

Тема 5. Стандартизация типовых соединений деталей машиностроения
Вопрос 5.1 Стандартизация резьбовых соединений
Цилиндрические метрические резьбы с диаметром от 1 до 600 мм широко применяются во всех отраслях машиностроения и приборостроения.
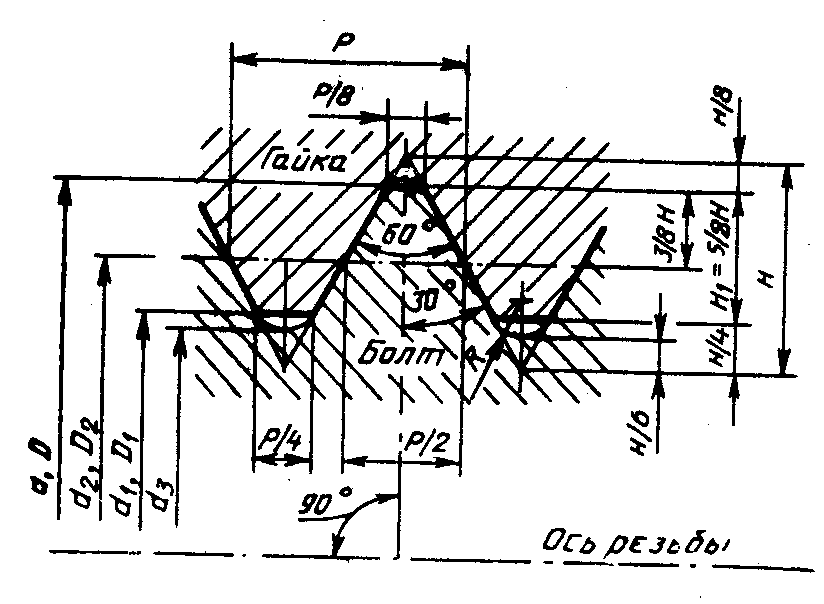
Рис 5.1. Геометрические параметры метрической резьбы
Основные геометрические параметры резьбы показаны на рис 5.1:
D (d) – номинальный наружный диаметр (Большие буквы для резьбы гайки, строчные для резьбы болта);
D2 (d2) – номинальный средний диаметр;
D1 (d1) – номинальный внутренний диаметр;
Р – шаг резьбы;
ά – угол профиля резьбы, для метрической равен 60о.
Геометрические параметры стандартизованы. Метрические резьбы установлены с мелким и крупным шагом. У резьбы с крупным шагом каждому наружному диаметру соответствует одно определенное значение шага. Для резьб с мелким шагом одному и тому же наружному диаметру могут соответствовать разные шаги.
Взаимозаменяемости резьб сводится к обеспечению свинчивания по всей длине и прочности соединения. При изготовлении резьбовых деталей неизбежны различные отклонения поверхностей профиля и, для обеспечения взаимозаменяемости, необходимо установить допуски на все основные параметры резьбы. Допуски на все параметры устанавливаются для точных резьб, например, резьбовых калибров.
Для большинства резьб допуски устанавливаются не на все параметры. Это возможно потому, что: во первых по наружной и внутренней поверхностям предусмотрены зазоры и контакт при свинчивании происходит лишь по боковой поверхности, геометрия которой определяется шагом Р, углом профиля ά и средним диаметром D2 (d2); во вторых – погрешности шага и угла профиля, исходя из их взаимосвязи, можно компенсировать назначением расширенных допусков на средний диаметр D2 (d2). Поэтому для цилиндрических резьб допуски назначаются на средние диаметры гайки и болта TD2 (Td2), на наружный диаметр резьбы болта (Td) и внутренний диаметр резьбы гайки (TD1).
Образование полей допусков резьбовой поверхности на указанные параметры аналогично образованию полей допусков для гладких соединений. Установлены стандартом 8 степеней точности: 2,3,4,5,…..9, и основные отклонения в зависимости от вида посадки. На рис 3.9.1. показаны расположения полей допусков метрической резьбы в посадках с зазором
Поля допусков на диаметры отсчитываются от номинального профиля в радиальном направлении.
Посадки с натягом и переходные по среднему диаметру резьбы применяют для соединений, работающих в условиях сотрясений, вибраций, температурных деформаций. В таких условиях требуется обеспечить неподвижность соединения. Например, на соединение шпильки с резьбовым отверстием корпуса назначается переходная посадка, но с дополнительным элементом заклинивания по коническому сбегу резьбы.
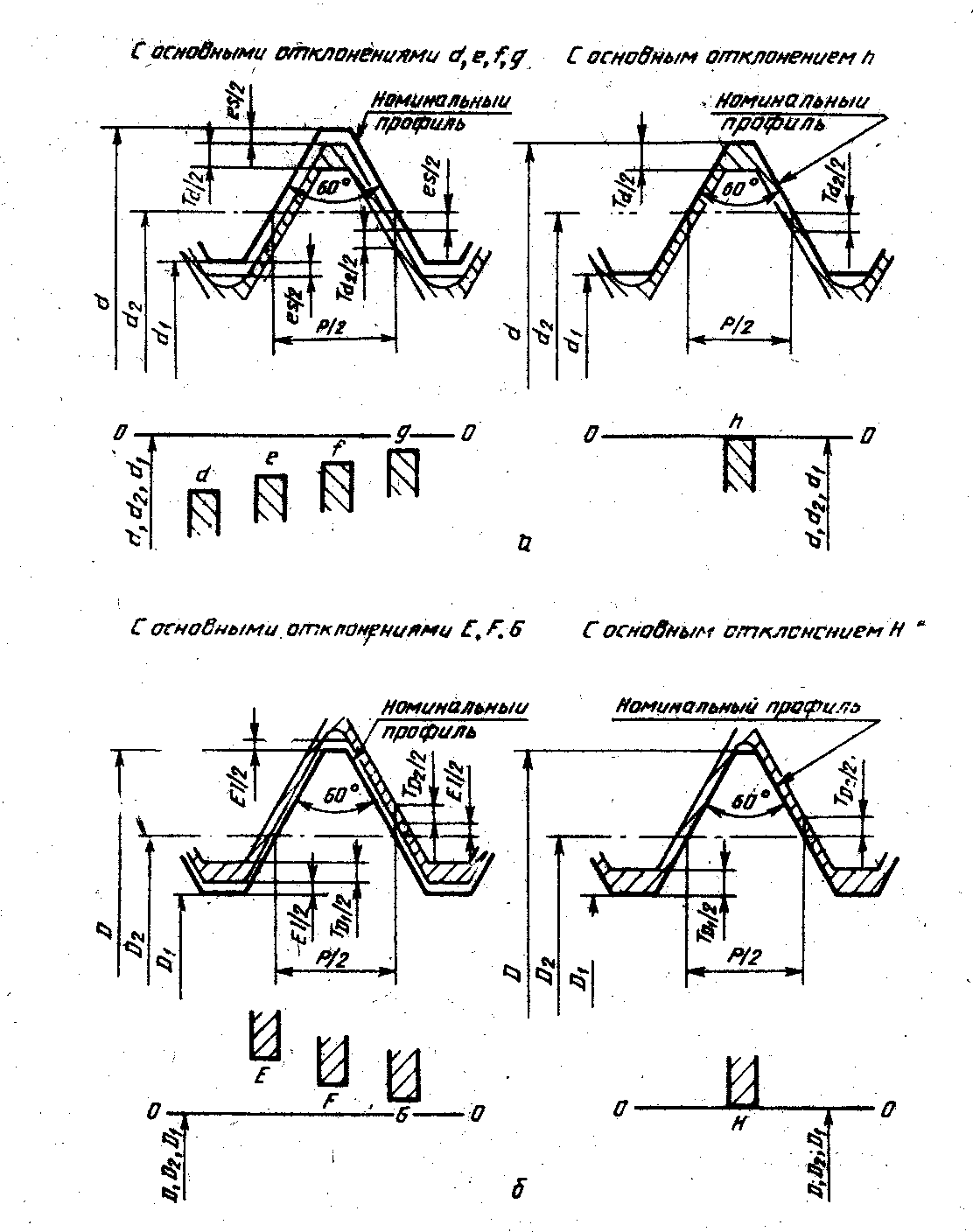
Рис 5.2. Расположение полей допусков метрической резьбы
В посадках с зазором:
а – для наружной резьбы болта;
б – для внутренней резьбы гайки.
Посадки резьбовых деталей на чертежах обозначаются дробью, в числителе которой указывается поле допуска гайки, а в знаменателе – поле допуска болта.
Например, М22x1.5 –5Н6Н/ 5g6g. Буква М означает метрическую резьбу; цифра 22 – номинальный наружный диаметр гайки и болта; 1.5 – шаг; 5Н6Н – поле допуска среднего и внутреннего диаметров гайки, соответственно; 5g6g – поле допуска среднего и наружного диаметров болта, соответственно.