

Струйная очистка
Механической струйной очисткой поверхности металла называют:
очистку абразивом, выбрасываемым с большой скоростью потоком сжатого воздуха (пневматическая абразивно-струйная очистка);
очистку абразивом, выбрасываемым с большой скоростью колесом вращающейся турбины (роторная абразивно-струйная очистка);
очистка водной суспензией абразива, выбрасываемой с большой скоростью потоком сжатого воздуха (гидрообразивная очистка);
очистку потоком воды, подаваемым под давлением.
При абразивной очистке раньше в качестве абразива использовался только речной или полевой кварцевый песок соответствующего гранулометрического состава (отсюда и пошло название «пескоструйная обработка»). В настоящее время в первую очередь применяют стальные и чугунные опилки, рубленную стальную проволоку, стальную дробь. Кроме того, применяют дробь из зерен корунда и карборунда, иногда стеклянную дробь.
При обработке песком или опилками удаляются все находящиеся на поверхности металла загрязнения (за исключением влаги и жира). При струйной обработке достигается 1-ая или 2-ая степень чистки поверхности. Кроме того, образуется равномерная шероховатость поверхности, что создает условия для хорошего сцепления защитного покрытия с основной. Подбор параметров процесса струйной очистки, использование правильно выбранного абразива позволяют создать нужную шероховатость поверхности.
Шероховатостью
называется разность высот между
микровыступами и микровпадинами на
поверхности изделия. Следует следить,
чтобы шероховатость поверхности не
превысила
![]() общей толщины антикоррозионного
покрытия. Например, если предполагаемая
толщина защитного покрытия составляет
150 мкм, то шероховатость (высота неровностей
поверхности) не может быть боле 59 мкм.
Увеличение шероховатости требует,
соответственно, нанесение более толстого
покрытия. Несоблюдение этого требования
может облегчить коррозию защищаемого
металла, так как микровыступы могут
оказаться над слоем покрытия или же
слой покрытия над микровыступами
окажется слишком тонкими и не сможет
обеспечит достаточно надежную защиту
изделия.
общей толщины антикоррозионного
покрытия. Например, если предполагаемая
толщина защитного покрытия составляет
150 мкм, то шероховатость (высота неровностей
поверхности) не может быть боле 59 мкм.
Увеличение шероховатости требует,
соответственно, нанесение более толстого
покрытия. Несоблюдение этого требования
может облегчить коррозию защищаемого
металла, так как микровыступы могут
оказаться над слоем покрытия или же
слой покрытия над микровыступами
окажется слишком тонкими и не сможет
обеспечит достаточно надежную защиту
изделия.
Еще один положительный фактор, характеризующий струнную обработку – это возникновение под ее воздействием на поверхности металла напряжений сжатия (поверхностный наклеп). Напряжения сжатия эффективно замедляют коррозию под напряжением или коррозионное растрескивание стальных конструкций.
Зачастую с помощью аппаратов струйной очистки, куда в этом случае загружаются гладкие стальные шарики, наклепывают поверхности уже очищенных деталей.
Основной элемент песко- и дробестрйных аппаратов – устройство, придающее частицам абразива большую скорость.
П н е в м а т и ч е с к и е а п п а р а т ы с т р у н о й о ч и с т к и, применяемые в настоящее время в трубопроводном транспорте, могут быть различной конструкции; с открытой циркуляцией абразива, камерные, вакуумные с обеспыливанием и т.д.
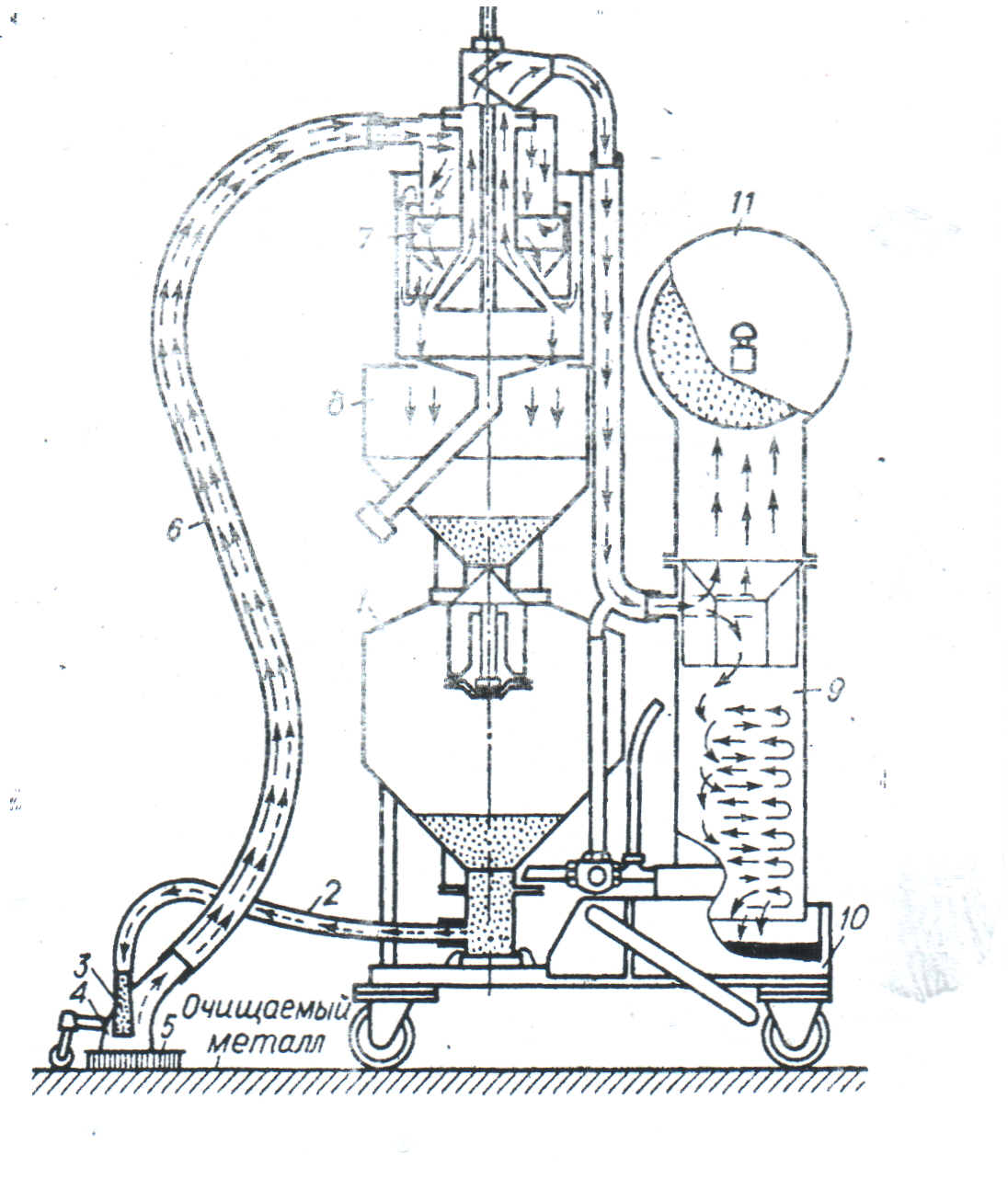
Рис. 6.2.1. Схема пескоструйного аппарата с обеспыливанием:
1
 ,
7 – камеры; 2, 6 – шланги; 3 – сопло; 4 –
головка; 5 – щетка; 8 – бункер; 9- циклон;
10 – сборник загрязнений; 11 – фильтр;
движение абразива; движение
загрязнений
,
7 – камеры; 2, 6 – шланги; 3 – сопло; 4 –
головка; 5 – щетка; 8 – бункер; 9- циклон;
10 – сборник загрязнений; 11 – фильтр;
движение абразива; движение
загрязнений
Основной недостаток струйных аппаратов с открытой циркуляцией абразива связан с большим запылением рабочего места. Этого недостатка лишены камерные аппараты, но они, как правило, пригодны лишь для обработки предметов ограниченного размера.
В струнном аппарате с обеспыливанием рис. 6.2.1. абразив подается в сопло, а затем выбрасывается на деталь сжатым воздухом. Одновременно происходит засасывание обратно в аппарат выброшенного абразива.
Аппарат состоит из трех основных частей:
головки 4, имеющей сопло 3, из которого абразив с большой скоростью выбрасывается на очищаемую поверхность. К головке также присоединен засасывающий шланг 6, по которому абразив и снятые загрязнения (ржавчина, окалина и т.д.) направляются на регенерацию;
регенерирующей части, состоящей из разделительной камеры 7, где происходит отделение загрязнений от абразива, бункера 8, где собирается регенерированный абразив, и находящейся под давлением камеры 1, из которой абразив по резиновому шлангу 2 снова подается в головку;
циклона 9, в котором отделяются частицы пыли и продукты истирания зерен абразива. В циклон встроен также фильтр 11, где дочищается выбрасываемый в атмосферу воздух.
Невысокая производительность этих очистных аппаратов – плата за их большие достоинства, т.е. за улавливание пыли, что позволяет сохранять хорошие условия труда при очистке, например, полости резервуаров, где применение обычных (пылящих) пескоструйных агрегатов практически невозможно. Беспылевая очистка вне конкуренции при обработке сварных швов, заклепок, краев листов и т.д. в различного рода закрытых помещениях.
Г и д р о а б р а з и в н ы е с т ру й н ы е а п п а р а т а применяются для очистки объектов, находящихся вблизи устройств, запыление которых недопустимо. Это аппараты пневматического типа — сжатым воздухом засасывается водно-абразивная суспензия (пульпа). Перемешивание воды и абразива и подачи пульпы в систему сопел осуществляется с помощью центробежного насоса. В пульпу можно вводить ингибиторы коррозии, противодействующие ее развитию на очищаемой поверхности.
О ч и с т к а п р и п о м о щ и п о т о к а в о д ы, подаваемой под давлением 15—70 МПа струи воды, представляет эффективный метод удаления со стальных поверхностей химических загрязнений, жира, рыхлой ржавчины, окалины, разрушившихся лакокрасочных покрытий. Так как ударяющая в поверхность металла струя воды не образует на ней шероховатостей, то этот метод рекомендуется применять при обновлении окрашенных поверхностей. В воду можно вводить детергенты, облегчающие смывание загрязнений, и ингибиторы коррозии, препятствующие окислению уже очищенной поверхности металла.
Модификацией этого метода является очистка поверхности струями горячей воды или пара, осуществляемая в устройствах с оборотными потоками или в камерных аппаратах.