

Ахлюстина_Приспособления
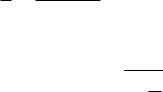
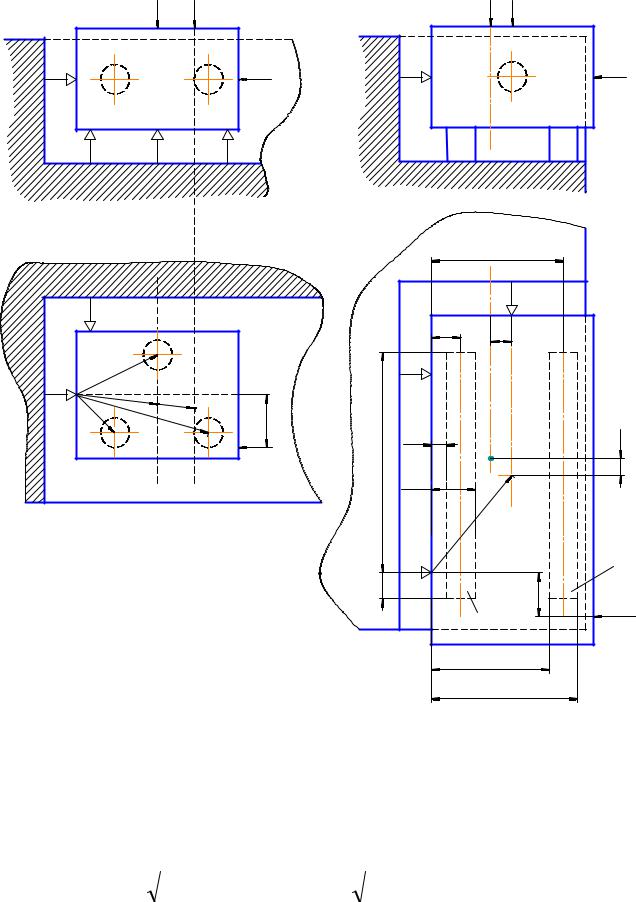
.pdf2. Заготовка, центрируемая по выточке (рис. 28 ,б), прижимается к трём опорам прихватами. В процессе обработки возникают сдвигающий момент М и осевая сила Р. При равных реакциях опор возможны следующие схемы расчёта.
W |
P |
|
|
|
f |
||
|
|
1 |
|||||
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
2 |
M |
|
f |
|
|
|
|
|
|
2 |
d |
|
|
|
|
D |
а)
в)
|
|
|
|
M |
f |
|
|
|
|
R |
|
г) |
f1 |
б) |
W |
|
Рис. 29. Схемы установки заготовок на кольцевую поверхность и в призму
При жёсткой установке, зажимном устройстве второго типа и достаточной жёсткости закрепления в тангенциальном направлении сила W находится из ра-
венства kM=f1WR2+f2WR1+f2PR2,
(3.8.2)
.
Величины R1, R2 и места, где учитываются коэффициенты трения f1 и f2, показаны на рис. 29,б. При тех же условиях, но при малой тангенциальной жёсткости зажима, трение между заготовкой и прихватами не учитывают kM=f2WR1+f2PR1
W= |
kM f2PR |
(3.8.3) |
|
f R |
|||
2 |
1 |
|
|
При условиях, приведённых в п. 1, и зажиме первого типа сила Р вызывает изменение реакций опор и зажимного устройства
T2=W+P |
J2 |
; |
T1=W −P |
|
|
J1 |
|
, |
отсюда kM=f1T1R2+f2T2R1. |
|
|||||||||||||
|
J1 |
J2 |
|
|
|||||||||||||||||||
|
J1 J2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
После преобразования получим: |
|
|
|
J2 |
|
|
|
|
J1 |
|
|
|
|
||||||||||
|
|
|
|
kM f |
R P |
|
|
|
|
|
f |
R |
P |
|
|
|
|
||||||
|
|
|
|
J |
|
J |
|
|
|
|
|
|
|||||||||||
|
|
|
2 |
|
1 |
|
1 |
1 |
2 |
|
J |
1 |
J |
2 |
|
|
|||||||
|
|
|
W= |
|
|
|
|
|
|
|
2 |
|
|
|
|
|
. |
(3.8.4) |
|||||
|
|
|
|
|
|
|
f1R2 f2R1 |
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
41
Если в предыдущем случае тангенциальная жёсткость зажима невелика, то формула примет вид
|
kM f R P |
|
|
J2 |
|
|
|
|
|
J |
|
J |
|
|
|
|
|
W= |
2 1 |
1 |
2 |
. |
(3.8.5) |
|||
f2R1 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
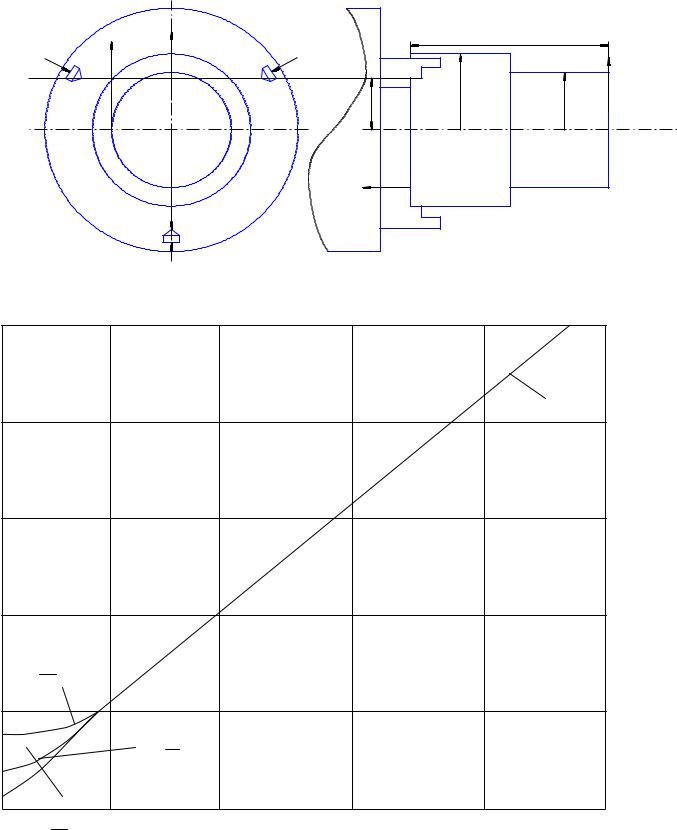
В отличии от схемы, показанной на рис. 28, б, заготовка устанавливается на кольцевую поверхность (рис. 29, а). при равномерном давлении на поверхность имеем аналогичные четыре случая расчёта:
|
|
|
|
|
|
|
|
|
|
|
kM |
|
1 |
|
f P |
D3 |
d3 |
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
D |
|
|
|
|
d 2 |
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
W= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
2 |
|
|
, |
|
|
|
(3.8.6) |
||||||||||||||||||||
|
|
|
|
|
|
|
|
1 |
|
|
f |
|
|
|
D3 |
|
d3 |
f |
R |
|
|
|
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
D2 |
|
d 2 |
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
1 |
|
1 |
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
kM |
|
1 |
|
f P |
D3 |
|
|
d3 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
3 |
|
D2 |
|
|
d2 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
W= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
; |
|
|
|
|
(3.8.7) |
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
f |
|
|
|
D |
3 |
d |
3 |
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
2 D2 |
d 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
1 |
|
D3 |
d3 |
|
|
|
|
J |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
J |
1 |
|
|
|
|
|
|||||||||||||||||||
|
kM |
|
f P |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
f R P |
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
J1 J2 |
|
||||||||||||||||||||||||
3 |
2 |
D2 d2 J1 J2 |
|
1 2 |
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||
W= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
, |
(3.8.8) |
|||||
|
|
|
1 |
f |
|
D |
3 |
|
|
d |
3 |
|
|
f R |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
2 D2 d2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
3 |
|
|
|
|
1 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
D3 d3 |
|
|
|
|
|
J2 |
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
kM |
|
f 2P |
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||
|
|
|
W= |
3 |
|
|
D2 d2 |
|
J1 J2 |
|
|
|
||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
. |
|
|
(3.8.9) |
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
D3 d3 |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
3f2 D2 d2
3.Цилиндрическая заготовка закреплена в призме с углом α (рис. 29,б)
1
без учёта трения на торце имеем KM = f1RW+f2RWsin
|
|
|
|
kM |
|
|
|
|
|
|
|
|
|
2 |
|||
W= |
|
|
|
|
|
|
|
|
|
|
, |
(3.8.10) |
|||||
f1 R |
f |
2 |
R |
||||||||||||||
|
|
sin |
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
kP |
|
2 |
|
|
|
|
|||||||
W= |
|
|
|
|
|
|
|
|
. |
|
|
(3.8.11) |
|||||
|
|
f |
1 |
|
|
|
|
||||||||||
|
|
f |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
sin |
|
|
|||||||||||
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
42
W |
Pz |
Pz |
W o |
|
L |
|
|
|
|||
o |
|
|
|
Pz |
|
|
|
0,5r |
|
||
|
|
|
r |
||
|
|
|
r |
||
|
|
|
|
|
1 |
|
|
|
|
Qf |
|
|
|
Pz |
|
|
|
|
|
W |
|
|
|
1000 |
|
|
800 |
|
f=0,3 |
|
|
|
600 |
|
|
400 |
|
|
r |
1.5 |
|
r1 |
|
|
200 |
|
r 1. |
|
|
|
|
|
r1 |
0 |
r |
0.5 |
|
||
|
r1 |
Рис. 30, (а). Схема и график сил, при закреплении заготовки |
|
|
|
|
|
в трехкулачковом патроне |
43
При обтачивании длинной заготовки, зажатой консольно в трёхкулачковом патроне, сила закрепления должна надёжно удерживать её в кулачках. Для коротких кулачков (рис. 30, а) условие равновесия наименее выгодного
Pz |
Pz |
W |
|
o |
|
0.707r |
|
W |
Pz |
|
W |
|
L |
|
|
|
o |
r |
Pz |
r |
||
|
|
1 |
Wf |
|
|
W |
|
|
600
f=0,3
300
r 1.5 r1
|
r 1 |
0 |
r1 |
|
|
r |
0.5 |
r1 |
Рис. 30 ,(б). Схема и график сил, при закреплении заготовки |
в четырехкулачковом патроне
44

При приложении силы Рz (выворачивание заготовки вокруг линии О-О) будет
kPяL=1,5 Wfr,
kPz L
W= |
1,5fr |
. |
(3.8.12) |
Значения W можно найти по кривым на рис. 30,а, при k=1,0; Pz=100 кН и f=0,3, найденную величину W умножают на коэффициент запаса и на поправку Pz – сила резания при одном резце или равнодействующая состовляющих силы резания при нескольких одновременно работающих резцах. Вели-
чина L характеризует расстояние от места закрепления заготовки до равнодействующей.
kP
W= f |
f |
|
1 |
. |
(3.8.13) |
||
1 |
|
2 |
|
|
|||
|
|
|
sin |
|
|
|
|
|
|
|
|
|
|||
|
|
|
2 |
|
|
|
|
Если заготовка сдвигается под действием осевой силы Р вдоль призмы, то при обтачивании длинной заготовки, консольно зажатой в трёхкулачковом патроне, сила закрепления должна надёжно удерживать её в кулачках.
Для коротких кулачков (рис. 30, а) условие равновесия для наименее выгодного приложения силы Рz (выворачивание заготовки вокруг линии О-О) будет
kPzL=1,5 Wfr,
kPz L
W= |
1,5 fr |
. |
(3.8.14) |
Значения W можно найти по кривым (на рис. 30,а), |
при k =1,0; Pz=100 кН и |
||
f =0,3, найденную величину W умножают на коэффициент запаса и на поправку Pz/10, где Pz – сила резания при одном резце или равнодействующая составляющих силы резания при нескольких одновременно работающих резцах.
Величина L характеризует расстояние от места закрепления заготовки до равнодействующей. Левая разветвляющая часть кривой соответствует условиям закрепления короткой заготовки, для которой момент от силы Pz мал. Для этого случая расчёт произведён по моменту трения заготовки в кулачках патрона
W=kPz/3f.
Если f =0,45, то полученное значение W делят на 1,5, а при f=0,6 – на два. рекомендуемые значения f1 при гладких губках 0,16...0,18, при губках с кольцевыми канавками 0,3...0,4, при губках с взаимно перпендикулярными канавками 0,4...0,5, при губках с острыми рифлениями 0,7...1,0.
При закреплении заготовки в четырёхкулачковом патроне (рис. 30,б) силу
45

на одном кулачке можно определить из условия равновесия моментов относительно одного из кулачков kPzL=W(2rf+2rf),
kPz L
W= |
|
. |
(3.8.15) |
4rf |
Аналогичная кривая для определения W показана на рис. 30, б. Сила W определяется при тех же условиях, что и в предыдущем случае.
3.9. Зажимное устройство, предотвращающее смещение заготовки от действия нескольких одновременно действующих моментов
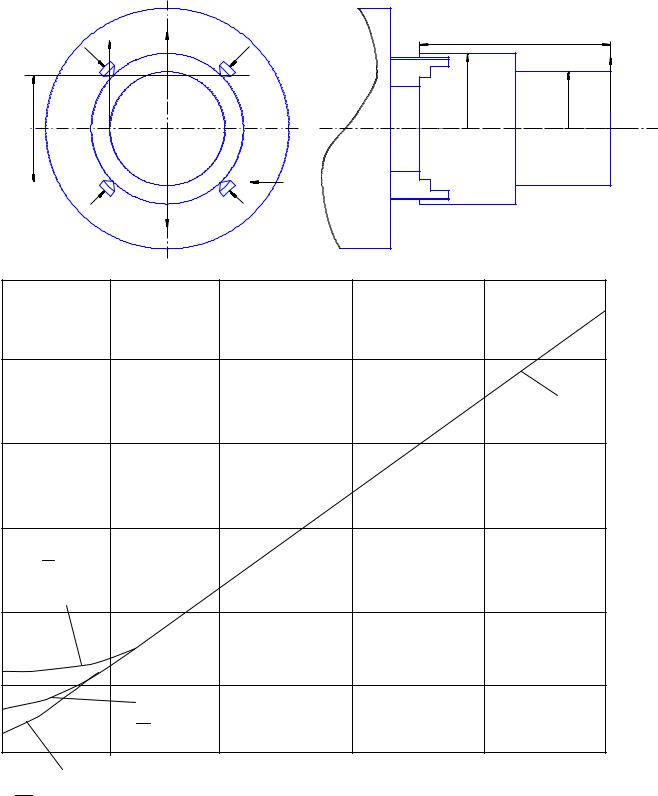
1. В заготовке одновременно обрабатывают n отверстий мерными инструментами (зенкерами, развёртками, цековками) с параллельно расположенными осями. При малой радиальной жёсткости инструментов (закрепление их на удлинённых оправках и работа без кондукторных втулок) на заготовку действует сум-
n
марный момент Мi от инструментов. Силу закрепления и место её приложе-
i 1
ния выбирают так, чтобы момент трения, удерживающий заготовку,
n |
|
Мтр=k Mi . |
(3.9.1) |
i 1 |
|
Если заготовка крепится в призме (рис. 31,а), то для расчёта силы закрепления применима формула схемы, показанной на рис. 30, б.
При большой радиальной жёсткости инструментов (обработка по кондукторным втулкам, растачивание многорезцовыми головками) силу закрепления можно уменьшить, так как проворачиванию заготовки от суммарного момента препятствуют сами инструменты. Этот случай характерен для обработки отверстий по широким допускам ввиду большого бокового давления стенки отверстия на инструмент. Силу закрепления можно уменьшить, применяя штыри, упоры и другие элементы для восприятия суммарного момента, привести к нулю или снизить, если половину обрабатывающих инструментов выполнить левого вращения.
2. В заготовке одновременно растачивается несколько параллельно расположенных отверстий однорезцовыми скалками. При самом невыгодном угловом расположении резцов возникает максимальная суммарная сила сдвига
Р=Р1+Р2+…+Рn (рис. 32, б).
kP
Сила закрепления W= f1 f2 (a), (3.9.2)
где f1 и f 2 – коэффициенты трения соответственно между заготовкой и зажимным элементом, между заготовкой и опорами.
46
W |
|
|
|
|
W |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
а) |
a) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
W |
L |
|
|
|
W |
L |
|
|
|
|
|
|
|
|
|||
P1 |
|
P2 |
P3 |
P4 |
|
P1 |
P2 |
|
|
|
|
|
|
|
H |
|
P3 |
H |
|
|
|
|
|
|
|
|
P4 |
||
|
|
|
l3 |
l |
0 |
|
l3 |
l |
0 |
|
l2 |
4 |
|
|
4 |
|
|||
l |
|
|
|
l |
l2 |
|
|
||
1 |
|
|
|
|
|
1 |
|
|
|
|
б) |
б) |
|
|
|
в) |
в) |
|
|
Рис. 31. Схемы зажимных устройств заготовок, при действии на них одновременно нескольких моментов
Момент относительно точки О от силы РМ=РН. Он должен быть уравновешен моментом от силы WM1=WL, вводя коэффициент запаса k, получим силу закрепления по условию приложенных моментов:
|
kPH |
k(P1l1 P2l2 |
... Pnln ) |
|
||
W= |
|
(б) и W= |
|
|
(в). |
(3.9.3) |
L |
L |
|
||||
Определив силу W по условиям (а), (б) и (в), выбираем её наибольшее значение для данного конкретного случая.
При синхронном вращении шпинделей можно установить такое расположение резцов (рис. 31,в), при котором условие (а) отпадает, а условие (в) получает вид:
47

W= |
k (P4l4 P3l3) (P2l2 P1l1) |
. |
(3.9.4) |
|
|||
|
L |
|
|
Силу закрепления в этом случае можно уменьшить. При расчёте силы закрепления заготовки, подвергаемой многоинструментальной обработке, следует ориентироваться на самую неблагоприятную фазу изменения сил резания в процессе данной операции. Этого требует анализ структуры и операций по её элементам.
3.10. Зажимное устройство, предотвращающее проворачивание заготовки на базовой плоскости от действия боковых сил
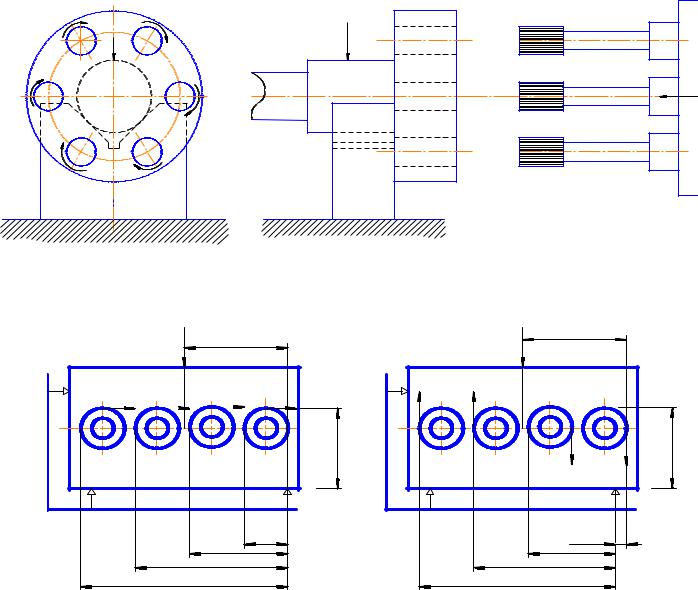
1. Заготовка установлена на три опоры и базируется боковыми плоскостями (рис. 32,а). Сила резания Р стремится повернуть заготовку вокруг боковой опоры О [6]. Смещению заготовки препятствуют силы трения в местах её контакта с опорами (коэффициент трения f1) и с зажимным устройством (коэффициент трения f2). Если сила закрепления W приложена в центре тяжести М опорного треугольника, то условие равновесия имеет вид
kPr=W[1 f1(r1+r2+r3)+f2r4] ,
3
3Pkr
W= |
|
|
. |
(3.10.1) |
||||
f (r r |
r ) 3f r |
|||||||
1 |
1 |
2 |
3 |
2 |
4 |
|
|
|
Если точка приложения силы закрепления М’ не совпадает с центром тяжести М опорного треугольника, то равенство реакций опор нарушается. Для этого общего случая условие равновесия
kPr=f1W(ar1++f2Wr4 br2+cr3),
где коэффициенты a, b и c, в сумме представляющие единицу, находят из условий статики:
Pkr
W= |
|
|
(3.10.2) |
||||
f (ar br |
cr ) f r |
||||||
1 |
1 |
2 |
3 |
2 |
4 |
|
|
2. Заготовка установлена на опорные пластины и базируется боковыми плоскостями. Сила Р стремится повернуть заготовку вокруг опоры О (рис. 32,б).
Момент силы Р уравновешивается моментом сил трения на поверхностях контакта заготовки с установочными и зажимными элементами: kPr=Mтр.
Если сила закрепления W приложена в центре тяжести опорных поверхностей пластин и давление q постоянно, то
|
|
|
|
Мтр=fq 1dF1 fq 2dF2 |
f 'Wr' |
, |
(3.10.3) |
|||
где F1,F2 – площади опорных поверхностей пластин; |
|
|
|
|
||||||
|
W |
|
|
|
|
|
|
|||
q= |
; 1 |
x12 y12 и dF1=dx1dy1; 2 |
|
x22 y22 |
и dF2=dx2dy2. |
|||||
F F |
||||||||||
1 |
2 |
|
|
|
|
|
|
|
||
48
P |
P |
r1 |
|
|
|
|
|
O |
r |
|
|
|
|
r |
4 |
M |
r |
M' |
|
|
|
||||
3 |
|
|
|
|
|
|
|
2 |
r |
|
|
|
|
|
|
||
|
|
|
|
P |
2 |
|
|
|
|
|
a |
|
|
а)a) |
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
a |
|
b6 |
|
|
b5 |
ex |
|
|
b1 |
|
|
y |
|
A |
|
e |
|
|
|
|
b2 |
' |
M |
|
|
r |
|
|
O |
|
|
2 |
|
|
|
|
|
1 |
r |
P |
|
|
||
|
b3 |
|
|
|
|
b4 |
|
б)
Рис. 32. Схема зажимных устройств плоских деталей
После подстановки и введения предела интегрирования согласно рис. 32, б, получим:
|
a2 b2 |
|
|
|
|
a2 b2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
x12 |
y12 |
|
|
|
|
x22 |
y22 |
|
fWr'. |
|
Мтр= |
fq |
dy1 |
|
fq |
dy2 |
(3.10.4) |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
a1 b1 |
|
|
|
|
a1 b1 |
|
|
|
|
|
|
|
|
|
|
|
|
49 |
|
|
|
|
|
|
4. РАСЧЕТЫ ТОЧНОСТИ ОБРАБОТКИ
Расчет точности обработки заготовки при проектировании СП производится с целью определения условия – будет ли разрабатываемая конструкция СП обеспечивать точность обработки, требуемую технологическим процессом.
Впроцессе обработки заготовки в СП неизбежно возникают погрешности, величина которых зависит от многих факторов, в том числе от конструкции СП и точности его изготовления [13, 14].
Воснове точностных расчетов используется условие:
Т,
где – суммарная погрешность обработки;
Т – допуск на проверяемый параметр (размер или техническое требование). Если условие выполняется, то точность обработки считается удовлетворитель-
ной.
Конструктор должен установить предельно допустимые значения таких погрешностей, которые зависят от конструкции СП, и назначить допуски на изготовление элементов СП.
Расчеты рекомендуется выполнять в следующем порядке:
1)из технологического процесса на данную операцию необходимо определить параметр (операционный размер или техническое требование) на точность которого в значительной степени влияет конструкция СП;
2)составить расчетную схему для определения всех погрешностей, влияющих на выполнение проверяемого размера;
3)записать расчетное уравнение (уравнения);
4)вычислить суммарную погрешность обработки и сравнить с допуском Т
на проверяемый размер.
4.1. Определение расчетного уравнения
Суммарная погрешность обработки складывается из большего числа сис-
тематических и случайных погрешностей, например: погрешностей от неточности изготовления;
погрешностей от износа и деформации станка, СП и режущего инструмента; погрешностей от деформации технологической системы под действием сил
резания, температурных деформаций; Основным способом определения является аналитический способ, связан-
ный с трудностями аналитического определения большого количества составляющих.
Всвязи с этим допустим метод приближенного определения погрешности ,
воснове которого использован метод разделения погрешностей на погрешности 1-го и 2-го рода.
К погрешностям 1-го рода ' отнесены те погрешности, которые не могут
50