

4.5.3. Планирование материального обеспечения предприятия
В плане предприятия устанавливается требуемое для выполнения годового обмена работ количество основных и вспомогательных материалов, инструмента, топлива и других материальных ресурсов.
В экономическом отношении это наиболее значимая часть затрат на производство продукции (до 60-70%). Экономное расходование материалов, ресурсов является весьма существенным фактором снижения себестоимости продукции и уменьшения потребных предприятию оборотных средств.
Разработке предшествует анализ выполнения плана по объему и ассортименту, анализ качества поступивших материалов.
План материально-технического обеспечения разрабатывается на основе производственных программ, нормативов и норм расхода сырья, топлива, энергии, комплектующих изделий, мероприятий по экономии, остатков материалов на начало и конец года, связей кооперации, цен на все виды ресурсов.
Отдел материально-технического обеспечения определяет потребность предприятия в ресурсах, нормы их хранения, а также принимает участие в разработке плана материально-технического обеспечения, мероприятий по экономии, организует складские операции по приему, хранению, учету и выдаче материалов, следит за соответствием их качества, обеспечивает своевременное и комплектное поступление в цехи материалов в пределах установленных лимитов, выполняет оперативный и сводный учет и анализ снабженческих и складских операций.
С планом материально-технического обеспечения тесно связан процесс сбыта продукции.
Отдел маркетинга и сбыта осуществляет наблюдение за своевременной отгрузкой, качеством и комплектацией продукции, поставляемой потребителям, ускорению и удешевлению движения продаж от поставщика к потребителю.
Для планирования предприятие разрабатывает номенклатуру потребляемых материалов, определяет планово-расчетные цены на них, устанавливает технически обоснованные нормы расходов.
Номенклатура материалов – это систематизированный перечень материалов, применяемых на предприятии с указанием их основных свойств, размеров, технических характеристик и условных обозначений. Она обеспечивает единообразие в наименовании материалов (единый классификатор промышленной продукции) и соответствует более четкой работе органов снабжения.
Формирование списка материалов
Список материалов (СМ) содержит перечень всех узлов, подузлов, деталей и сырьевых материалов, необходимых для производства одной единицы конечного продукта. Каждый конечный продукт имеет свой СМ. Перечень СМ является иерархическим; он показывает количество каждого элемента, необходимого для завершения одной единицы изделия на каждом последующем уровне сборки. Внутреннюю структуру СМ можно представить яснее, рассмотрев дерево структуры изделия (рис. 6.13). Структура изделий на рис. 6.13 является простым деревом структуры для производства стула.
Дерево структуры изделия — это визуальное отображение производственных требований в списке материалов, где все компоненты расположены по уровням производственного процесса
ПРИМЕР 5.3.1
Используя данные, представленные на рис. 6.14 выполните следующие задания:
a) Определите количество элементов B, C, D, E, F, необходимое для сборки одного изделия Х.
a) Определите количество этих компонентов, которое потребуется для сборки изделий Х.
Решение:
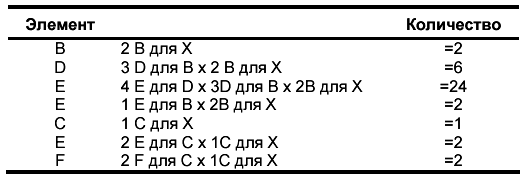
а)Элемент Е встречается в трех различных местах. Общие требования по данному элементу можно определить путем суммирования всех величин для элемента Е, что даст 28.
б) Для сборки 200 единиц изделия Х, количество каждого из компонентов должно быть умножено на 200. Например, должно быть изготовлено:
200 · 2 = 400 В;
200 · 6 = 1200 D;
200 · 28 = 5600 Е и т.д.
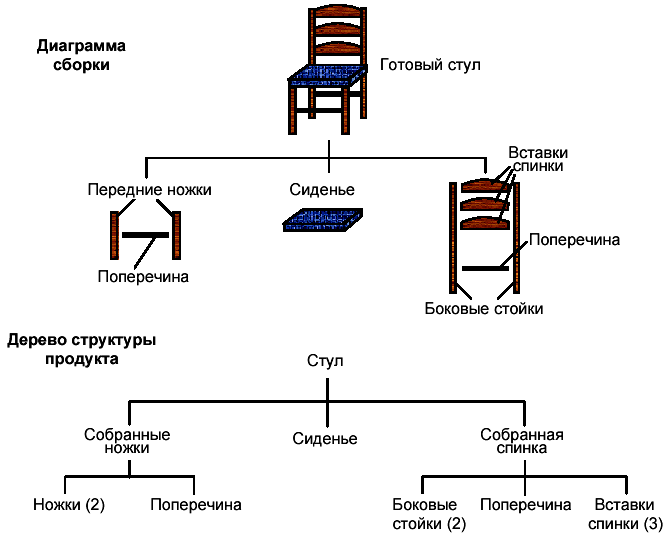
Рис. 6.13. Диаграмма сборки и дерево структуры продукта для стула
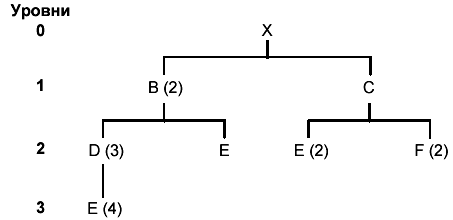
Рис. 6.14 Дерево структуры конечного продукта Х
Временная синхронизация производственных потребностей отчетливо видна на диаграмме сроков сборочного процесса (рис. 6.15) Например, сырьевые материалы D,F,I должны быть заказаны в начале второй недели, деталь С – в начале четвертой недели., а деталь H – в начале пятой недели, чтобы обеспечить производство в соответствии с планом.
Количества, которые получаются из переработки списком материалов называются общей (валовой) потребностью; они не принимают в расчет имеющихся наличных запасов или заказов в процессе исполнения. Материалы, которые в действительности нужно получить для соответствия количеству, указанному в контрольном графике, называются чистыми материально–производственными потребностями (Net requirements).
Определение чистых материальных потребностей (неттинг – netting) выполняется путем вычитания из величины общей потребности суммы наличных запасов и запланированных поставок по графику, а затем к полученному результату прибавляются требования по резервному запасу, если они необходимы:


Рис. 6.15. Временная диаграмма сборочного процесса, показывающая сроки заказов, необходимые для обеспечения планового выпуска готовой продукции
В зависимости от политики компании в сфере заказов, заказ-релизы могут выпускаться по общему количеству материала (например, 50 единиц), или же по количеству на определенное время, возможны и другие варианты, эти два применяются наиболее широко. Пример 6.3.2 иллюстрирует различие между этими двумя стратегиями заказов, а также основные концепции синхронизации материальных потребностей по времени.
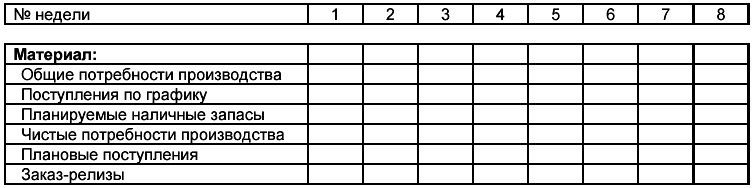
Общие требования (Gross requirements) – общая предполагаемая потребность в деталях или сырье на каждый период времени, без учета наличных запасов.
Поступления по графику (Scheduled receipts) – открытые заказы, запланированные для поступления от поставщиков или из других источников к началу определенного периода.
Планируемые наличные запасы (Projected on hand) – ожидаемый размер запасов, которые должны быть в наличии к началу каждого периода: поступления по графику плюс оставшиеся запасы с прошлого периода.
Чистые потребности (Net requirements) – действительное количество материала, необходимое на каждый период времени.
Плановые поступления (Planned-order receipts) – количество, ожидаемое для поступления на начало периода, в котором оно показано. При непрерывной организации поставок это количество будет эквивалентно чистым требованиям. При поставках партиями это количество может превосходить чистые требования. Любой излишек прибавляется к наличным запасам на следующий период времени.
Заказ-релизы (Planned-order releases) – показывают планируемое количество заказов на каждый период времени; эквивалентно общему количеству плановых поступлений, с учетом времени производства. Это количество определяет общие требования производства на следующем уровне производственного или сборочного процесса. Когда заказ выполнен, он удаляется из заказ-релиза и переходит в раздел поступлений по графику.
Эти количества используются в синхронизированном плане следующего формата:
Пример 6.3.2.
Предприятие, которое производит деревянные ставни и книжные полки, получило два заказа на ставни: один на 100 шт. и другой на 150 шт. Заказ на 100 единиц должен быть выполнен на начало 4-ой недели текущего графика и заказ на 150 единиц – на начало 8-ой недели. Каждый ставень состоит из 4-х сборных деревянных секций и двух рам. Деревянные секции изготавливаются на предприятии, и их производство занимает одну неделю. А рамы заказываются, и время их доставки – 2 недели. Сборка ставней требует одну неделю. В первую неделю (т.е. на начало недели) получение по графику составляет 70 деревянных секций. Определите размер и временные интервалы заказ-релизов, необходимых для удовлетворения требований по отгрузке готовой продукции при каждом из приведенных условий:
1. Непрерывная организация поставок (т.е. размер заказа эквивалентен чистой производственной потребности).
2. Поставки партиями с размером партии 320 единиц для рам и 70 единиц для деревянных секций.
Решение:
а) Разрабатываем контрольный график производственного процесса:

б) Разрабатываем дерево структуры продукта:

a) Используя контрольный график, определяем общую производственную потребность в ставнях. Затем вычисляем чистую потребность. При непрерывной организации поставок , определим величину запланированных поступлений и временные интервалы поставок для соответствия контрольному графику производственного процесса (рис. 6.16).
Так как контрольный график требует, чтобы 100 ставней были готовы к отгрузке, и не планирует наличный запас ставней на начало 4-ой недели, то чистые потребности составляют также 100 ставней. Следовательно, плановые поступления для недели 4 равны 100 ставням. Так как на сборку ставня требуется одна неделя, то это значит, что заказ-релиз должен быть в начали недели 3. Следуя той же логике рассуждений, 150 ставней должны быть собраны в течение недели 7, для того чтобы начать их отгрузку в начале недели 8.
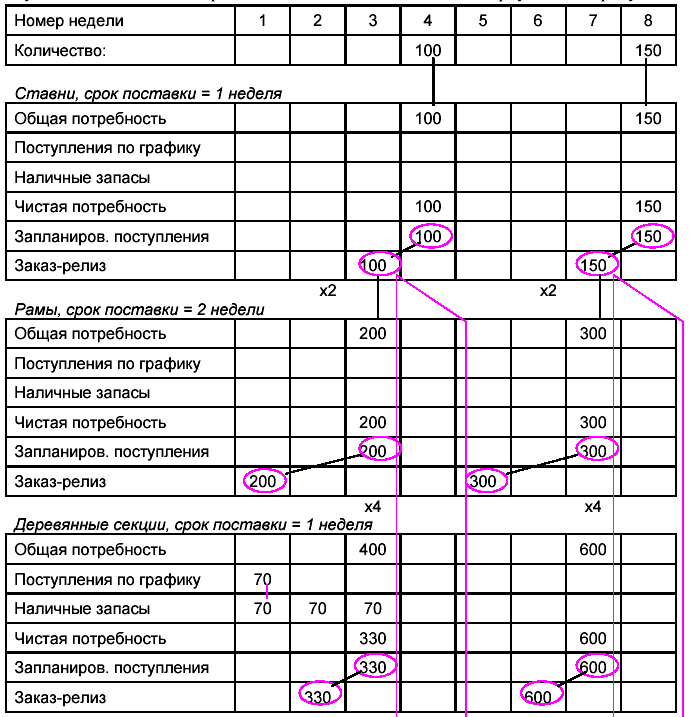
Рис. 6.16. График при непрерывном виде поставок
Закз-релиз на 100 ставней в начале недели 3 означает, что 200 рам (общая потребность) должны быть готовы к этому сроку. Поскольку наличный запас не предполагается, то чистая потребность составляет 200 рам, поэтому необходимо плановое получение 200 рам к началу недели 3. С учетом двухнедельного срока поставки, это означает, что 200 рам должны быть заказаны в начале недели 1. Подобным же образом, заказ-релиз на 150 ставней на недели 7 вызывает общую производственную потребность и чистую потребность, равные 300 рамам для недели 7, и их плановое получение к этому сроку. Двухнедельный срок поставки означает, что рамы должны быть заказаны в начале 5.
Кроме того, заказ-релиз на 100 ставней к началу недели 3 вызывает общую производственную потребность в 400 деревянных секций на это же время. Однако предполагается иметь в наличном запасе 70 деревянных секций, поэтому чистая производственная потребность составит 400 – 70 = 330. Это означает плановое получение 330 деревянных секций к началу недели 3. Так как время производства составляет одну неделю, производственный процесс должен начаться в начале недели 2.
Аналогично, заказ-релиз на 150 ставней на неделе 7 вызывает общую производственную потребность на этот срок, равную 600 деревянным секциям. Так как не предполагается иметь наличные запасы деревянных секций, то чистая потребность также составляет 600, и плановое получение составляет 600 единиц. Срок изготовления равен одной неделе – это означает, что в начале недели 6 по графику запланирован выпуск 600 секций.
a) При поставке партиями, единственное отличие заключается в том, что плановые получения, возможно, превысят чистую производительную потребность. Излишек записывается как плановый наличный запас на последующий период времени.
Например, на рис.6.17, заказ на рамы составляет 320 единиц.
Чистая производственная потребность для недели 3 составляет 200 единиц; таким образом, образуется излишек, равный 320 – 200 = 120 единиц, которые становятся плановым наличным запасом на следующую неделю.
Аналогично, чистая производственная потребность в рамах составляет 180 единиц, что на 140 единиц меньше, чем размер заказа (320 единиц); снова излишек становится плановым наличным запасом на неделю 9. То же самое происходит и с деревянными секциями: излишек плановых поступлений на неделях 3 и 7 добавляется к наличному запасу на недели 4 и 8 соответственно. Заметьте, что размер заказа должен быть кратен размеру партии; для недели 3 это 5 · 70 и для недели 7 – 9 ·70.
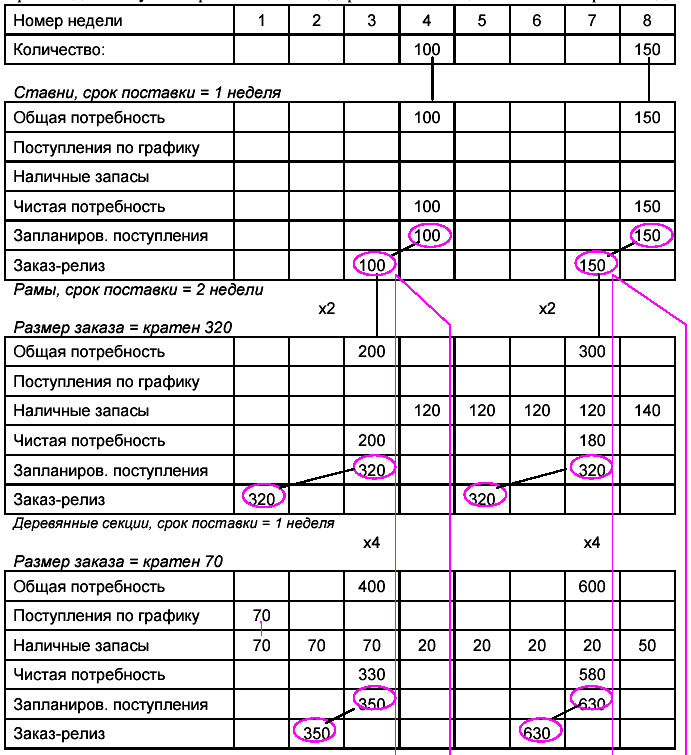
Рис. 6.17. MRP график при поставках компонент партиями
Другая сторона процесса определения материальных потребностей производства для сборочных компонентов приводится на рис. 6.18.
Пример 2 не отслеживает материальные потребностей производства, особенно в тех случаях, когда одни и те же узлы, детали и сырье используются для изготовления разных изделий. Различия во времени требований и в необходимых количествах, пересмотры, вызванные задержкой поставок, большое количество боя и и отмененные заказы – все это влияет на процесс планирования.
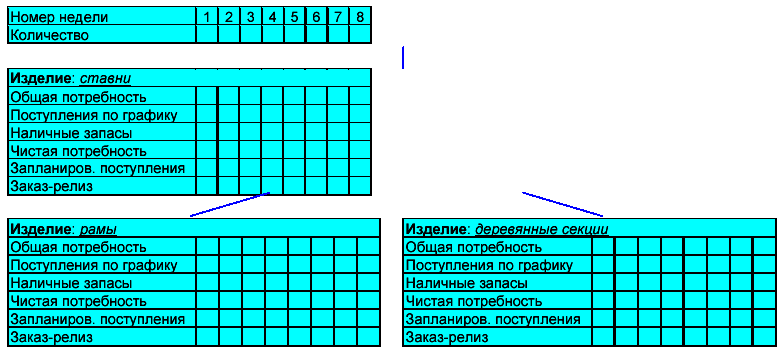
Рис. 6.18. Чистые требования на каждом уровне определяют валовые требования на следующем уровне
Рассмотрим, элемент G, который используется для производства конечного продукта W,X и Y, как это показано на деревьях структуры на рис. 6.19. Предположим, что все сроки производства для этих продуктов составляют одну неделю.
Контрольный график производственного процесса для этих продуктов показан на рис. 6.20, на котором представлены общие потребности для производства данных конечных продуктов: чистая будет меньше на величину наличного запаса. Это же положение действительно для чистых потребностей по подузлам N, M и H. Каждый из этих факторов следует принимать во внимание при расчете чистой производственной потребности для G. Общая потребность для G выглядит примерно так же, как на графике на рис. 6.20; при этом чистая производственная потребность для G равна сумме этих величин, за вычетом наличного запаса G, который также показан на рис. 6.20.

Рис. 6.19. Основной график производственного процесса для конечных продуктов, в которых используется элемент G
Запасы конечного продукта не приводятся, как не приводятся они и для родителей N, M и H. Однако дело не в вычислениях, а в том, что общая производственная потребность для элемента G определяется чистыми потребностями для производства всех его родителей (см. нижнюю часть рис. 6.20)
Термин пеггинг (pegging – протыкание) обозначает работу этого процесса наоборот; т.е. определение родительских элементов, которые вызвали данный ряд материальных требований для некоторого элемента –G.

Рис. 6.20. Чистые требования по элементу G
Планово-расчетная цена включает в оптовую цену поставщика, наценки сбытовых или снабженческих организаций, железнодорожный тариф или водный фракт, погрузочно-разгрузочные работы и расходы на затаривание.
Норма расхода материала должна предусматривать наиболее экономное использование его в конкретных условиях производства, то есть должна быть прогрессивной.
Норма расхода материала Нр включает полезный расход материала Рпол, дополнительные затраты, вызванные технологическим процессом Ртехн, затраты, не связанные с технологическим процессом, но в минимальном размере имеющиеся в производстве (например, потери распыления, усушки) Рпроч.
Нр = Рпол + Ртехн + Рпроч. (6.3)
Коэффициент использования материала определяется по формуле
Ки.м = Рпол / Нр. (6.4)
Нормы расхода материала устанавливаются методами: аналитико-расчетным, экспериментально-лабораторным, опытно-статистическим. Вспомогательные материалы нормируют либо расчетным, либо экспериментальным путем.
Норма запаса материалов служит для установления объема потребного завоза их на планируемый период порядка их поступления от поставщиков, а также для определения размера складских помещений и расчета потребностей в оборотных средствах.
Непрерывность и бесперебойность производственных процессов требует, чтобы на складах снабжения предприятия постоянно находился некоторый запас материалов и инструментов и др. Величина такого запаса должна быть минимально необходимой, исходя из условий потребления и доставки этих материалов на склад потребителя.
Движение складских запасов материалов планируется по схеме максимум-минимум (рис.6.21).
Текущим запасом Zтек называется часть складского запаса, обеспечивающая потребность цехов в материалах между очередными его поставками. Эта часть расходуется и регулярно восстанавливается, и определяется по формуле
Zтек = Рсут Т = р, (6.5)
где Т – период между двумя очередными поставками; Рсут – среднесуточный расход материала;
р – величина поставляемой партии.
Текущий запас изменяется от Zmax до 0.
Средний запас Zср равен половине максимального. Он является нормой запаса материала, учитываемого при определении планируемого размера оборотных средств, и определяется по формуле
Zср = Рсут Т /2= р/2. (6.6)
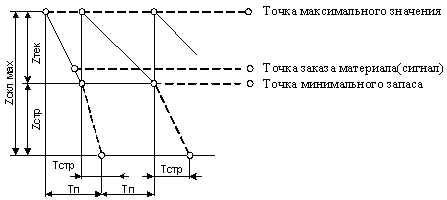
Рис.6.21. График движения складского запаса материалов
Страховым запасом Zстрах называется часть складского запаса материала, предназначенная для обеспечения производства в случае отсутствия текущего значения, а также непредвиденных отклонений от нормальных условий снабжения
Zстрах=РсутТсроч, (6.7)
где Тсроч – время необходимое для срочного восстановления текущего запаса.
Складской запас Zmax – в момент очередной поставки равен сумме максимального текущего и страхового запаса
Zmax = Zтек + Zстрах. (6.8)
При планировании материального обеспечения определяют потребность в основных материалах по формуле
![]() ,
(6.9)
,
(6.9)
где Nвыпi – выпуск продукции i-го наименования; Нртi- техническая норма расхода материала; m– номенклатура изделия.
Для вспомогательных материалов определяют по формуле
![]() ,
(6.10)
,
(6.10)
где Nрi –объем работы в условных измерителях; l – номенклатура оборудования, использующего i-й вид материала.
Заготовительный план или баланс материально-технического обеспечения содержит расчет потребности в материалах по видам и нормам, подлежащих заготовке в планируемом периоде, источники их поступления и рассчитывается по формуле:
Мзаг = Мпотр +(Zк – Zн), (6.11)
где Мзаг – количество заготавливаемого материала определенного вида; Zк и Zн – запас материалов на складе проектируемого на конец планового периода и начало этого же периода.
На основании плана материально-технического обеспечения составляют материальные заявки, которые рассматриваются техническими и финансовыми подразделениями предприятия для выделения соответствующих фондов.
Использование материалов по видам в целом по предприятию находят отражения в составленном ежеквартально балансе материалов. Оперативные отчеты об использовании всех видов материалов позволяют выявлять сверхнормативные расходы и принимать меры к предупреждению непроизводственных потерь.
Поддержание резервного запаса, выбор размера партии и планирование незавершенного производства
Резервный запас
Вначале необходимо выявить наиболее нестабильные процессы и операции, и определить уровень этой нестабильности. При изменениях в сроках производственного процесса, вместо концепции резервных запасов часто используется концепция резервного времени.
Это заключается в том, что план поставок разрабатывается с достаточным опережением по времени, чтобы исключить или значительно сократить возможность задержки в выполнении заказа. Часто менеджеры выбирают путь поддержания резервного запаса для конечного продукта, который подвержен случайному спросу.
Определение размера партии
Выбор размера партии для заказа или для производства – определением размера партии. Для элементов независимого спроса часто используется понятия экономически целесообразных размеров заказа (economic order size) и экономически целесообразных объемов работ (economic run size).
Основная цель управления запасами для систем с зависимым и независимым спросом – минимизация стоимости выполнения заказа (стоимости обеспечения производства) и стоимости поддержания запаса. При независимом спросе потребности часто распределяются равномерно в пределах планового периода ) например, 6 месяцев, год). Зависимый спрос, как правило, более неоднороден, и его плановый период гораздо короче (например, 3 месяца), поэтому целесообразные размеры партии определить труднее. Рассмотрим ситуацию, рассмотренную на рис. 6.22. Периодические потребности изменяются от 1 до 80 единиц, и размер спроса на повторяется на всем протяжении рассматриваемого периода.
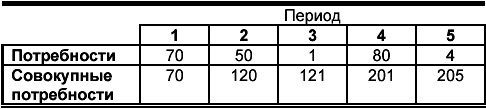
Рис. 6.22. Потребности в детали К
Модели организации заказа:
Непрерывная организация заказов (Lot-for-Lot Ordering). Самый простой из всех методов – непрерывная организация заказов (lot-for-lot ordering). Размер партии заказа на каждый период устанавливается эквивалентно производственным потребностям на данный период. Этот метод был приведен в примере 6.3.2.
Достоинства – исключаются издержки хранения (holding costs) для компонентов, переносимых на следующий период. Следовательно, непрерывная организация поставок сводит к минимуму вложения в создание материальных запасов.
Недостатки этой системы:
- включает заказы различного объема, при этом невозможно использовать преимущества заказов фиксированного объема (например, стандартными контейнерами или другими стандартизованными способами);
- необходимо осуществлять новый заказ при каждом процессе.
Модель экономически целесообразной величины (Economic Order Quantity Model). Она помогает свести затраты к минимуму – при условии, что потребности достаточно регулярны. Это может относиться к сырьевым материалам. Однако чем более неравномерна производственная потребность, тем этот подход менее применим. Так как спрос наиболее неравномерен обычно на уровне конечного продукта, данная модель более применима для материалов нижних уровней, чем для конечной продукции.
Заказы с фиксированным периодом (Fixed-Period Ordering). Данный тип заказов охватывает заранее определенное количество периодов (например, два или три). Существует простое правило: план должен перекрывать интервал в два периода.
Модель элемент-период (Part-Period Model). Модель элемент-период – баланс расходов на выполнение заказов и на поддержание запасов. Термин элемент–период (part-period) означает поддержание запасов деталей или частей в пределах определенного количества периодов. Например, если создан запас на 10 деталей на два периода, то величина элемент-период должна равняться 10 х 2 = 20.
Эффективная величина элемент–периода (ЭЭП) может быть вычислена как отношение затрат на заказы к стоимости содержания одной единицы в один период
ЭЭП Ззак /Зх.ед (6.12)
Для того, чтобы определить размер заказа, который ближе всего к ЭЭП, оцениваются различные размеры заказов за плановый период и определяется количество элемент-периодов для каждого размера заказа. Тот вариант, который ближе всего к ЭЭП, выбирается как оптимальный размер партии. Оцениваемые размеры поставок основываются на совокупных производственных потребностях. Пример 6.3.3 иллюстрирует этот подход.
ПРИМЕР 6.3.3.
Используйте метод элемент-период для определения размеров заказа для приведенного графика потребностей:

Затраты на выполнение заказа для данного элемента составляют 80 долл. За производственный цикл, а стоимость содержания единицы элемента – 0,95 долл. за период.
Решение:
1. Сначала вычисляем ЭЭП: ЭЭП = 80 / 0,95 = 84,21, эта величина округляется до 84.
2. Затем найдем суммарные размеры партий, начиная с 60, до тех пор, пока величины деталь-период не приблизятся к ЭЭП. Продолжим этот процесс на плановый период. Это приводит нас к следующему (см. табл.).

* Ближайшее к 84
Вычисления деталь-периодов показывают, что 122 единицы должны быть заказаны и получены к началу периода 1, и 100 единиц – должны быть заказаны и получены к началу периода 5. Следующая партия должна быть подготовлена к периоду 8, но на данный момент не хватает информации для определения ее размеров.
Размеры партий, рассматриваемые за период 1, соответствуют совокупным производственным потребностям. Как только оптимальный размер партии определен, совокупные потребности приравниваются к нулю, а затем снова суммируются, начиная со следующего периода. В данном случае, размер заказа, равный 122 единицам, покрывает первые четыре периода, так что следующая совокупная потребность вычисляется для периода 5. Следующая партия распространяется до периода 7, и расчеты возобновляются с периода 8.
Процесс работает хорошо для первого размера партии, так как общее число деталь-периодов приближается к ЭЭП, но эффект неравномерного спроса явно сказывается на втором размере партии в 100 единиц (140 деталь–периодов – величина не слишком близкая к 84).
При выборе метода определения размера заказа следует принимать во внимание характер производственных потребностей (степень единообразия), относительную значимость соотношения между текущими издержками и стоимостью выполнения заказа, а также любые другие соображения, оказывающие влияние на заказы. Не существует единственного метода, который одинаково подходил бы во всех случаях.
Планирование требований по производственным мощностям
Планирование требований по производственной мощности – это процесс определения краткосрочных потребностей производственных мощностей.
Требования по ресурсам (мощности) представляют в форме серий отчетов по загрузке каждого подразделения или производственного участка, на основании которых сравниваются известные и предполагаемые требования по объемам с планируемой пропускной способностью (рис.6.23). Он показывает ожидаемые требования по ресурсам (использование ресурсов) для текущей работы, запланированные заказы, и ожидаемые поставки на планируемый период. Если мощности достаточны, то часть производственного графика, определяющая данные требования, может быть утверждена.
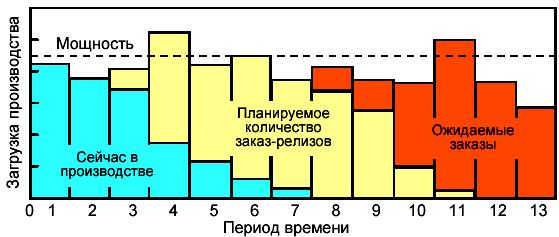
Рис. 6.23. Отчет по предлагаемой загрузке подразделений
На рис. 6.23 отчет по загрузке предусматривает заказ-релизы за 4-ый период, которые вызовут перегрузку. Однако можно скорректировать производственные потребности небольшим перемещением некоторых заказов на следующий период. Таким же образом, перегрузка возникает в период 11, но здесь также можно сместить некоторые процессы на соседний период времени. В случае, когда производственные мощности недостаточны, то их можно увеличить (включением в график сверхурочных работ или переводом персонала из других подразделений, или заключением субподрядов на некоторые виды работ) – если это возможно и целесообразно, или же пересмотреть контрольный график производственного процесса, изменяя его до тех пор, пока он не станет выполнимым и реальным.
Важным аспектом планирования требований по производственной мощности является перевод количественных требований в машино- и трудозатраты. Это осуществляется путем перемножения количественных требований за каждый период на стандартные значения машино- и/или трудозатрат для одного узла. Например, если планируется производство 100 единиц изделия А, и для каждой единицы стандартное значение времени трудозатрат 2 часа, а машинозатрат 1,5 часа, следовательно:
![]()
Затем данные требования по производственной мощности нужно сравнить с имеющейся мощностью производственного участка, чтобы определить, в какой степени производство данного продукта использует имеющиеся мощности. Например, если производственный участок имеет мощность 200 трудочасов и 200 машиночасов, тогда загрузка по затратам труда будет 100%, так как все имеющиеся мощности потребуются для производства продукта. Однако машинные резервы будут недозагружены:
![]()
где Т – требуется, И – имеется в наличии.
Недозагрузка может означать, что незадействованные мощности можно использовать для другой работы; перегрузка означает, что имеющиеся в наличии мощности недостаточны для производства. Для того, чтобы исправить положение, можно изменить график производства, или же ввести сверхурочные работы.