

Ахлюстина_Приспособления
.pdfОкончание табл. П. 5. 2.
Текст в техОбозначение на чертеже нических Схема контроля
требованиях
0,01 |
А |
Допуск |
па- |
||
раллельно- |
|||||
|
|
||||
|
|
сти |
оси |
от- |
|
|
|
верстия |
Б |
||
|
Ra1,6 |
относитель- |
|||
Б |
но |
оси |
от- |
||
|
|
верстия |
А |
||
|
|
0,01 мм |
|
||
A |
|
|
|
|
|
|
|
|
|
|
Ra1,6 |
|
|
|
|
||
|
А |
|
|
|
|
|
|
|
|
Б |
|
|
Допуск |
|
|||
|
А |
|
|
перпенди- |
||||
|
|
|
кулярности |
|||||
|
|
|
|
|||||
А |
|
|
|
поверхн. |
Б |
|||
|
Ra0,8 |
|
|
относитель- |
||||
|
|
|
|
но |
оси |
от- |
||
|
|
Ra1,6 |
верстия |
А |
||||
|
|
0,02 мм |
|
|||||
|
|
|
|
|
||||
|
|
0,02 |
А |
|
|
|
|
|
|
a1,6 |
|
|
Допуск |
|
|||
|
|
|
перпенди- |
|||||
|
R |
|
|
кулярности |
||||
|
|
|
|
|||||
Б |
0,02 |
А |
оси |
|
отвер- |
|||
стия |
Б |
от- |
||||||
|
|
|
||||||
|
|
|
|
носительно |
||||
|
|
|
|
поверхн. |
А |
|||
|
|
|
|
0,02 мм |
|
|||
А |
Ra1,6 |
|
|
|
|
|
|
|
|
А |
|
|
|
|
|
||
|
|
|
|
|
|
161 |
||
 // 0,05/200 А
// 0,05/200 А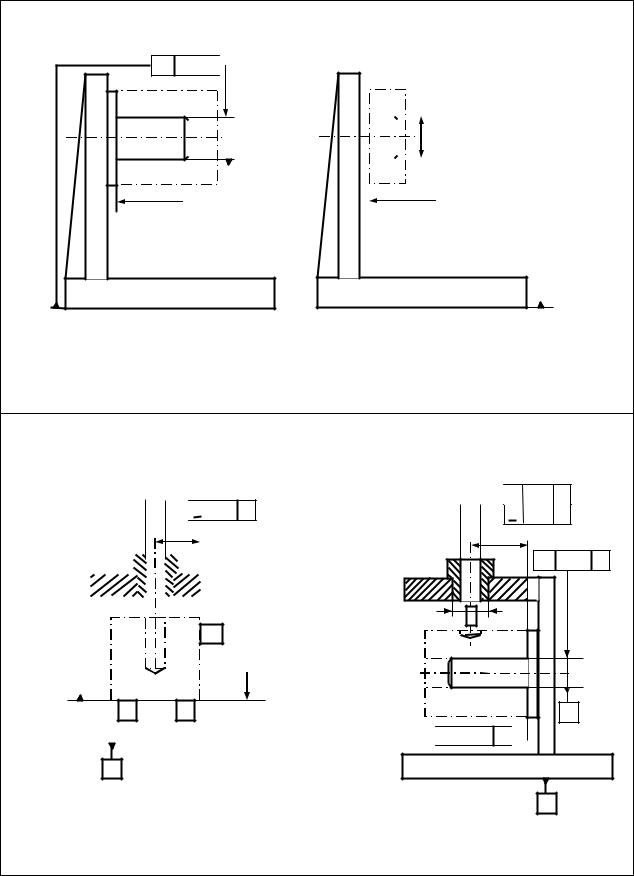





 0,05 Б
0,05 Б 0,05 Б
0,05 Б
 0,03 Б
0,03 Б

 0,03 Б
0,03 Б 
|
|
|
Приложение П. 6. |
|
Погрешности базирования при различных способах |
||||
|
установки заготовки |
|
|
|
|
|
|
|
Таблица П. 6.1. |
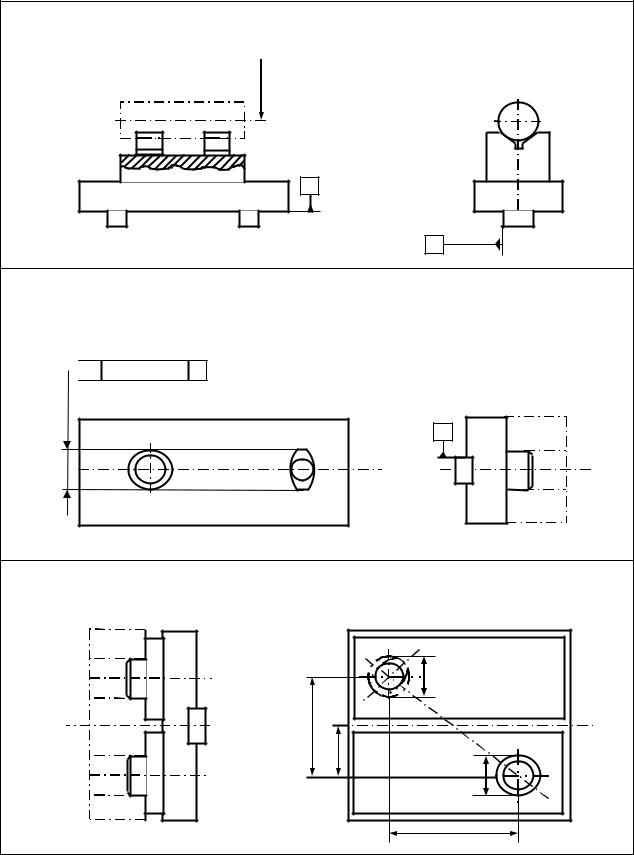
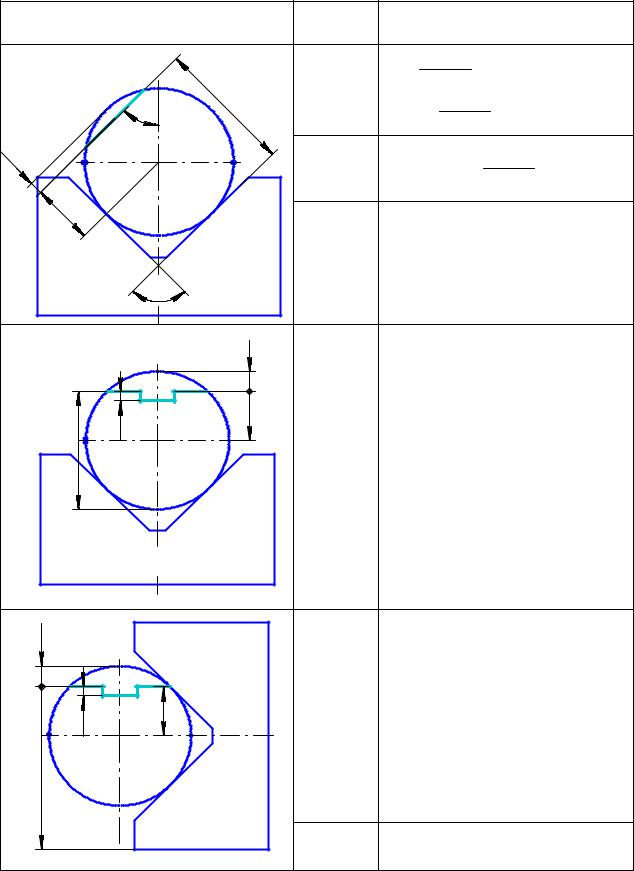
Погрешности базирования при установке на плоскости |
||||
|
|
|
Выдер- |
|
|
Схема установки |
|
живае- |
Погрешность |
|
|
мый |
базирования |
|
|
|
|
||
|
|
|
размер |
|
|
|
|
А |
εσА=0 |
В |
С |
|
В |
εσВ=δ |
А |
Е |
|
|
|
|
|
|
|
|
|
+ |
|
|
|
|
h |
|
|
|
|
|
|
С |
εσС=0 |
|
|
|
Е |
εσЕ=0 |
|
|
h |
|
|
|
|
|
εσВ=h tgω |
|
|
|
|
В |
|
|
|
|
εσα=ω |
|
|
|
|
|
|
|
|
Угол α |
|
|
|
+ |
|
|
|
|
|
|
|
|
|
В |
|
|
|
|
165 |
|
|
|
|
|
|
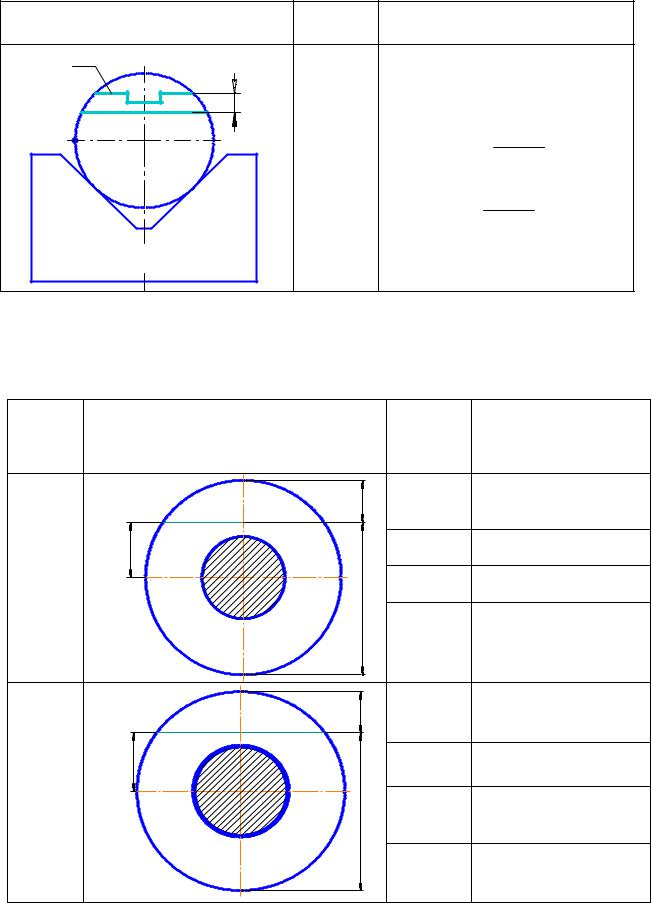
Заданный |
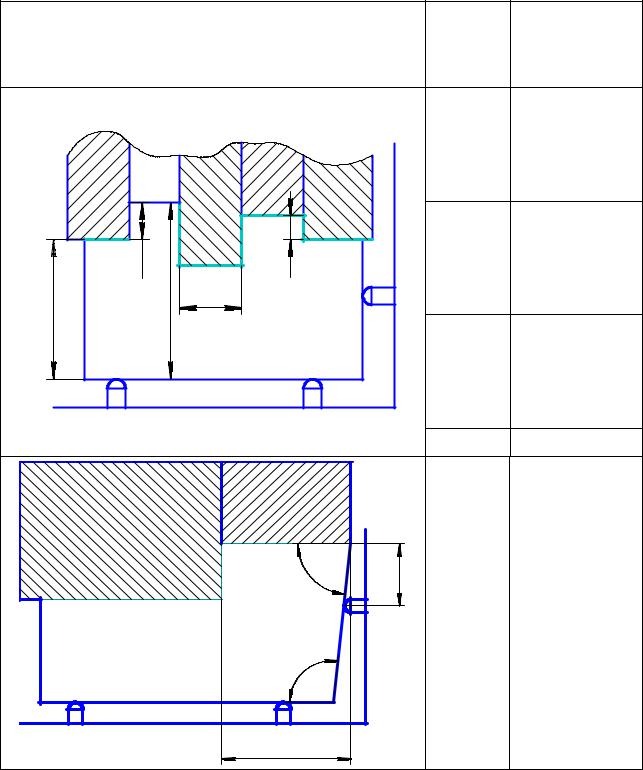
Окончание табл. П. 6. 2. |
||
|
Схема |
Погрешность базирования |
||||
|
размер |
|||||
|
a |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
H |
Плоскость а обработана по |
||
|
|
|
схеме 2 |
|||
|
|
|
|
|||
|
|
|
|
δ/2 |
1 |
|
|
|
|
H |
|
sin /2 |
|
|
|
|
то же, по схеме 3 |
|||
|
|
|
|
|||
|
|
|
|
δ/2( |
1 |
1) |
|
|
|
|
|
sin /2 |
|
|
|
|
|
то же, по схеме 4 |
||
Примечание. σ – допуск на диаметр цилиндрической поверхности. |
||||||
Ступенчатую поверхность по схемам 2 и 3 обрабатывают набором фрез. |
||||||
|
|
|
|
|
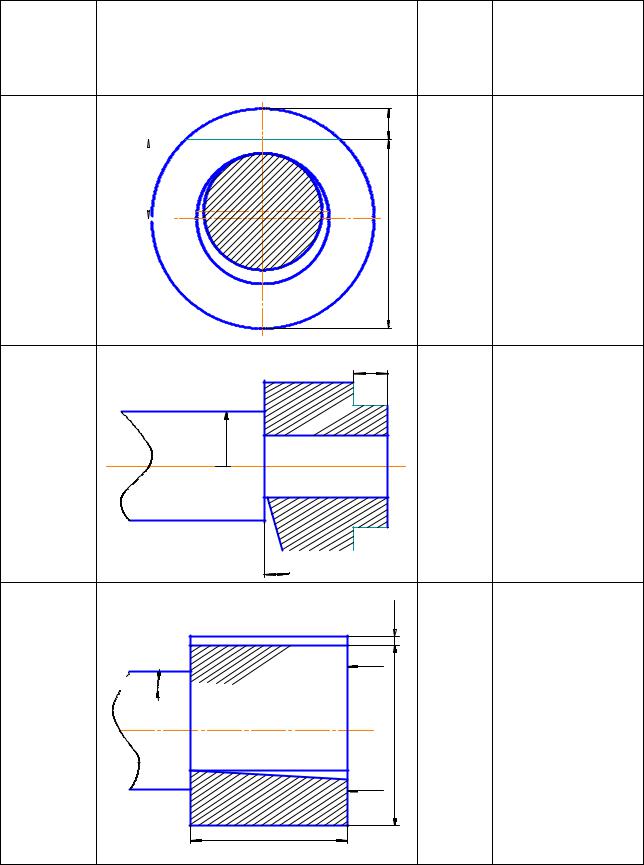
Таблица П. 6. 3. |
|
Погрешности базирования при установке на пальцы и оправки |
||||||
Уста- |
|
|
|
Выпол- |
Погрешность |
|
|
Схема установки |
няемый |
||||
новка |
|
базирования |
||||
|
|
|
размер |
|||
|
|
|
|
|
|
|
|
|
|
2 |
H1 |
|
δ/2+2e |
|
|
|
H |
|
||
|
3 |
|
|
H2 |
|
δ/2+2e |
С натя- |
H |
|
1 |
|
||
|
|
H |
H3 |
|
2e |
|
гом |
|
|
|
|
||
|
|
|
|
H4 |
|
0 |
|
|
|
2 |
H1 |
δ/2+2e+δ1+δ2+2 |
|
|
|
|
H |
|||
|
3 |
|
|
H2 |
δ/2+2e+δ1+δ2+2 |
|
С зазо- |
H |
|
1 |
|||
|
|
|
|
|||
|
H |
H3 |
2e+δ1+δ2+2 |
|||
ром |
|
|
|
|||
|
|
|
|
H4 |
|
δ1+δ2+2 |
|
|
|
167 |
|
|
|












|
|
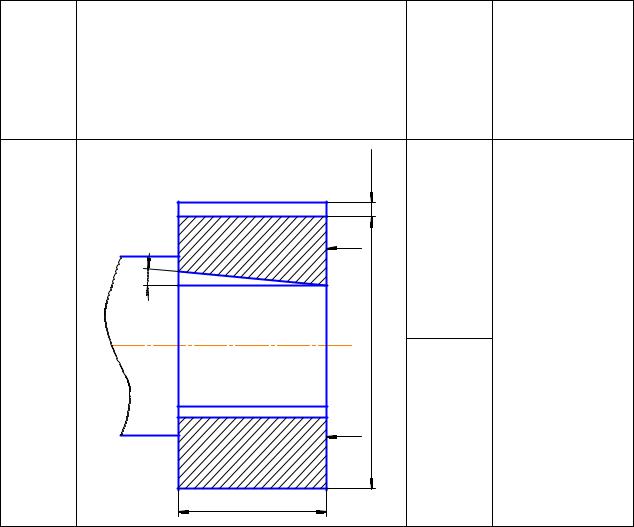
Окончание табл. П. 6. 3. |
|
Уста- |
Схема установки |
Выпол- |
Погрешность |
новка |
няемый |
базирования |
|
|
размер |
||
|
|
|
|
|
2 |
|
|
|
H |
|
|
То же, |
|
H1 |
|
|
|
|
|
с |
|
|
|
одно- |
|
|
|
|
|
|
|
сто- |
1 |
|
δ/2+2e+δ1/2+ |
ронним |
H |
|
|
|
|
+δ2/2+l tgα |
|
отжи- |
|
|
|
|
|
|
|
мом |
|
|
|
заго- |
|
|
|
товки. |
|
H2 |
|
|
|
|
|
|
l |
|
|
Примечание: е – эксцентриситет наружной поверхности относительно отверстия; Н3 – размер от оси наружной поверхности; Н4 – размер от оси отверстия;
δ1 и δ2 – допуски на диаметр отверстия и пальцев;
–минимальный радиальный размер;
δ– допуск на наружный диаметр заготовки; δ’– допуск на длину заготовки;
εσ – в эту величину условно включена величина εпр. Примеры расчета сил закрепления применительно к схемам установки.
Расчеты выполнены с учётом условия обеспечения плотного контакта заготовки с установочными элементами приспособления в процессе обработки
169