

49 Геометрические параметры поверхностного слоя
Поверхностный слой с геометрической точки зрения представляет собой довольно сложную формацию.
Как известно любая реальная поверхность имеет отклонения формы от идеальной поверхности, заданной чертежом.
Макрогеометрия поверхности, т. е. характеристика ее формы — овальность, огранка, конусность для цилиндрических поверхностей, выпуклость или извернутость плоскости и т. п. — является важным фактором, влияющим на работоспособность деталей.Для различных поверхностей допустимые отклонения формы оговорены соответствующими стандартами.
Микрогеометрия, которая имеет не меньшее значение для оценки свойств поверхностного слоя, характеризуется шероховатостью (высотой неровностей R, или средним арифметическим отклонением профиля от средней линии R„ и рядом других параметров) и волнистостью (совокупность периодически повторяющихся выступов и впадин с шагом, превышающим базовую длину, принятую стандартом для определения параметров шероховатости).
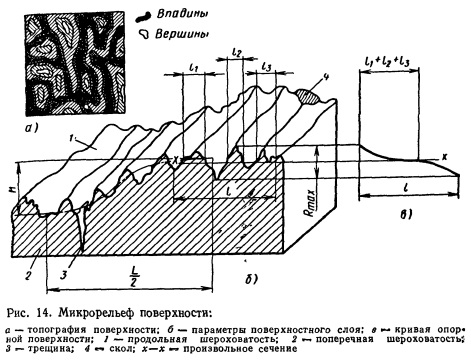
Следует подчеркнуть, что микрорельеф поверхности представляет собой достаточно сложную картину с различной шероховатостью (рисунок 14)
Микротопография поверхности (рис. 14, а) показывает сложное чередование впадин и выступов, поэтому профилограмма является случайным сечением и лишь с известной степенью приближения характеризует рельеф поверхности.
На работоспособность изделия влияют не только основные характеристики волнистости (рис. 14, б) (высота волны Н и ее шагL)и шероховатости,но и форма микронеровностей, их направление, форма волнистости и другие параметры микрорельефа.
Для характеристики шероховатости часто применяют интегральную характеристику — кривую опорной поверхности (рис. 14,в) и отдельные показатели, оценивающие форму микрорельефа. Так определяют шаг микронеровностей, средний радиус впадин и выступов, параметры кривой опорной поверхности и др. Для более полной характеристики шероховатости поверхности можно использовать аппарат гармонического анализа и профилограмму поверхности представить в виде конечной совокупности гармоник.
Шероховатость и волнистость поверхностного слоя зависят от вида технологического процесса и режимов обработки — величины подачи, скорости резания, применения смазочно-охлаждающей жидкости, от геометрии режущего инструмента, жесткости и виброустойчивости системы СПИД (станок — приспособление — инструмент—деталь).
Следует отметить, что геометрическими параметрами (размерами) можно характеризовать и отдельные дефекты поверхности — трещины, сколы (см. рис. 14, б), царапины и другие локальные отклонения от установившегося рельефа.
50Диагностические признаки
Для каждого изделия имеется большое число признаков (параметров), по которым можно судить о его техническом состоянии. Эти параметры и признаки можно разделить на три основные группы.
1 Контролируются выходные параметры изделия или его узлов, которые определяют его работоспособность согласно установленным ТУ. Обычно эти параметры могут быть измерены тем или иным способом с использованием методов, применяемых для контроля готового изделия. Более доступен, как правило, контроль выходных параметров машины или ее функциональных узлов. Контроль выходных параметров дает ответ на вопрос о работоспособности изделия, но не определяет места и вида повреждения, приводящего к отказу.
2 Контролируются повреждения, которые приводят или могут привести к отказу изделия. Величины износа, деформации, степень коррозии и т. п. также являются теми диагностическими признаками, по которым можно сделать вывод о техническом состоянии изделия. Они являются первопричиной отказа и связаны с выходными параметрами функциональной зависимостью. Число этих признаков в сложной машине весьма велико и их одновременное диагностирование не представляется возможным. Поэтому контроль повреждений является обычно вторым этапом диагностики машины, после контроля ее выходных параметров, когда необходимо установить причины потерн машиной работоспособности. Исключение могут составлять лишь те элементы, о которых заранее известно, что их повреждение является основной причиной изменения выходных параметров машины, например, состояние валков прокатных станов, износ цилиндро-поршневой группы двигателя, коррозию резервуаров и т. д. Следует контролировать непосредственно по степени повреждения, поскольку именно они определяют работоспособность машины.
В общем случае должен быть осуществлен поиск неисправностей. Например, методом последовательной проверки элементов или методом последовательных разбиений всего множества элементов на две части. В последнем случае процедура обнаружения места повреждения при сигнале о недопустимом изменении выходного параметра или отказе функционирования изделия заключается в разделении всех возможных мест повреждений на две части и контроле (в совокупности) работоспособности одной из них. Неисправную часть снова разбивают на две и продолжают анализ до тех пор, пока не будет обнаружено место повреждения. Оптимальная стратегия поиска может быть построена, если известны вероятности безотказной работы каждого элемента.
3. Контроль работоспособности изделия по косвенным признакам производится в случае, когда непосредственное измерение выходных параметров затруднительно или когда требуется интегральная характеристика состояния изделия. Эти признаки должны быть функционально связаны с работоспособностью изделия и отражать изменения, происходящие в машине.
Косвенными диагностическими признаками могут служить акустические сигналы, изменение температуры изделия, давления в системе, наличие в смазке продуктов износа, параметры, характеризующие динамическое состояние системы (амплитудно-фазовые и частотные характеристики) и т. п.
Существенным преимуществом использования косвенных признаков является возможность оценки изделия в процессе его работы, или во всяком случае без разборки (при диагностировании в специальных условиях).
Недостаток заключается в наличии, как правило, стохастической связи между косвенными признаками и выходными параметрами и влиянии на диагностический сигнал посторонних факторов (шумов), не связанных с работоспособностью изделия. Тем не менее косвенные признаки работоспособности изделия широко применяются для нужд диагностики.