Ахлюстина_Приспособления
.pdf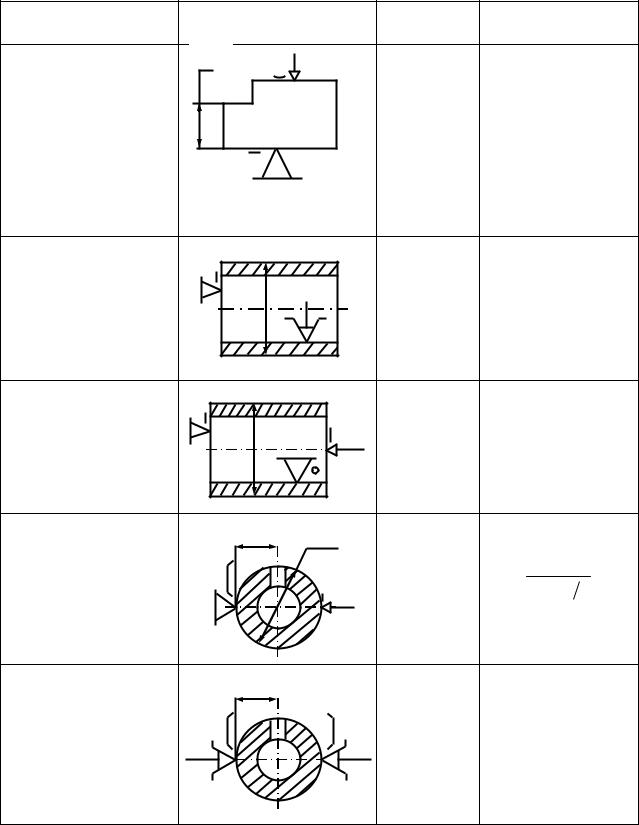
|
|
|
|
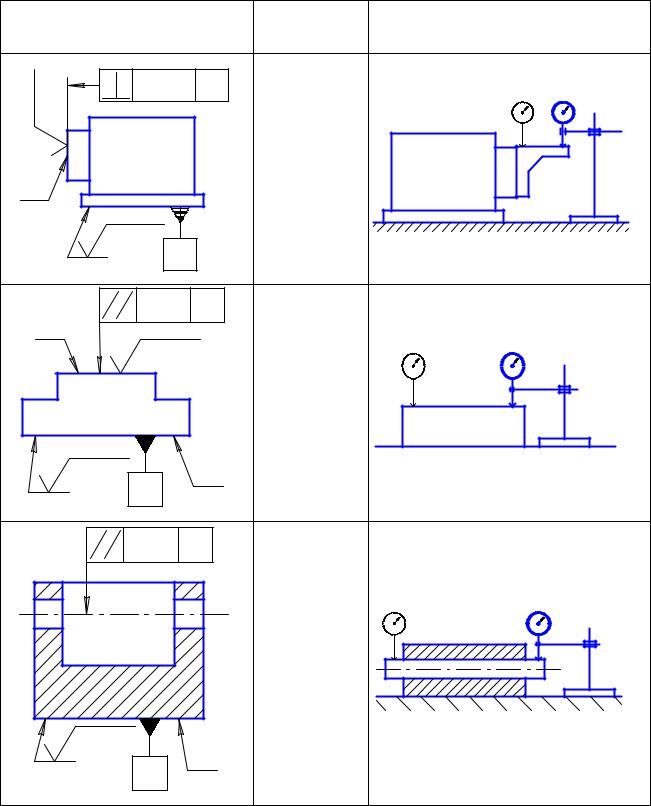
Таблица П. 4. 3. |
Примеры определения погрешности базирования б.п |
||||
Описание способа |
Схема установки |
Размер |
Значение б.п. |
|
установки |
||||
|
a |
P |
|
|
|
|
|
|
|
1. На неподвижные |
|
|
а |
а=0 или входит в |
опоры с плоской |
|
|
||
|
|
погрешность |
||
поверхностью |
|
|
|
|
|
|
|
|
|
2. На цилиндриче- |
|
|
|
а=Smax, Smax – |
скую оправку с |
|
|
а |
|
|
|
максимальный |
||
упором в плоский |
a |
|
||
|
|
зазор |
||
торец |
|
|
|
|
|
|
|
|
|
3. На цилиндриче- |
|
H |
|
|
скую цанговую оп- |
|
а |
а=0 |
|
равку с упором в |
a |
|
||
|
|
|
||
плоский торец |
|
|
|
|
|
a |
D |
|
|
4. При установке на |
|
|
а |
Td |
|
|
2sin 2 |
||
призму |
|
|
||
|
|
|
γ- угол призмы |
|
|
|
|
|
|
|
a |
|
|
|
5. При установке в |
|
|
а |
а=0 |
самоцентрирующие |
|
|
||
призмы |
|
|
|
|
|
|
152 |
|
|
Окончание табл. П. 4. 5.
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
260–360 |
240 |
160 |
– |
– |
240 |
– |
– |
130 |
120 |
110 |
360–500 |
280 |
180 |
– |
– |
– |
– |
– |
140 |
130 |
120 |
Примечания: 1. При установке на магнитной плите погрешность закрепления отсутствует. 2. Поперечный размер заготовки принимать наибольшим в сечении по нормали к обрабатываемой поверхности. 3. Погрешность закрепления дана по нормали к обрабатываемой поверхности.
8. Установка в зажимное приспособление с винтовым или эксцентриковым зажимными устройствами (погрешность при установке на опорные пластины)
6–10 |
– |
55 |
40 |
30 |
– |
90 |
– |
40 |
30 |
|
20 |
10–18 |
100 |
60 |
50 |
40 |
100 |
100 |
– |
50 |
40 |
|
30 |
18–30 |
110 |
70 |
60 |
50 |
110 |
110 |
– |
60 |
50 |
|
40 |
30–50 |
120 |
80 |
70 |
60 |
120 |
120 |
– |
70 |
60 |
|
50 |
50–80 |
135 |
90 |
80 |
70 |
135 |
135 |
– |
80 |
70 |
|
60 |
80–120 |
150 |
100 |
90 |
80 |
150 |
150 |
– |
90 |
80 |
|
70 |
120–180 |
175 |
110 |
100 |
90 |
175 |
175 |
– |
100 |
90 |
|
80 |
180–260 |
200 |
120 |
110 |
100 |
200 |
– |
– |
110 |
100 |
|
90 |
260–360 |
240 |
130 |
– |
– |
240 |
– |
– |
120 |
110 |
|
100 |
360–500 |
280 |
140 |
– |
– |
– |
– |
– |
130 |
120 |
|
110 |
10.Установка в приспособление с пневматическим зажимным |
|
||||||||||
устройством (погрешность при установке на опорные пластины) |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
6–10 |
– |
50 |
35 |
25 |
– |
70 |
– |
35 |
25 |
|
15 |
10–18 |
80 |
55 |
40 |
30 |
80 |
80 |
– |
40 |
30 |
|
20 |
18–30 |
90 |
60 |
50 |
35 |
90 |
90 |
– |
50 |
35 |
|
25 |
30–50 |
100 |
65 |
55 |
40 |
100 |
100 |
– |
55 |
40 |
|
30 |
50–80 |
110 |
70 |
60 |
50 |
110 |
110 |
– |
60 |
50 |
|
40 |
80–120 |
120 |
80 |
70 |
60 |
120 |
120 |
– |
70 |
60 |
|
50 |
120–180 |
140 |
90 |
80 |
70 |
140 |
140 |
– |
80 |
70 |
|
60 |
180–260 |
160 |
100 |
90 |
80 |
160 |
– |
– |
90 |
80 |
|
70 |
260–360 |
190 |
110 |
– |
– |
190 |
– |
– |
100 |
90 |
|
80 |
360–500 |
220 |
120 |
– |
– |
– |
– |
– |
110 |
100 |
|
90 |
Примечания: 1. При установке на магнитной плите погрешность закрепления отсутствует. 2. Поперечный размер заготовки принимать наибольшим в сечении по нормали к обрабатываемой поверхности. 3. Погрешность закрепления дана по нормали к обрабатываемой поверхности.
157
|
Приложение П. 5. |
|
Примеры обозначений допусков формы и взаимного расположения |
||
|
поверхностей (к этапу проектирования V). |
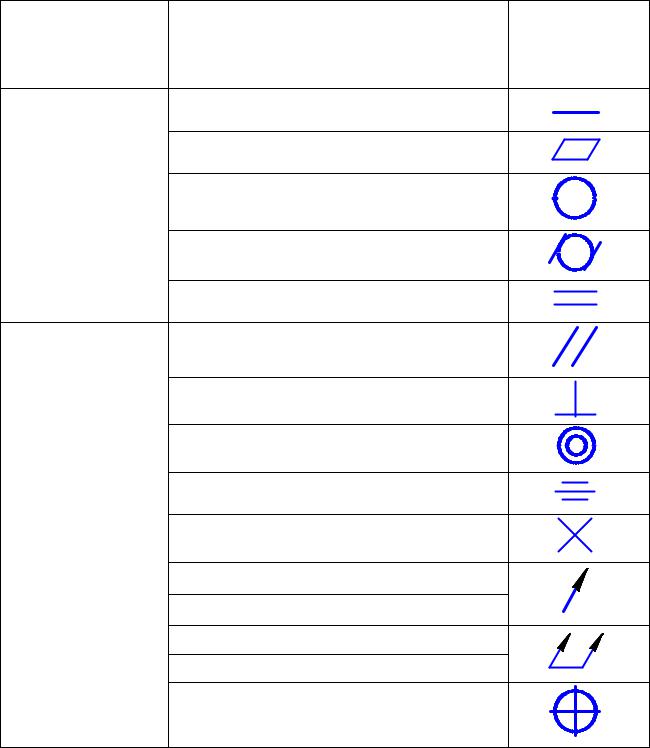
Таблица П. 5.1. |
|
Графическое обозначение допусков формы |
|
|
|
|
|
и взаимного расположения поверхностей. |
|
Группа |
|
Условный знак |
отклонений |
Наименование допуска |
допуска по |
и допусков |
|
ГОСТ 2.308-79 |
|
Допуск прямолинейности |
|
|
Допуск плоскостности |
|
Допуски формы |
Допуск круглости |
|
поверхностей |
|
|
|
|
|
|
Допуск цилиндричности |
|
|
Допуск профиля продольного сечения |
|
|
Допуск параллельности |
|
|
Допуск перпендикулярности |
|
|
Допуск соосности |
|
Допуски взаимно- |
Допуск симметричности |
|
|
|
|
го поверхностей |
Допуск пересечения осей |
|
расположения |
Допуск радиального биения |
|
|
|
|
|
Допуск торцового биения |
|
|
Допуск полного радиального биения |
|
|
Допуск полного торцового биения |
|
|
Позиционный допуск |
|
|
158 |
|
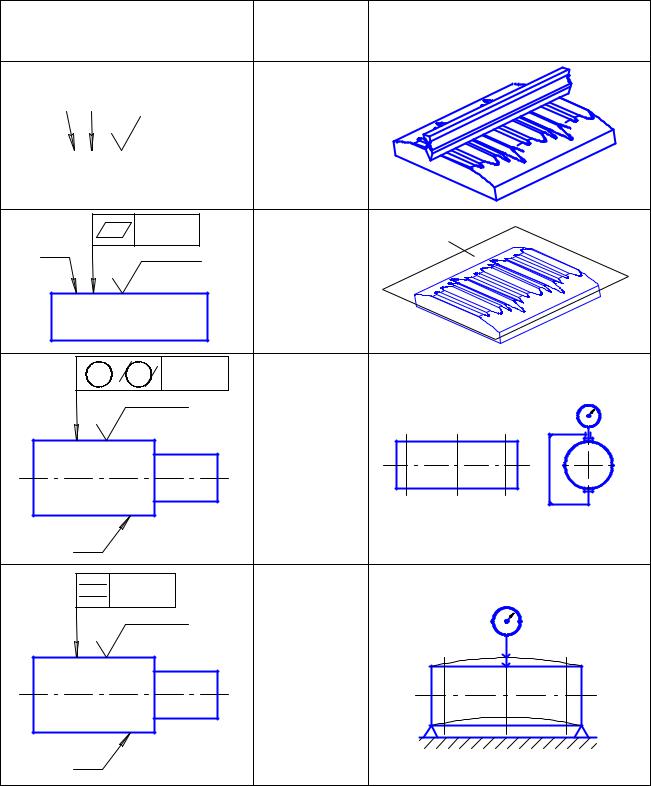
Таблица П. 5.2.
Обозначение отклонений формы и взаимного расположения поверхностей на чертежах и схемы контроля
Текст в техОбозначение на чертеже нических Схема контроля
требованиях
|
|
|
|
|
|
0,01 |
|
|
Допуск |
|
А |
|
|
|
|
|
|
прямоли- |
|||
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
нейности |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra1,6 |
поверхн. А |
||
|
|
|
|
|
|
|
|
|
|
0,01 мм |
|
|
|
|
|
|
|
|
|
|
|
|
0,004 |
Допуск |
|
Прилегающая |
|
|
||
А |
плоскостно- |
плоскость |
|
|
|
|||
|
|
|
|
|||||
|
Ra0,4 |
сти |
|
по- |
|
|
|
|
|
верхн. |
А |
|
|
|
|
||
|
|
0,004 мм |
|
|
|
|
|
|
, |
0,008 |
Допуск |
|
|
|
|
|
|
круглости и |
|
|
|
2 |
||||
|
|
|
|
|
||||
|
Ra0,8 |
цилиндрич- |
I |
II |
III |
|
||
|
ности |
по- |
|
|||||
|
|
верхн. |
А |
|
|
1 |
1 |
|
|
|
0,008 мм |
|
|
|
|||
А |
|
|
|
|
I |
II |
III |
2 |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
0,005 |
Допуск |
|
|
|
II |
|
||
профиля |
|
|
|
|
||||
|
|
продольно- |
I |
|
|
III |
||
|
Ra0,8 |
го |
сечения |
|
|
|||
|
|
поверхн. |
А |
|
|
|
|
|
|
|
0,005 мм |
|
|
|
|
|
|
А |
|
|
|
|
I |
|
II |
III |
|
|
|
|
|
|
|||
159