³ 750 и временным сопротивлением разрыву sâ ³ 850 МПа при сохранении достаточной пластичности d5 ³ 12 % и y ³ 45 %. Однако под действием тепла свароч- ной дуги такая закаленная сталь разупрочняется на 15–30 %. Разупрочнение, обусловленное высоким отпуском и перекристаллизацией, достигает максимума на участке неполной перекристаллизации вблизи его внешней границы (рис.1.8). От-
51
носительная величина разупрочнения и ширина охватываемого им участка тем |
|||||||||||||||||||||||||
больше, чем значительнее тепловложение сварки и чем выше упрочнилась сталь |
|||||||||||||||||||||||||
при закалке. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
HV |
|
|
|
|
|
|
|
|
|
|
|
14ХГС Закаленная |
|
|
|
|
|
|
|
||||||
400 |
|
|
q/v, ÌÄæ/ì |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
360 |
|
|
|
|
0,88 |
|
|
|
|
|
2,22 |
|
|
|
|
|
3,9 |
|
|
|
|
|
4,95 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
320 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
280 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
240 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
200 |
T =T |
|
T =Ac |
1 |
T =T |
|
T =Ac |
1 |
T =T |
|
T =Ac |
1 |
T =T |
|
T =Ac |
1 |
|||||||||
|
|
m ïë |
m |
|
m ïë |
m |
|
|
m ïë |
m |
|
m ïë |
m |
||||||||||||
160 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
2 |
4 |
6 |
8 10 12 0 |
2 |
4 |
6 |
8 10 1214 16 0 |
2 |
4 |
6 |
8 10 121416 |
|
2 |
4 |
6 |
8 10 12 14 1618 20 |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
Расстояние, мм |
|
|
|
|
|
|
|
|
|||||
Рис.1.8. Распределение твердости в околошовной зоне сварных соединений толщиной 20 мм, закаленной душем низколегированной стали марки 14ХГС при сварке с разным тепловложением
Легирование молибденом, ванадием, а также некоторыми другими элементами, способствуя сохранению высокой прочности в состоянии после закалки и отпуска, позволяет существенно уменьшить степень разупрочнения и ширину разупрочненной зоны (рис.1.9). Из числа предложенных в России высокопрочных закаленно-
HV |
12Ã2ÑÌÔ |
|
|||
340 |
|
|
|
|
|
300 |
|
|
|
|
|
260 |
|
|
|
|
|
320 |
|
|
|
|
|
280 |
|
|
|
|
|
240 |
|
|
|
|
|
280 |
|
|
|
|
|
240 |
|
|
|
|
|
200 |
|
|
|
|
|
16 12 8 |
4 |
0 |
0 |
4 |
8 12 16 |
12ÃÍ2ÌÔÀÞ |
|||||
|
|
|
|
|
1,47 |
|
|
|
|
|
4 |
|
|
|
|
|
7,78 |
16 12 8 |
4 |
0 |
0 |
4 |
8 12 16 |
12ÕÃÍ2ÌÔÀÞ |
|||||
16 12 8 |
4 |
0 |
0 |
4 |
8 12 16 |
Расстояние от границы плавления, мм
Рис.1.9. Распределение твердости в околошовной зоне сварных соединений толщиной 20 мм термоулучшенных высокопрочных сталей марок 12Г2СМФ, 12ГН2МФАЮ и 12ХГН2МФБАЮ при автоматической сварке с разным тепловложением
отпущенных сталей для различных сварных строительных конструкций может быть рекомендована сталь марок 12Г2СМФ, 12ГН2МФАЮ, 14Х2ГМР и 12ХГН2МФБАЮ. Химический состав сталей и их гарантируемые механические свойства приведены в табл.1.22 и 1.23.
52
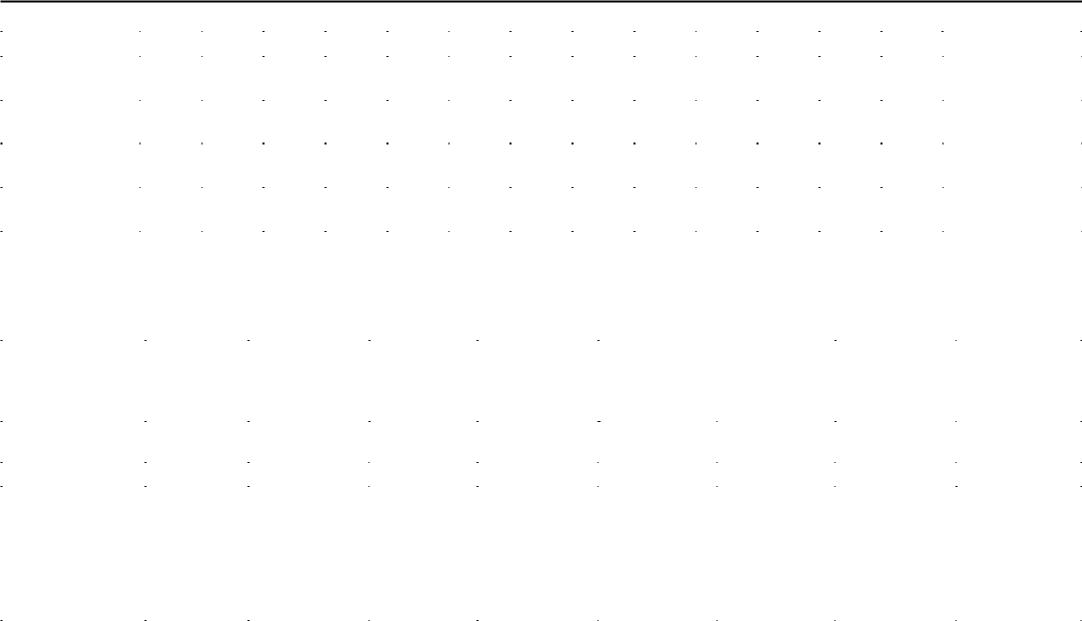
Таблица 1.22. Химический состав высокопрочных закаленно-отпущенных сталей
Сталь |
|
|
|
|
|
Содержание, % |
по массе |
||
|
|
|
|
|
|
|
|
|
|
марки |
|
|
|
|
|
|
|
|
|
C |
Mn |
Si |
Cr |
Ni |
Cu |
Mo |
|
V |
|
|
|
|
|
|
|
|
|
|
|
12Ã2ÑÌÔ* |
0,09 – |
1,3 – |
0,4 – |
≤ 0,3 |
≤ 0,3 |
≤ 0,3 |
0,15 – |
|
0,07 – |
|
0,15 |
1,7 |
0,7 |
|
|
|
0,25 |
|
0,15 |
|
|
|
|
|
|
|
|
|
|
12ÃÍ2ÌÔÀÞ |
0,09 – |
0,9 – |
0,2 – |
0,2 – |
1,4 – |
≤ 0,3 |
0,15 – |
|
0,05 – |
|
0,14 |
1,4 |
0,5 |
0,5 |
1,75 |
|
0,25 |
|
0,1 |
|
|
|
|
|
|
|
|
|
|
14Õ2ÃÌÐ** |
0,1 – |
0,9 – |
0,17 – |
1,4 – |
≤ 0,3 |
≤ 0,3 |
0,45 – |
|
0,03 |
|
0,17 |
1,2 |
0,37 |
1,7 |
|
|
0,55 |
|
|
|
|
|
|
|
|
|
|
|
|
12ХГН2МФБАЮ |
0,09 – |
0,9 – |
0,3 – |
0,5 – |
1,4 – |
≤ 0,3 |
0,3 – |
|
0,05 – |
|
0,16 |
1,3 |
0,5 |
0,9 |
1,7 |
|
0,4 |
|
0,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ÒÓ |
|
|
|
|
|
|
|
|
Nb |
Al |
N |
|
S |
P |
|
|
|
|
|
|
|
|
|
|
– |
|
– |
– |
|
≤ 0,035 |
≤ 0,035 |
ÒÓ 14-1-1308-75 |
|
|
|
|
|
|
|
|
– |
|
0,05 – |
0,02 |
– |
≤0,035 |
≤0,035 |
ÒÓ 14-1-1772-76 |
|
|
0,1 |
0,03 |
|
|
|
|
|
|
|
|
|
|
|
|
– |
|
– |
– |
|
≤0,035 |
≤0,035 |
ÒÓ 14-101-156-7 |
|
|
|
|
|
|
|
|
0,02 |
– |
0,05 – |
0,02 |
– |
≤0,035 |
≤0,035 |
ÒÓ 14-104-13-7 |
0,06 |
|
0,1 |
0,03 |
|
|
|
|
|
|
|
|
|
|
|
|
*Допускается для повышения вязкости введение в сталь марки 12 Г2СМФ 0,05 – 0,10% алюминия и 0,015 – 0,03% азота, при этом сталь обозна- чается 12Г2СМФАЮ.
**В сталь марки 14Х2ГМР вводится 0,002 – 0,006% áîðà.
Таблица 1.23. Механические свойства листовых высокопрочных закаленно-отпущенных сталей
|
|
|
|
|
Ударная вязкость KCU, |
Количество |
|
|
Испытание на |
||
|
|
Временное |
Предел |
Относительное |
волокна в из- |
|
|
изгиб в холод- |
|||
Сталь марки |
Толщина |
сопротивление |
текучести, |
удлинение δ , |
Äæ/ñì2 |
при температуре °Ñ |
ломе крупной |
|
|
ном состоянии |
|
листов, мм |
разрыву, |
ÌÏà |
5 |
|
|
|
судостроитель- |
|
íà 180° ïðè äè- |
||
|
% |
|
|
|
|
||||||
|
|
ÌÏà |
|
|
|
|
|
ной пробы |
|
|
аметре оправки, |
|
|
|
|
-40 |
|
-70 |
|
|
|||
|
|
|
|
|
|
ïðè +20°Ñ, % |
|
равном |
|||
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Не менее |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12Ã2ÑÌÔ |
10–36 |
685 |
590 |
14 |
34 |
|
– |
– |
|
|
3a |
|
|
|
|
|
|
|
|
|
|
|
|
12ÃÍ2ÌÔÀÞ |
16–40 |
685 |
590 |
14 |
– |
|
29 |
80 |
|
|
3a |
|
|
880 |
785 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14Õ2ÃÌÐ |
4–50 |
685 |
590 |
14 |
39 |
|
– |
– |
|
|
3a |
|
|
|
|
|
|
|
|
|
|
|
|
12ХГН2МФБАЮ |
16–40 |
835 |
735 |
2 |
– |
|
29 |
50 |
|
|
3a |
|
|
|
|
|
|
|
|
|
|
|
|
53
|
Сталь марок 12Г2СМФ, 12ГН2МФАЮ и 12ХГН2МФБАЮ принадлежат к груп- |
|||||||||||||||||||
пе сталей с карбонитридным упрочнением, сталь марки 14Х2ГМФ относится к |
||||||||||||||||||||
бейнитным сталям (при охлаждении на воздухе после аустенитизации в прокате |
||||||||||||||||||||
значительной толщины образуется микроструктура бейнит). Тепловое воздействие |
||||||||||||||||||||
сварки несколько уменьшает исходную твердость в околошовной зоне стали марки |
||||||||||||||||||||
12Г2СМФ, однако разупрочненный участок узок (2–10 мм) и не вызывает сниже- |
||||||||||||||||||||
ния временного сопротивления разрыву образцов сварных соединений с попереч- |
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
ными сварными швами при растяжении. |
|||||||||||
|
0,9 |
|
|
|
|
|
+20 |
Разупрочнение при |
сварке |
других реко- |
||||||||||
|
0,8 |
|
|
|
|
|
мендуемых сталей мало и его практически |
|||||||||||||
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
не следует принимать во внимание. |
|
|
||||||||||
|
0,7 |
|
|
|
|
|
+20 |
|
|
|||||||||||
ÌÄæ/ì |
|
|
|
|
|
Два варианта проката |
высокопрочной |
|||||||||||||
|
|
|
|
|
|
|||||||||||||||
0,6 |
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
-60 |
закаленно-отпущенной |
стали |
предусмат- |
|||||||||||
0,5 |
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
ривает ГОСТ 27772-88*. Эти стали имеют |
|||||||||||||
0,4 |
|
|
|
|
|
|
-60 |
|||||||||||||
KCU, |
|
|
|
|
|
|
наименование С590 |
è |
Ñ590Ê. Ïðè |
ýòîì |
||||||||||
0,3 |
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
сталь С590 |
поставляется |
â |
|
виде листов |
|||||||||
0,2 |
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
толщиной 10–36 ìì è |
ïî |
химическому |
||||||||||
|
0,1 |
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
составу аналогична стали марки 12Г2СМФ |
||||||||||||
|
0 |
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
по табл.1.22; сталь С590К поставляется в |
||||||||||||
|
|
|
|
|
|
|
|
|
||||||||||||
|
+30 |
|
|
|
|
|
|
|
листах толщиной 10–40 мм и ее химиче- |
|||||||||||
|
+20 |
|
|
|
|
|
|
|
ский состав соответствует составу стали |
|||||||||||
|
+10 |
|
|
|
|
|
|
|
марки 12ГН2МФАЮ по той же таблице. |
|||||||||||
, C |
0 |
|
|
|
|
|
|
|
Нормы механических свойств для листов |
|||||||||||
|
|
|
|
|
|
|
сталей С590 |
è Ñ590Ê |
òå |
æå, ÷òî |
è |
â |
||||||||
-10 |
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
табл.1.23 для соответствующих сталей. |
|
|
||||||||||
T |
-20 |
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
Сталь марки 12Г2СМФ рекомендуется |
||||||||||||
|
-30 |
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
äëÿ |
конструкций, |
эксплуатируемых |
â |
|||||||||
|
-40 |
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
обычных условиях при расчетной темпера- |
||||||||||||
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
туре не ниже минус 40 °С. Сталь марок |
|||||||||||
|
370 |
|
|
|
|
|
|
|
12ГН2МФАЮ и 12ХГН2МФБАЮ благо- |
|||||||||||
HV |
350 |
|
|
|
|
|
|
|
äàðÿ |
повышенной хладостойкости может |
||||||||||
330 |
|
|
|
|
|
|
|
быть использована для наиболее ответст- |
||||||||||||
Твердость, |
310 |
|
|
|
|
|
|
|
венных металлоконструкций, в том числе |
|||||||||||
|
|
|
|
|
|
|
эксплуатируемых при |
динамическом |
íà- |
|||||||||||
290 |
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
гружении и расчетной температуре минус |
|||||||||||||
270 |
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
40 °С («северное исполнение»). Свои пре- |
|||||||||||||
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
10 |
20 |
30 |
40 |
50 |
имущества в хладостойкости эти стали со- |
|||||||||||
|
|
Мгновенная скорость охлаждения |
храняют |
è â |
околошовной |
зоне сварных |
||||||||||||||
|
|
|
|
ïðè 600°Ñ, °Ñ/ñ |
|
|
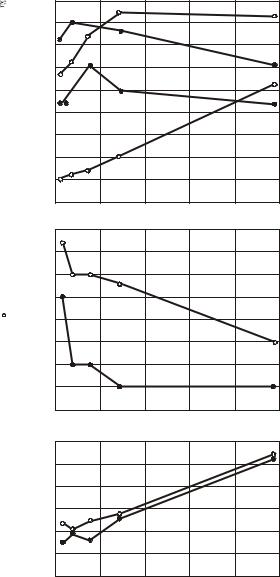
соединений (рис.1.10). Оптимальные свой- |
|||||||||||||
|
|
|
|
|
|
|
|
|
||||||||||||
Рис.1.10. Зависимость |
ударной |
вязкости |
ства в околошовной зоне достигаются при |
|||||||||||||||||
при плюс 20 и минус 60°, а также темпе- |
сварке на тепловых режимах, которым со- |
|||||||||||||||||||
ратуры хрупкости Т50 и максимальной |
||||||||||||||||||||
ответствует мгновенная скорость охлажде- |
||||||||||||||||||||
твердости |
|
металла |
околошовной |
çîíû |
||||||||||||||||
сварных |
соединений |
стали 12Г2СМФ |
íèÿ |
ïðè |
600 °Ñ â |
пределах |
|
7–30 ãðàä/ñ. |
||||||||||||
(светлые точки) и 12ГН2МФАЮ (темные |
Заметное |
снижение |
ударной |
вязкости |
è |
|||||||||||||||
точки) |
îò |
скорости |
охлаждения |
ïðè |
||||||||||||||||
повышение |
температуры |
хрупкости |
íà- |
|||||||||||||||||
|
|
|
автоматической сварке |
|
||||||||||||||||
|
|
|
|
блюдается при уменьшении скорости ох- |
||||||||||||||||
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
лаждения ниже 5 град/с. |
|
|
|
|
|
||||||
|
Все перечисленные стали имеют значительный запас пластичности, что позво- |
|||||||||||||||||||
ляет применять при изготовлении конструкций все виды механической обработки, |
||||||||||||||||||||
а также холодную обработку давлением: гибку, вальцовку, штамповку и т.д. |
|
|
||||||||||||||||||
54
В настоящее время закаленно-отпущенные высокопрочные стали поставляются только в виде листов толщиной 10–50 мм, причем для стали марок 12Г2СМФ и 12ГН2МФАЮ максимальная толщина ограничена величиной 40 мм по условию прокаливаемости. Сравнительно узкий диапазон толщин обусловлен параметрами действующего в термических отделениях металлургических заводов нагревательного и охлаждающего оборудования. Вместе с тем прокаливаемость наиболее легированной бейнитной стали марки 14Х2ГМР так значительна, что может обеспечить достижение требуемых механических характеристик в прокате толщиной 150–200 ìì.
1.7. ÑТАЛИ ПОСЛЕ КОНТРОЛИРУЕМОЙ ПРОКАТКИ И ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ
1.7.1. Стали после контролируемой прокатки. В п.1.5 рассматривался способ получения высокопрочной стали с сильным измельчением феррито-перлитной микроструктуры в результате микролегирования, создающего дисперсные карбонитриды – карбонитридное упрочнение. В этом способе мелкозернистая структура формируется при термической обработке проката – нормализации.
Однако существует и другая технология получения мелкозернистой ферритоперлитной стали, часто с микролегирующими добавками карбонитридов, но непосредственно после горячей пластической деформации, осуществляемой по специальным термомеханическим режимам, получившая название контролируемой прокатки [25]. Ее спецификой является пластическая деформация при пониженных температурах, при которых рекристаллизация и рост зерен деформированного аустенита существенно замедляются, особенно в присутствии дисперсных выделений карбонитридов. Температура окончания прокатки лежит в пределах 850–700 °С, причем используются две технологические возможности: образование конечной микроструктуры из деформированного аустенита до его рекристаллизации; полу- чение мелкозернистой исходной микроструктуры вследствие рекристаллизации обработки аустенита, предшествующей полиморфному γ → α превращению.
Образование мелких зерен феррита обусловлено в первом случае высокой плотностью дефектов кристаллического строения в решетке аустенита – его наклепом при прокатке, во втором случае – наследованием малой величиной зерна феррита и малой величины зерна аустенита. В обоих случаях образованию мелкозернистой конечной феррито-перлитной микроструктуры способствует возникновение в исходной аустенитной микроструктуре большого количества центров кристаллизации.
Характерной особенностью микроструктуры стали после контролируемой прокатки является значительно более заметная разница в величине соседних ферритных зерен, чем при карбонитридном упрочнении (разнозеренность), а также, часто, наличие внутри зерен еще более однородных областей – субзерен, разделенных дислокационными малоугловыми границами. При этом часто расположение более крупных зерен феррита в микроструктуре повторяет расположение границ бывших аустенитных зерен, особенно после контролируемой прокатки по первому технологическому варианту.
В качестве микролегирующих добавок при контролируемой прокатке могут использоваться карбиды и нитриды ряда элементов, например, ванадия, титана, алюминия. Однако наиболее эффективными являются добавки дефицитного (пока) в нашей стране ниобия. Обычно он вводится в сталь в количестве 0,02–0,06 %.
Другой необходимой предпосылкой контролируемой прокатки является нали- чие особо мощных прокатных станов, способных быстро деформировать металл при пониженных температурах без заметного снижения производительности при достаточной надежности и долговечности оборудования. Значительную роль играет
55

также скорость охлаждения, подавляющего развитие рекристаллизационных процессов, вследствие чего возможность получения эффекта контролируемой прокатки с увеличением толщины уменьшается. В настоящее время контролируемая прокатка осуществляется в основном при получении металлоизделий толщиной до 20 мм: горячекатаной широкой полосы и штрипса (листовых заготовок для электросварных труб магистральных газопроводов).
Хорошие результаты дает контролируемая прокатка широкой рулонной полосы толщиной 2,5–8 мм из углеродистой стали (типа Ст3сп) с микродобавками алюминия, титана и ванадия. Производство такой полосы освоено на непрерывном широкополосном стане 2000 Череповецкого металлургического комбината. Полоса че- тырех уровней прочности с марочными обозначениями: Ч-33, Ч-37, Ч-40 и Ч-44 (Ч – череповецкая) поставляется для нужд строительства и сельскохозяйственного машиностроения с гарантированными пределами текучести (не менее) 325, 365, 390 и 430 Н/мм2 и временным сопротивлением разрыву 450, 480, 510 и 545 Н/мм2 соответственно.
Полоса первых трех уровней прочности используется в качестве материала гнутых и гнутосварных профилей для легких строительных металлоконструкций комплектной поставки вместо более дорогой и дефицитной стали марки 09Г2С. Хими- ческий состав и механические свойства полосы приводятся в табл.1.24 и 1.25. Величина зерна феррита полосы колеблется в пределах, оцениваемых нормами 9–11 шкалы ГОСТ 5639-82* (средний диаметр зерна 7–12 мкм). В исходной полосе сталь характеризуется достаточной хладостойкостью: температура хрупкости Т50 при испытании на динамический изгиб образцов типа 1 по ГОСТ 9454-78* расположена при минус 70 – минус 40 °С. Заметного разупрочнения при сварке стали не обнаруживается.
Таблица 1.24. Химический состав широкополосной стали серии “Ч” для гнутосварных профилей строительных металлоконструкций (по ТУ 14-105-509-87)
Сталь |
|
|
|
|
Содержание, % по массе |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
марки |
C |
Si |
Mn |
S |
P |
Cr |
Ni |
Cu |
|
Al |
Ti |
V |
Ca |
|
|
|
|
|
не более |
|
|
|
|
|
|
|
|
× –33 |
0,14– |
0,12 – |
0,4– |
0,03 |
0,03 |
0,3 |
0,3 |
0,3 |
|
0,02– |
0,01– |
– |
0,001– |
0,22 |
0,3 |
0,65 |
|
0,07 |
0,04 |
0,03 |
|||||||
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
× –37 |
0,16– |
0,25 – |
0,5– |
0,03 |
0,03 |
0,3 |
0,3 |
0,3 |
|
0,02– |
0,01– |
0,02– |
0,001– |
0,22 |
0,45 |
0,75 |
|
0,07 |
0,04 |
0,07 |
0,03 |
||||||
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
× –40 |
0,16– |
0,25 – |
0,7– |
0,03 |
0,03 |
0,3 |
0,3 |
0,3 |
|
0,02– |
0,01– |
0,02– |
0,001– |
0,22 |
0,45 |
0,9 |
|
0,07 |
0,04 |
0,07 |
0,03 |
||||||
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 1.25. Механические свойства1 широкополосной стали серии “Ч” (по ТУ 14-105-509-87)
|
Временное |
Предел |
Относительное |
Ударная вяз- |
Испытание на |
|
сопротивление |
кость KCU |
изгиб в холод- |
||
Сталь |
разрыву, |
текучести, |
удлинение δ5, |
ïðè -40°Ñ, |
ном состоянии |
марки |
ÌÏà |
ÌÏà |
% |
Äæ/ñì2 |
íà 180° ïðè äè- |
|
|
|
|
|
аметре оправки, |
|
|
не менее |
|
равном |
|
|
|
|
|
|
|
×– 33 |
450 |
325 |
26 |
29 |
a* |
|
|
|
|
|
|
×– 37 |
480 |
365 |
24 |
29 |
à |
×– 40 |
510 |
390 |
23 |
29 |
2à |
|
|
|
|
|
|
1 Определяются на продольных образцах. à – толщина проката.
56

Более толстые листы, поставляемые металлургической промышленностью строительству в состоянии после контролируемой прокатки, изготовляются из низколегированной стали. Обычно это отсортировка штрипсов (листовых заготовок) для производства газопроводных труб большого диаметра и высокого давления, предназначенных для районов с низкой климатической температурой. Наряду с высокими показателями прочности σò è σâ сталь марок 09Г2ФБ и 10Г2ФБ характеризуется весьма благоприятными свойствами хладостойкости. Причем помимо ударной вязкости на образцах с полукруглым надрезом при минус 60 °С гарантируется также ударная вязкость на остронадрезанных образцах при минус 15 °С и доля волокна в изломе крупноразмерных образцов ДВТТ при испытании падающим грузом.
Высокие вязкость и пластичность обусловлены не только мелкозернистой микроструктурой, но также пониженным содержанием неметаллических включений и изменением их формы специальной модифицирующей обработкой. Содержание серы в стали не превышает 0,006 – 0,01 %. Требования к химическому составу и механическим свойствам этих сталей приведены в табл.1.26 и 1.27. Сталь поставляется с обязательной гарантией углеродного эквивалента по формуле (1.1) – не более 0,43 % и после дефектоскопического ультразвукового контроля, гарантирующего отсутствие нарушений сплошности с требованиями для 2 – 3 классов по ГОСТ 22727-73.
Таблица 1.26. Химический состав низколегированных сталей, поставляемых в состоянии после контролируемой прокатки (по ТУ 14-1-4083-86)
Сталь |
|
|
|
Содержание, % по массе |
|
|
||
|
|
|
|
|
|
|
|
|
марки |
C |
Mn |
Si |
V |
Nb |
S |
P |
|
|
|
|
||||||
|
|
|
|
|
|
|
не более |
|
|
|
|
|
|
|
|
|
|
09Ã2ÔÁ |
0,08 –0,13 |
1,5 |
– 1,7 |
0,15– 0,35 |
0,05– 0,09 |
0,02– 0,05 |
0,01 |
0,02 |
|
|
|
|
|
|
|
|
|
10Ã2ÔÁ |
0,09 –0,12 |
1,55 |
– 1,75 |
0,15– 0,35 |
0,09– 0,12 |
0,02– 0,04 |
0,006 |
0,02 |
|
|
|
|
|
|
|
|
|
П р и м е ч а н и е . Сталь обрабатывается продувкой аргоном, ферросплавами, содержащими кальций и редкоземельные элементы (церий и др.) в количестве 2 кг/т; содержание алюминия должно составлять не более 0,05%, титана – не более 0,035%; допускается содержание хрома, никеля и меди не более 0,3% каждого и азота не более 0,010%
Таблица 1.27. Механические свойства низколегированных сталей, поставляемых в состоянии после контролируемой прокатки (по ТУ 14-1-4083-86)
|
|
Временное |
Предел |
Относи- |
Ударная вяз- |
Доля вязкой |
|||
|
|
сопроти- |
тельное |
кость KCU |
составляющей |
||||
Сталь |
Толщина |
вление |
текучести |
удлинение |
при температу- |
в изломе об- |
|||
разрыву |
σ , ÌÏà |
δ |
, % |
ðå, Äæ/ñì2 |
разцов ДВТТ |
||||
марки |
проката, |
||||||||
|
ò |
5 |
|
|
|
|
|||
|
ìì |
σâ , ÌÏà |
|
|
|
-15°Ñ |
-60°Ñ |
ïðè -15°Ñ |
|
|
|
|
|
|
не менее |
|
|
||
|
|
|
|
|
|
|
|
||
09Ã2ÔÁ, |
4–9 |
558 |
450 |
22 |
– |
59 |
– |
||
|
|
|
|
|
|
|
|
||
10Ã2ÔÁ |
10–28 |
519 |
431 |
17 |
59 |
39 |
80 |
||
|
|
|
|
|
|
|
|
|
|
Заметим, что значительным показателям ударной вязкости при отрицательной температуре и низкой температуре хрупкости сталей после контролируемой прокатки часто способствует появление расслоений, наблюдаемых в вязких изломах продольных и поперечных образцов в температурном интервале, несколько выше температур визуального обнаружения хрупкого разрушения сколом. Установлено, что расслоения не связаны с какими-либо нарушениями сплошности в исходном
57
металле, но возникают (путем разрушения сколом) под влиянием больших растягивающих напряжений в направлении толщины в момент достижения максимума усилия непосредственно перед распространением магистральной трещины. Расслоения уменьшают жесткость напряженного состояния в очаге деформирования и смещают появление хрупкого разрушения сколом к более низким температурам. Благодаря высокой хладостойкости указанные стали вполне применимы для ответственных конструкций «северного исполнения».
1.7.2. Стали, термически упрочненные, с использованием специального нагрева.
Установлено, что, подвергая строительную углеродистую и низколегированную сталь закалке, часто с последующим отпуском, можно существенно увеличить ее прочность без ухудшения свариваемости, так как химический состав и эквивалентное содержание углерода при этом не изменяются [7, 31]. Резкое измельче- ние микроструктуры при закалке и соответствующий выбор режима отпуска, устраняющего излишнюю прочность, позволяют получить высокое сопротивление вязкому и хрупкому разрушению.
Простейшая технология этого вида обработки включает в себя нагрев листов в камерных печах с выдвижным подом, их закалку в баке с водой после переноса грузоподъемным краном и отпуск листов в камерной печи того же типа. Недостатками этой технологии, наряду с низкой производительностью, являются невозможность регулировать скорость охлаждения и предотвращать коробление листов, опасность чрезмерного подстуживания из-за длительной транспортировки к закалочному баку, ухудшающего микроструктуру и конечные механические свойства.
Более совершенная технология предусматривает нагрев листов по заданному режиму в секционных проходных печах (обычно имеющих длину свыше 60 м) с транспортирующим подом из роликов.
Сразу на выходе из печи устанавливается охлаждающее устройство, которое бывает двух типов — закалочный пресс и ролико-закалочная машина. В обоих нагретый лист охлаждается сверху и снизу водяными струями. Интенсивность охлаждения регулируется давлением подаваемой воды и продолжительностью ее поступления.
В закалочном прессе, имеющем периодическое действие, охлаждаемый лист зажимается усилием до 10000 кН, которое передается через многочисленные прижимы с размерами в плане 50825 мм. Несмотря на ускоренное перемещение листа от печи к прессу, продолжительность транспортировки и зажатия перед пуском воды не исключает опасности подстуживания, а само зажатие не исключает возможности коробления, которое с трудом поддается устранению при правке. Эти нежелательные явления тем значительнее, чем тоньше лист. Поэтому минимальная толщина проката, обрабатываемого на линиях с закалочными прессами, ограниче- на 12 – 16 ìì.
В отличие от закалочных прессов, в которых листы во время охлаждения неподвижны, в роликозакалочных машинах охлаждаемые водой листы непрерывно перемещаются между двумя рядами роликов. В этом устройстве опасность подстуживания минимальна, так как охлаждение начинается сразу после попадания передней кромки листа в машину. Охлаждение более равномерно по поверхности и отсутствует «пятнистая закалка», которая в прессах обусловлена ограничением прижимами доступа охлаждающей воды к поверхности. В роликозакалочных машинах на отечественных металлургических заводах могут обрабатываться листы с минимальной толщиной 9 – 10 ìì.
Отпуск закаленных листов производится в таких же проходных печах с роликовым подом, что и нагрев для закалки, причем температура отпуска в зависимости
58

от химического состава стали и уровня получаемых свойств выбирается в пределах 600 – 680 °С; суммарная продолжительность пребывания листов в печи обычно не превышает 1,5 – 3 ÷.
Как видно из табл.1.28, в отечественной практике при термическом упрочнении
ñиспользованием специального нагрева для углеродистой и низколегированной сталей реализуются весьма умеренные уровни прочности, что, по-видимому, можно объяснить стремлением к получению достаточно хладостойкого металлопроката
ñмалой склонностью к разупрочнению при сварке. Тем не менее снижением температуры отпуска для тех же сталей могут быть достигнуты значительно более высокие уровни прочности.
Таблица 1.28. Механические свойства листовой строительной стали после закалки и отпуска
|
|
|
|
|
Ударная |
|
|
Марка |
Толщина |
Временное |
Предел |
Относи- |
вязкость KCU |
|
|
упрочняе- |
проката, |
сопротивле- |
текучести |
тельное |
при темпера- |
ÃÎÑÒ |
|
мой стали |
ìì |
ние разрыву |
σ , ÌÏà |
удлине- |
òóðå, Äæ/ñì2 |
|
|
|
|
σâ , ÌÏà |
ò |
íèå δ5, % |
|
|
|
|
|
|
-40°Ñ |
-70°Ñ |
|
||
|
|
|
|
|
|
|
|
|
|
|
не менее |
|
|
|
|
|
|
|
|
|
|
|
|
ÂÑò3ñï* |
Îò 10 äî 25 âêë. |
430 |
290 |
16 |
29 |
– |
14637-79 |
ÂÑò3ïñ |
Îò 25 äî 40 âêë. |
430 |
290 |
16 |
– |
– |
|
|
|
|
|
|
|
|
|
14Ã2 |
Îò 10 äî 32 âêë. |
530 |
390 |
18 |
39 |
29 |
19282-88 |
10Ã2Ñ1(Ä) |
Îò 10 äî 40 âêë. |
530 |
390 |
19 |
49 |
29 |
19282-88 |
|
|
|
|
|
|
|
|
09Ã2Ñ(Ä) |
Îò 10 äî 32 âêë. |
490 |
365 |
19 |
49 |
29 |
19282-88 |
|
Îò 32 äî 60 âêë. |
450 |
315 |
21 |
49 |
29 |
|
15Ã2ÑÔ(Ä) |
Îò 10 äî 32 âêë. |
590 |
140 |
17 |
39 |
29 |
19282-88 |
|
|
|
|
|
|
|
|
*После термоупрочнения углеродистая сталь обозначается марками ВСтТсп, ВСтТпс, ВСтТкп в зависимости от степени раскисления.
П р и м е ч а н и е . По требованию потребителя значение верхнего предела временного сопротивления разрыву не должно превышать 690 МПа для стали марок 14Г2, 10Г2С1(Д) и 780 МПа для стали марок 15Г2СФ(Д).
1.7.3. Сталь, термически упрочненная в потоке стана, с использованием тепла прокатного нагрева. Закалка о использованием тепла прокатного нагрева давно привлекает внимание как экономичный и перспективный способ повышения прочности и хладостойкости проката конструкционных сталей. Считают, что этот способ дешевле в 4 — 5 раз, чем термическая обработка с применением специального (печного) нагрева. Однако при его реализации возникает ряд трудностей, связанных с выбором, и размещением устройств для закалки, отпуском и правкой изделий без снижения скорости закалки и уменьшения производительности станов.
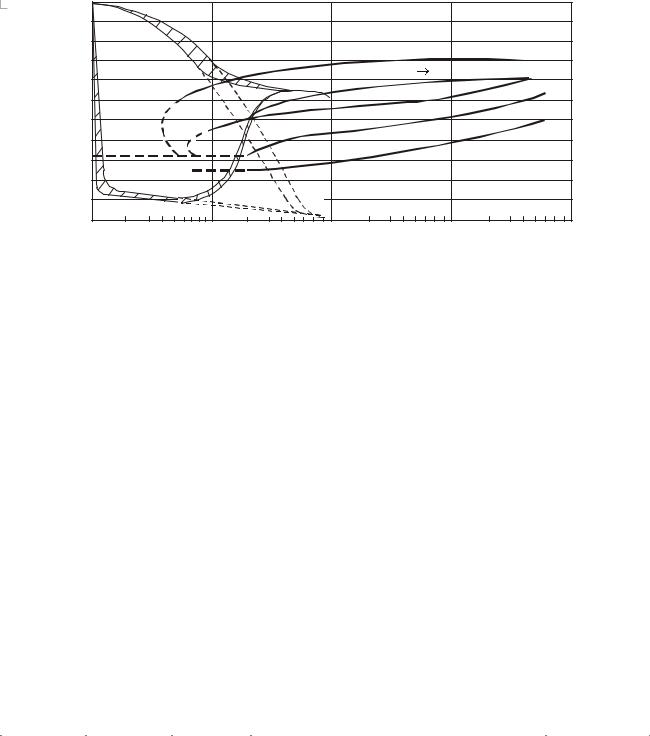
Проблема существенно упрощается при использовании приема «прерванной закалки». Кратковременное, но интенсивное охлаждение водой с высоким коэффициентом теплоотдачи обеспечивает быстрое снижение температуры поверхностных слоев профиля, в которых образуются продукты низкотемпературных превращений аустенита: мартенсит и нижний бейнит. Последующий нагрев закаленных участков теплом центральных слоев приводит к их «самоотпуску», необходимому для улучшения вязкости и пластичности. Достигаемое одновременно ускоренное охлаждение центральных слоев способствует получению в них благоприятной для прочности и хладостойкости мелкозернистой феррито-перлитной микроструктуры. Схематически этот процесс поясняют данные рис.1.11.
59
1100 o C |
2 |
|
|
|
|
|
|
|
|
|
1000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
900 |
|
|
|
|
|
|
A |
|
|
|
800 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
→ |
|
|
|
|
700 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ï |
|
|
|
|
600 |
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
Á |
|
|
|
|
500 |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
400 |
|
|
|
|
|
|
Ì |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
300 |
|
|
|
|
|
|
|
|
|
|
200 |
|
|
|
|
|
|
|
|
|
|
100 |
|
|
|
|
|
|
|
|
|
|
|
0,2 0,30,4 0,5 |
1 |
2 |
3 4 5 |
10 |
20 |
304050 |
100 |
200 300400 500 1000 |
t, c |
Рис.1.11. Термокинетическая диаграмма превращения аустенита стали марки Ст3пс с наложенными кривыми прерванного охлаждения
1 – центральных слоев проката; 2 – поверхностных; штриховые линии – кривые непрерывного охлаждения (А – аустенит, Ф – феррит, П – перлит, Б – бейнит, М – мартенсит)
До недавнего времени прерванная закалка широко применялась только для повышения технологических и служебных свойств мелких прокатных профилей простой геометрической формы: стальной катанки и стержневой арматуры. В настоящее время на непрерывном среднесортном прокатном стане 450 Западносибирского металлургического комбината освоено производство с использованием прерванной закалки термоупрочненного фасонного проката угловых равнополочных профилей от ¹ 7,5 до ¹ 12,5 с толщиной полок 6 – 12 мм, а также близких по размерам профилей швеллеров и двутавров [32]. Термическому упрочнению подвергаются профили из углеродистой стали марок Ст3пс и Ст3сп, а также низколегированной стали марок 09Г2С, 14Г2. Предусмотрено получение металлопроката трех уровней прочности с пределом текучести не менее 390, 440 и 490 МПа. Его гарантируемые механические характеристики приведены в табл.1.29.
Таблица 1.29. Механические свойства фасонных профилей, термически упрочненных в потоке стана 450 Западно-Сибирского металлургического комбината (ТУ 14-15-146-85)
|
|
|
|
Ударная вязкость KCU, |
Испытание |
||
|
Временное |
|
Относи- |
Äæ/ñì2 при температуре °Ñ |
на изгиб в |
||
Уровень |
сопроти- |
Предел |
тельное |
|
-70 |
+20 |
холодном |
предела |
вление |
текучести |
удлине- |
|
после |
состоянии |
|
|
|
||||||
текучести1 |
разрыву, |
σ , ÌÏà |
íèå δ , |
углеро- |
низколе- |
механи- |
íà 180° ïðè |
|
ÌÏà |
ò |
5 |
дистой |
гированной |
ческого |
диаметре |
|
|
% |
|||||
|
|
|
|
стали |
стали |
старения |
оправки, |
|
|
|
не менее |
|
|
равном |
|
|
|
|
|
|
|
|
|
390 |
490 |
390 |
20 |
29 |
– |
29 |
2a |
440 |
540 |
440 |
18 |
29 |
34,5 |
29 |
2a |
490 |
590 |
490 |
16 |
29 |
34,5 |
29 |
2a |
|
|
|
|
|
|
|
|
1 Прокат с уровнем предела текучести 390 изготовляется из стали марок Ст3пс и Ст3сп; 440 и 490 –из стали марок Ст3пс, Ст3сп, Ст3Гсп, Ст3Гпс, 14Г2 и 09Г2С.
Термически упрочненный с использованием прерванной закалки прокат имеет некоторые характерные особенности, которые здесь рассматриваются на примере равнополочных уголков из углеродистой стали марки Ст3пс. Одна из особенностей – неравномерность распределения микроструктуры и твердости по толщине. Травление поперечных шлифов выявляет закаленный слой у поверхности толщиной
60