

Вопрос 4.5. Нормирование отклонений формы и расположения.
При обработке поверхностей деталей наряду с отклонениями размера возникает отклонения формы и расположения поверхностей, которые оказывают влияние на работоспособность и качество работы изделий. Поэтому должны быть установлены нормы точности, ограничивающие эти отклонения.
Рассмотрим основные понятия.
Номинальная поверхность – это идеальная воображаемая поверхность, предусмотренная чертежом детали.
Реальная поверхность – это поверхность детали ее после изготовления. Геометрию реальной поверхности можно узнать лишь путем измерений с помощью средств измерений.
Реальная поверхность вследствие погрешностей при обработке и различных деформаций отличается от номинальной поверхности.
Отклонение формы – это отклонение формы реальной поверхности от формы номинальной поверхности. Отклонение формы, например, овалообразность цилиндрических поверхностей оказывает влияние на износостойкость цилиндрических соединений, работающих в условиях износа (поршень и цилиндр двигателя внутреннего сгорания) и в ряде других случаев, поэтому возникает необходимость ограничения этих отклонений, т.е. установление норм точности – допусков.
Количественное определение величин отклонений формы и расположения производится относительно прилегающих линий, поверхностей.
Прилегающая окружность – это окружность минимального диаметра, описанная вокруг реального профиля наружной поверхности вращения (рис. 4.8) или максимального диаметра, вписанная в реальный профиль внутренней поверхности вращения.
Отклонение формы профиля цилиндрической поверхности в плоскости поперечного сечения (виды отклонения от круглости) – это овалообразность (рис 4.8) и огранка. Овальность – отклонение от круглости при котором реальный профиль представляет собой овалообразную фигуру. При огранке реальный профиль выглядит в виде многогранной фигуры с четным или нечетным числом граней.
Отклонения формы в плоскости продольного сечения – конусообразность, бочкообразность и седлообразность показаны на рис. 4.9.
Конусообразность – отклонение профиля в плоскости продольного сечения, действительные размеры монотонно изменятся от одного торца детали к другому.
При седлообразности – диаметры увеличиваются от средины к торцам, а при бочкообразности наоборот.

Рис 4.8. Отклонение формы цилиндрических поверхностей
В поперечном сечении: б) овальность, в) огранка
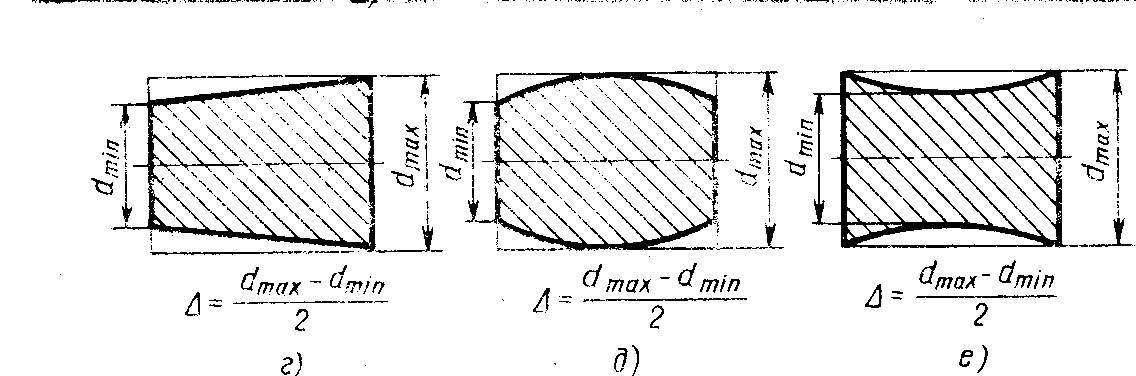
Рис. 4.9. Отклонения формы цилиндрической поверхности
В плоскости продольного сечения: г) конусообразность; д) бочкообразность; е) седлообразность
Отклонения формы во всех случаях кроме огранки можно измерить двухконтактным способом. Величина отклонения формы будет равна половине разности наибольшего и наименьшего действительных размеров (на рисунках они обозначены как d max и dmin) и получены измерением. Величину огранки Δ получить двухконтактным измерением не представляется возможным.
Частными случаями отклонения формы плоских поверхностей является выпуклость (рис.4.10) и вогнутость. Величина отклонения от плоскостности определится как наибольшее расстояние Δ между прилегающей плоскостью и какой-либо точкой реальной поверхности. Поле допуска плоскостности буде представлять собой параллелепипед, у которого высота между гранями равна численному значению допуска Т, а длина и ширина фигуры равна размерам детали L1 и L2. Условие годности детали по допуску плоскостности следующее: если все точки реальной поверхности детали будут находиться в области параллелепипеда, то деталь годная. При выходе реальной поверхности за область допуска – деталь бракованная.
Вид допуска формы и расположения по ГОСТ 2.308-79 следует обозначать на чертежах знаками (графическими символами), приведенными в таблице 3.8.2.
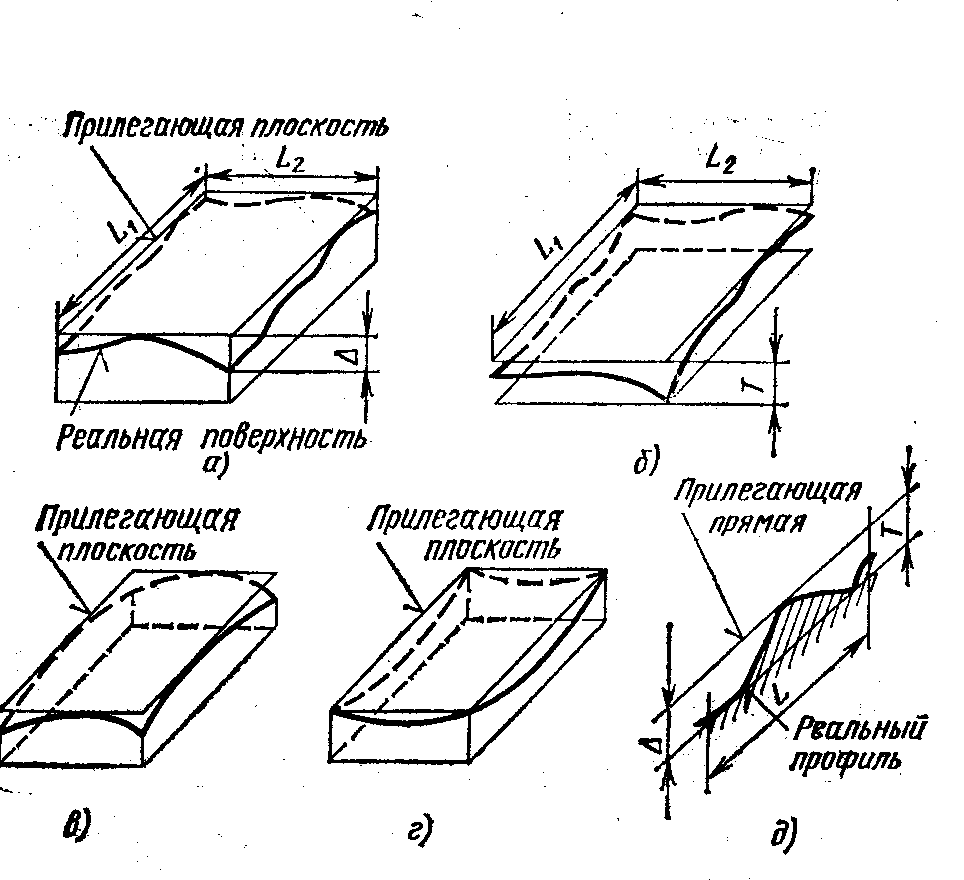
Рис 4.10. Отклонения формы плоских поверхностей:
в – выпуклость, г – вогнутость
Отклонением расположения поверхностей называют отклонения реального расположения от его номинального расположения. Номинальное расположение задается чертежом детали и является воображаемым.
При определение отклонения расположения опытным путем необходимо исключить из измерений отклонения формы рассматриваемых элементов. Под термином элемент понимается часть или вся поверхность, ось поверхности, плоскость симметрии, точка – как центр окружности.
Рассмотрим случаи отклонения расположения поверхностей (рис. 4.11)
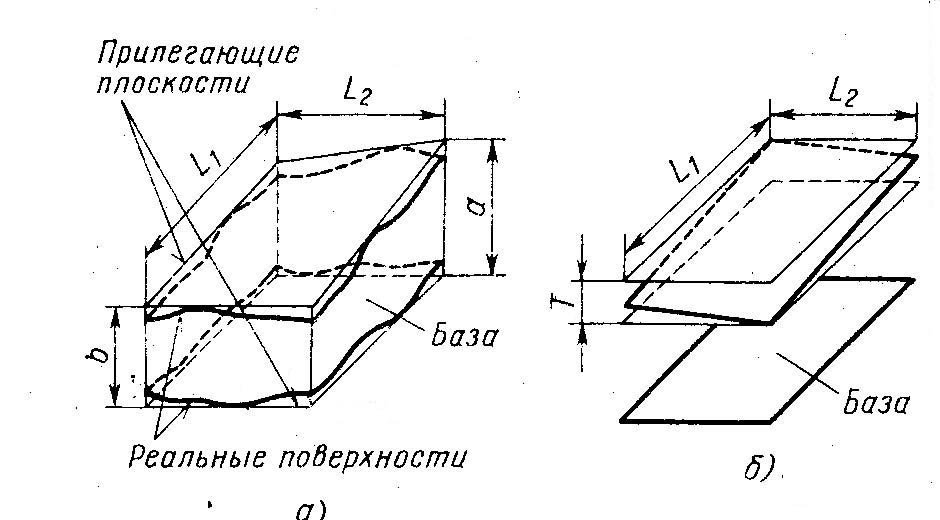
Рис. 4.11. Отклонение от параллельности поверхностей
Величина отклонения от параллельности двух плоских поверхностей определится как разность наибольшего «а» и наименьшего «в» расстояний между прилегающими поверхностями в пределах нормируемого участка. При рассмотрении отклонений расположения один из прилегающих элементов принимается за базовый (базу). Поле допуска параллельности представляет собой часть пространства, ограниченного двумя плоскостями, параллельными базовой, расстояние между которыми «Т» численно равно допуску плоскостности. Условие годности детали по допуску параллельности таково: прилегающая плоскость к реальной поверхности должна находиться в области этого пространства. Аналогично рассматривается отклонение от перпендикулярности.
Отклонение от соосности назначается для поверхностей вращения П1 и П2. и представляет собой наибольшее расстояние Δ между реальными осями О1 и О 2.
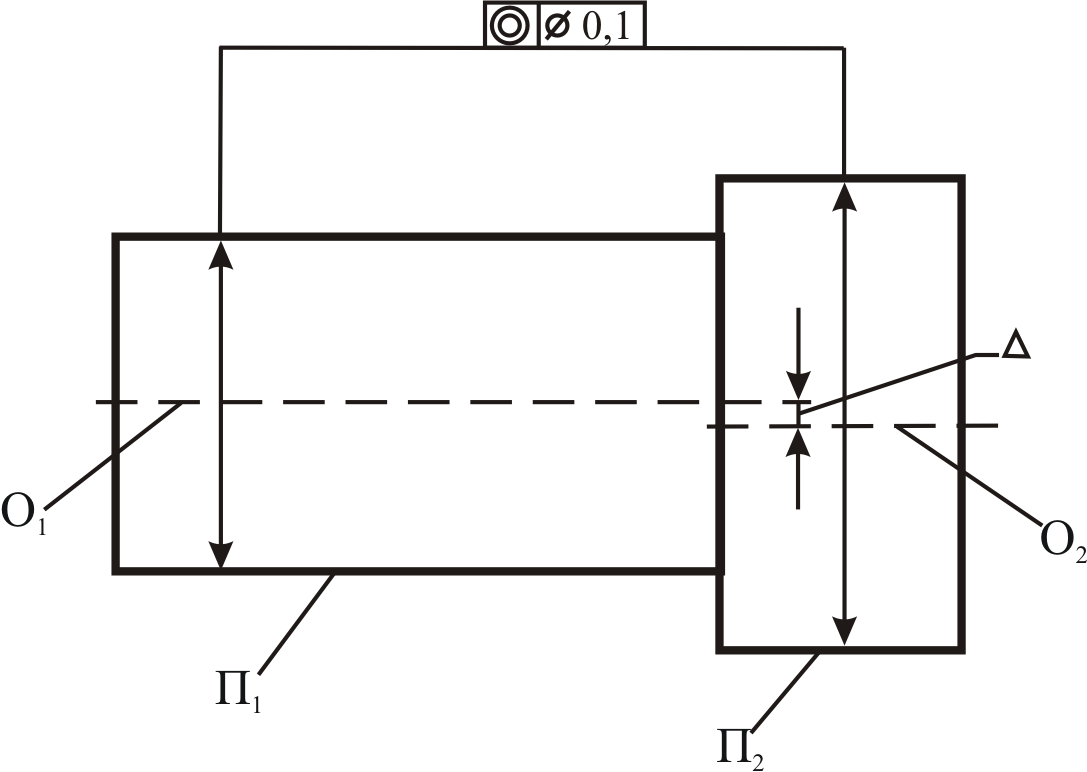
Рис. 4.12. Отклонение и допуск соосности
Отклонение от симметричности относительно базовой плоскости симметрии (рис. 4.13) представляет собой наибольшее расстояние Δ между плоскостью симметрии рассматриваемого элемента – паза, и базовой плоскостью симметрии.
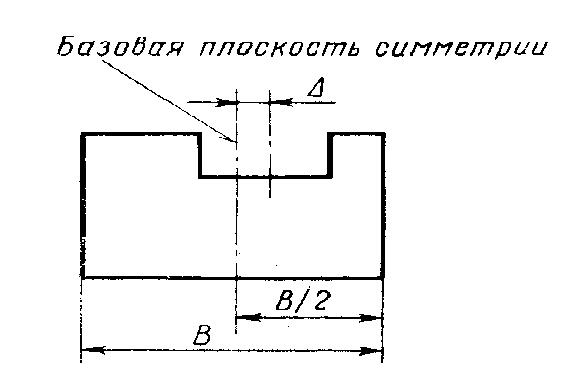
Рис 4.13. Отклонение от симметричности
При проектировании деталей, которые фиксируются с помощью крепежных изделий между собой для обеспечения собираемости необходимо, чтобы отверстия совпадали между собой. Например, крышка устанавливается в корпус и крепится болтами, которые ввинчиваются в корпус и должны свободно проходить в отверстиях крышки. Для обеспечения этого необходимо установить допустимое отклонение расположения осей отверстий в деталях. Это выполняется двумя способами:
1) предельными размерами, координирующими оси отверстий;
2) позиционными допусками.
На чертеже позиционный допуск (рис. 4.14) проставляется с номинальными размерами, которые проставляются в рамках и определяют номинальное расположение осей отверстий. Допустимое отклонение от номинального расположения реальной оси отверстий определяется полем позиционного допуска, представляющего окружность, диаметр которой равен численному значению позиционного допуска в диаметральном выражении.
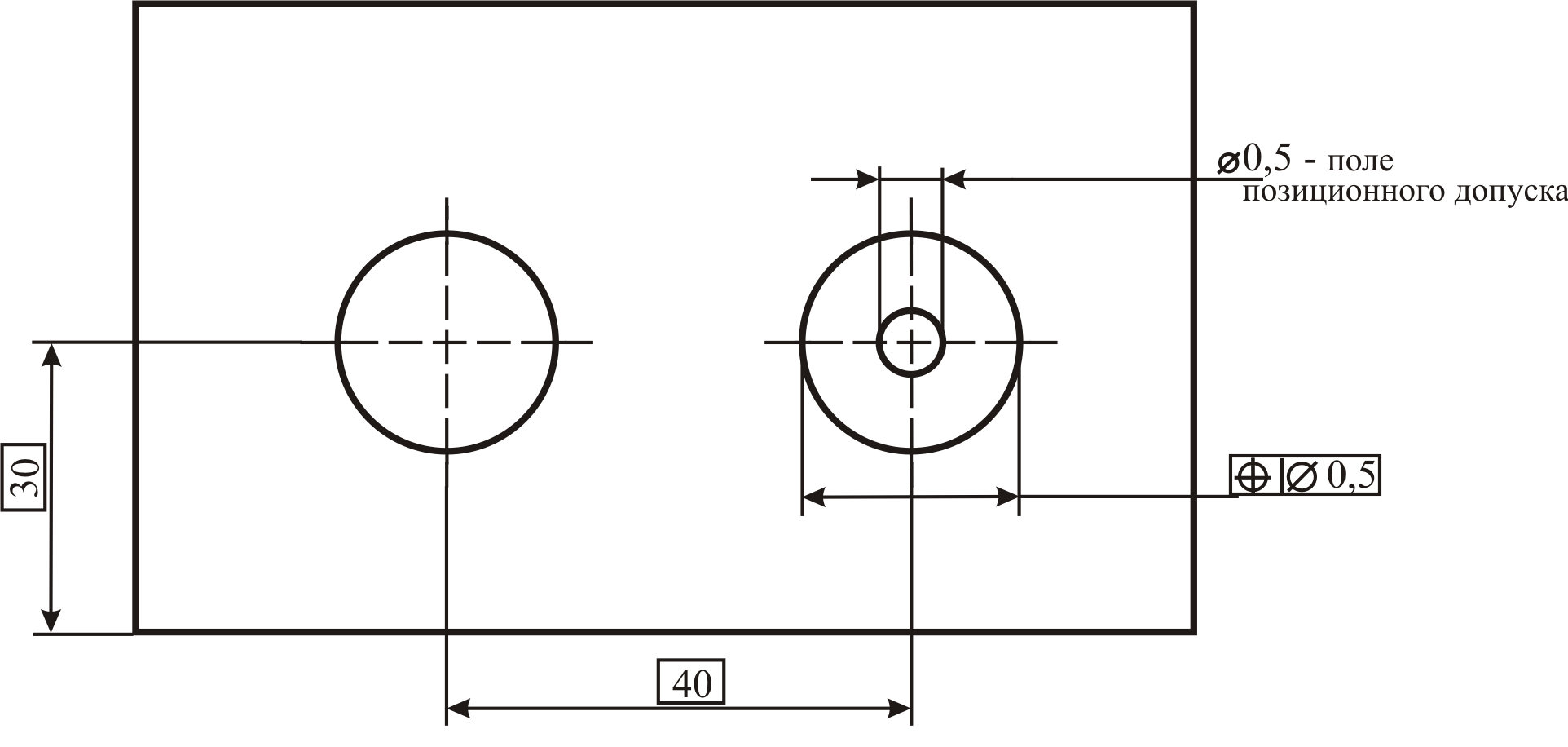
Рис 4.14. Позиционный допуск расположения