

1.3 Перепады давления в сечениях определим по формуле:
∆Р=ξ* (V2)/(2*g)*γ/10
где ∆Р- перепад давление, (МПа)
ξ=(5.04*Fу / Kv)2- коэффициент сопротивления
где Fy - площадь проходного сечения, (м2)
g=10 - ускорение свободного падения, (м/с2)
γ=1000 - удельный вес, (кг/м3)
- проходное сечение 4.48 (см2)
ξ=((5.04*4.48)/3.2)2, ξ= 49
∆Р=49*(1192)/(2*10)*1/10, ∆Р= 3,4 (МПа)
-проходное сечение 9,95 (см2)
ξ=((5.04*9,95)/3.2)2, ξ= 245
∆Р=245*(532)/(2*10)*1/10, ∆Р= 3,4 (МПа)
- проходное сечение 14,73 (см2)
ξ=((5.04*17,73)/3.2)2, ξ= 538
∆Р=538*(36,22)/(2*10)*1/10, ∆Р= 3,4 (МПа)
- проходное сечение 19,36 (см2)
ξ=((5.04*19,36)/3.2)2, ξ= 929
∆Р=939*(27,52)/(2*10)*1/10, ∆Р= 3,5 МПа
- проходное сечение 23,85 9 (см2)
ξ=((5.04*23,85)/3.2)2, ξ= 1411
∆Р=1411*(22,362)/(2*10)*1/10, ∆Р= 3,5 (МПа)
1.4 Расход воды в сечениях определим по формуле:
Gб=5, 04*μтр*fc*√∆P*ρ
где Gб - расход воды в рассматриваемом сечении, (м3/ч)
μтр=1 коэффициент трения,
ρ=0.8 плотность рабочей среды при Т=250°С
- проходное сечение 4.48 (см2)
Gб=5, 04*1*0.000448*√3,4*106*0.8
Gб=3, 06 м3/ч.
- проходное сечение 9,95 (см2)
Gб=5, 04*1*0.000995*√3,4*106*0.8
Gб=8,2 м3/ч.
- проходное сечение 14,73 (см2)
Gб=5, 04*1*0.001473*√3,4*106*0.8
Gб=12,42 м3/ч.
- проходное сечение 19,36 (см2)
Gб=5, 04*1*0.001936*√3,5*106*0.8
Gб=16,32 м3/ч.
- проходное сечение 23,85 (см2)
Gб=5, 04*1*0.002385*√3,5*106*0.8
Gб=20,11 м3/ч.
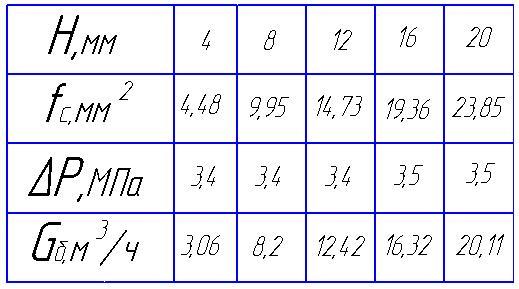
1.5 Данные зависимости площади проходных сечений, перепадов давления, расхода рабочей среды от хода штока мэп:
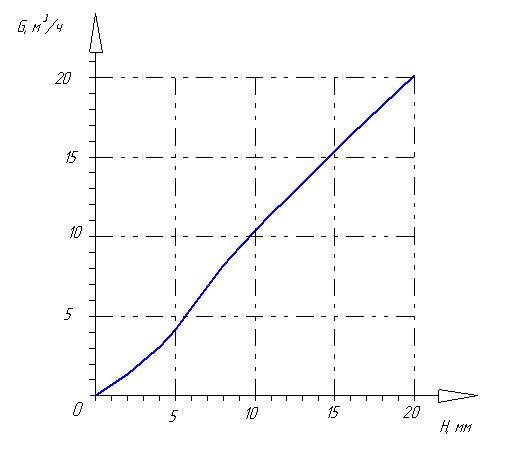
1.6. График зависимости расхода рабочей среды от хода штока
2.Общая часть Введение
Проектирование технологических процессов изготовления деталей машин имеет цель - установить наиболее рациональный и экономичный способ обработки. При этом обработка заготовок на металлорежущих станках должна обеспечить выполнение требований, предъявляемых к точности и чистоте обрабатываемых поверхностей, правильности контуров и форм и т.д. Таким образом, спроектированный технологический процесс механической обработки деталей должен при его осуществлении обеспечить выполнение требований, обуславливающих нормальную работу собранной машины.
При проектировании технологических процессов изготовления деталей машин необходимо учитывать следующие основные направления в развитии технологии машиностроения:
1)Возможно большее сокращение обработки металлов резанием за счет изготовления заготовок, по форме и размерам приближающихся к готовой детали. Такие заготовки повышают технико-экономическую эффективность, уменьшается расход металла вследствие уменьшения припусков, снижается трудоемкость механической обработки и потребность в металлорежущем оборудовании и инструменте, уменьшается себестоимость изготовления деталей.
Более точные отливки получают путем литья в постоянные формы и специальными методами литья.
Значительное уменьшение припусков и объема механической обработки достигается при изготовлении заготовок путем штамповки, методами порошковой металлургии.
2) Применение при механической обработке автоматизированного оборудования, агрегатных станков, алмазного инструмента, быстродействующих приспособлений с гидравлическими и пневматическими зажимными устройствами, оптимальных режимов резания, возможно большее сокращение вспомогательного времени путем использования автоматических загрузочных устройств.
Концентрацию значительного количества операций на одном станке для одновременной обработки нескольких поверхностей большим количеством инструментов.
Все более широкое применение поточного метода не только в массовом производстве, но и в крупносерийном и серийном.
Автоматизацию технологического процесса сборки машин.
Повышение качества механической обработки и сборки машин.