

Ахлюстина_Приспособления
.pdfБИБЛИОГРАФИЧЕСКИЙ СПИСОК
1.Антонюк, В.Е. Конструктору станочных приспособлений: справочное пособие / В. Е. Антонюк. – Мн: Беларусь, 1991. – 399 с.
2.Бакуменко, В.И. Краткий справочник конструктора нестандартного оборудования в 2-х томах / В.И. Бакуменко, В.А. Бондаренко, С.Н. Косоруков и др. под ред. В.И. Бакуменко. – М.: Машиностроение, 1997 – Т.1− 548 с, Т. 2 – 519 с.
3.Горошкин, А.К. Проектирование для металлорежущих станков / А.К. Горошкин. – М.: Машиностроение, 1985. – 302 с.
4.Иванов, Ю.Б. Атлас чертежей общих видов в 4-х частях. Технологические приспособления для обработки деталей машин и приборов: Учебное пособие для вузов часть 1 и 2 / под ред. А.А. Чекмарева, 4-е изд. перераб. – М.: Высшая шко-
ла, 2007. часть 1 – 52 л, часть 2 – 52 л.
5.Иванов, Ю.Б. Атлас чертежей общих видов в 4-х частях. Контрольноизмерительные приспособления: учебное пособие для вузов часть 3, / под ред. А.А. Чекмарева, 4-е изд. перераб. – М.: Высшая школа, 2007. – 52 л.
6.Корсаков, В.С. Основы проектирования приспособлений в машиностроении / В.С. Корсаков.– М.: Машиностроение, 1983.− 277 с.
7.Логунова, Э.Р. Проектирование специального приспособления: учебное пособие / Э.Р. Логунова. – изд-во ЮУрГУ. 2002. – 98 с.
8.Мясников, Ю.И. Проектирование технологической оснастки: учебное пособие/ Ю.И. Мясников. – изд-во ЧГТУ. 1996.−112 с.
9.Справочник технолога-машиностроителя: – в 2-х т. / под ред. А.Г. Косиловой, Р.К. Мещерякова. – М.: Машиностроение, 1985. Т.1− 648 с, Т. 2 – 487 с.
10.Черпаков, Б.И. Технологическая оснастка, 4-е изд.стер.: учебник / Б.И. Черпаков. – М.: Академия, 2008.− 345 с.
11.Шевляков, И.М. Обработка деталей на агрегатных и специальных станках / И.М. Шевляков, В.Д. Мельниченко.− 2-е изд. перераб. и доп. – М.: Машино-
строение, 1991. – 222 с.
12.Локтев, А.Д. Общемашиностроительные нормативы режимов резания. Справочник в 2 т./ А.Д. Локтев, И.Ф. Гущин, В.А. Батуев. – М.: Машино-
строение, 1991. – Т.1.− 640 с.
13.Локтев, А.Д. Общемашиностроительные нормативы режимов резания: Справочник в 2 т./ А.Д. Локтев, И.Ф. Гущин, В.А. Батуев, и др. – М.: Машино-
строение, 1991. – Т.2. – 560 с.
14.Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Среднесерийное и крупносерийное производство. – М.: Машиностроение, 1984. – 470 с.
15.Инструментальное обеспечение автоматизированного производства: Учеб. для машиностроительных специальностей вузов. / В.А. Гречичников, А.Р. Маслов, Ю.М. Соломенцев и др. под ред. Ю.М. Соломенцева. – М.: Высшая школа, 2001. – 271 с.
141
ПРИЛОЖЕНИЯ
Приложение П.1. Условные обозначения баз, опор, зажимов и установочных
устройств (к этапу проектирования 1)
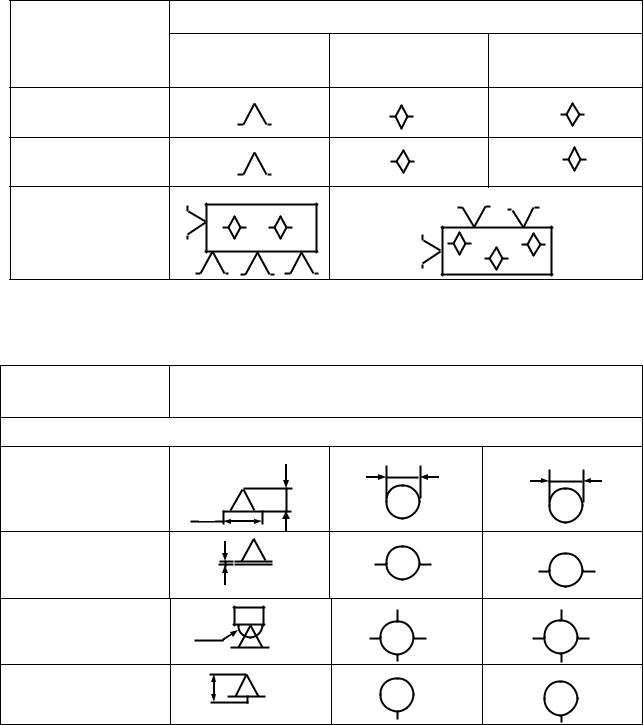
Таблица П.1.1. Примеры условного обозначения баз, опорных точек
и схем базирования по ГОСТ 21495-76
Наименование |
|
Обозначение баз и опорных точек на видах |
||||
баз, опорных то- |
|
|
|
|
|
|
чек и схем бази- |
спереди, сзади |
сверху |
|
снизу |
||
рования |
|
|
|
|
|
|
Базы |
|
|
|
|
|
|
Опорные точки |
|
|
|
1 |
|
1 |
|
|
1 |
|
|
|
|
Теоретическая |
|
4 |
5 |
4 |
|
5 |
схема базирова- 6 |
|
|
|
|
||
|
|
|
1 |
3 |
3 |
|
ния |
|
|
|
6 |
2 |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
1 |
2 |
3 |
|
|
|
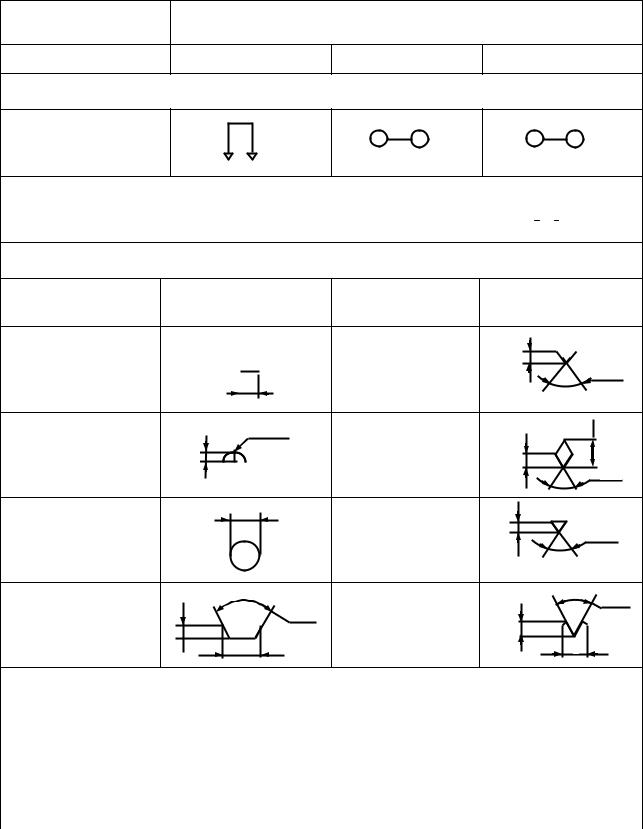
Таблица П.1.2.
Примеры условного обозначения опор, зажимов и установочных устройств по ГОСТ 3.1107-87
Наименование
опоры
1.Неподвижная
2.Подвижная
3.Плавающая
4. Регулируемая
Обозначение опор на видах
спереди, сзади |
сверху |
снизу |
1. Обозначение опор
|
6 |
6 |
|
|
|
5 |
. |
|
10 |
|
|
1 |
. |
R3 |
. |
10 |
. |
|
142





|
|
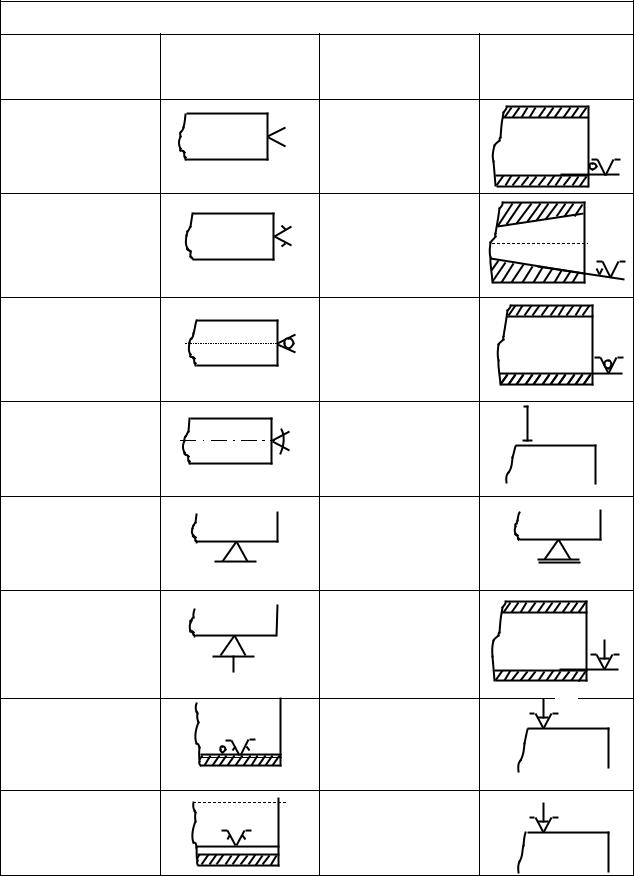
Окончание табл. П.1.2. |
|
5. Обозначение установочных устройств (на всех видах) |
|||
Наименование |
|
Наименование |
|
установочного |
Обозначение |
установочного |
Обозначение |
устройства |
|
устройства |
|
1. Центр непод- |
|
9. Оправка ци- |
|
вижный (глад- |
|
|
|
|
линдрическая |
|
|
кий) |
|
|
|
|
|
|
|
2. Центр непод- |
|
10. Оправка ко- |
|
вижный (рифле- |
|
|
|
|
ническая |
|
|
ный) |
|
|
|
|
|
|
|
3. Центр вра- |
|
11. Оправка ша- |
|
|
риковая (ролико- |
|
|
щающийся |
|
|
|
|
вая) |
|
|
|
|
|
|
4. Центр пла- |
|
12. Патрон по- |
|
вающий |
|
водковый |
|
5. Люнет под- |
|
13. Люнет непод- |
|
вижный |
|
вижный |
|
6. Опора регули- |
|
|
|
руемая со сфери- |
|
14. Оправка цан- |
ц |
ческой контакт- |
|
||
|
говая |
||
ной поверхно- |
|
|
|
|
|
|
|
стью |
|
|
З |
7. Оправка |
|
|
|
|
15. Патрон |
|
|
резьбовая цилин- |
|
|
|
|
трехкулачковый |
|
|
дрическая |
|
|
|
|
|
|
|
8. Оправка |
|
16. Патрон |
Г0 |
|
|
||
шлицевая |
|
гидропластовый |
|
|
|
144 |
|
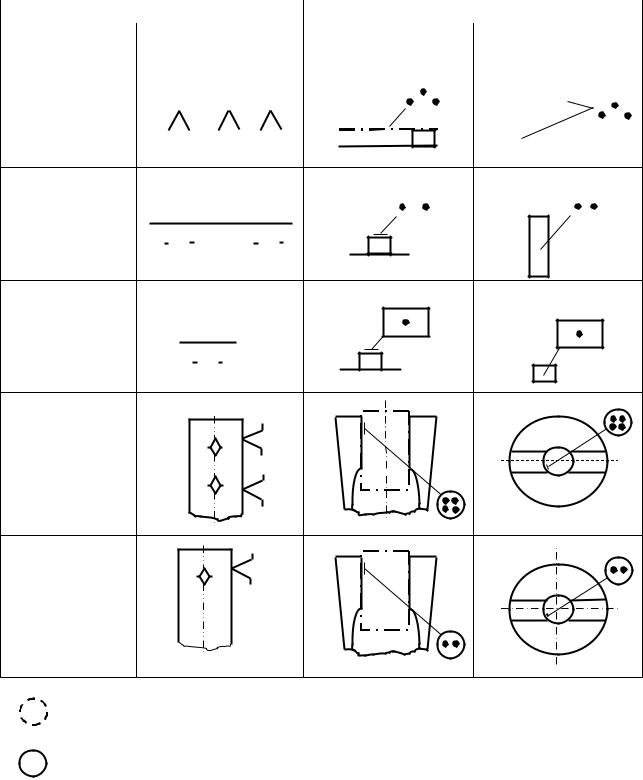
Приложение П. 2. Условные обозначения на схемах установки и закрепления
( к этапу проектирования II)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица П.2.1. |
|||||||
Условные обозначения контактных точек на схемах установки |
||||||||||||||||||||||||||||||||||
На схемах базирования |
|
|
|
|
|
|
|
На схемах установки |
||||||||||||||||||||||||||
вид базы |
на видах спереди |
на видах спереди |
на виде сверху |
|||||||||||||||||||||||||||||||
|
|
и сбоку |
|
|
|
|
|
и сбоку |
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
Установочная |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 4
4  5
5
 6
6
1