

Гартування
Застосовують для підвищення твердості і міцності сталі.
Температура нагрівання. Сталь нагрівають до температури, на 30-500С вище лінії GSK, витримують за цієї температури і швидко охолоджують. Доевтектоїдні сталі мають феритно-перлітну структуру. При нагрівання до температур, на 30-500С вище лінії GS, ця структура переходить у аустеніт, а після швидкого охолодження – у мартенсит. Заевтектоїдні сталі нагрівають до температур, на 30-500С вище лінії SK. У результаті перліт перетворюється на аустеніт і структура складається з аустеніту і вторинного цементиту. Після швидкого охолодження аустеніт перетворюється на мартенсит і структура такої загартованої сталі складається з мартенситу і цементиту. Така структура має підвищену твердість і зносостійкість.
Час нагрівання. В залежності від розмірів і форми деталей вибирають час нагрівання. Чим більші розміри виробів і складніші їхні форма і хімічний склад, тим повільніше треба їх нагрівати, інакше у виробі можуть виникнути великі внутрішні напруження і, внаслідок цього, короблення і навіть розтріскування. Практично час нагріву , наприклад, в електропечах складає 1,5-2 хвилин на 1 мм товщини. Час витримки при цій температурі дорівнює приблизно ¼ загального терміну нагрівання.
Охолодження. Швидкість охолодження має вирішальне значення. Вона визначається охолодною здатністю гартівного середовища. Найбільш розповсюджені: вода, водні розчини солей і луг, олива, повітря, розплавлені солі. Охолоджувальна властивість води різко зменшується в залежності від її температури: якщо цю властивість при температури 180С прийняти за 1 (к=1),то при температурі 740С вона у 20 разів менша (к=0,05). До найбільш різких охолоджувачів належить 10% розчин NaOH у воді, при 180С к=2. До помірних охолоджувачів належить олива (к=0,2÷0,25). Вода охолоджує у≈6 разів швидше за мінеральну оливу, тому воду використовують для охолодження сталей з великою критичною швидкістю гартування (вуглецеві сталі), а оливу – при гартування сталей з малою критичною швидкістю гартування (леговані сталі). Недоліком водяного охолодження є велика швидкість охолодження в області температур утворення мартенситу, що призводить до виникнення внутрішніх напругі, як наслідок, тріщин. Оливи охолоджують повільніше, але перевагою є те, що у області температур утворення мартенситу охолодження також проходить повільно, тому виникнення тріщин майже неможливе. Недоліками цього охолодження є загоряння оливи і пригоряння її до поверхні деталей.
При гартуванні метод охолодження вибирають в залежності від марки сталі, форми і розмірів деталей і технічних вимог до них.
вироби з вугл. і легованих
сталей: шестерні, вали і т.і.
різальні і вимірювальні
інструменти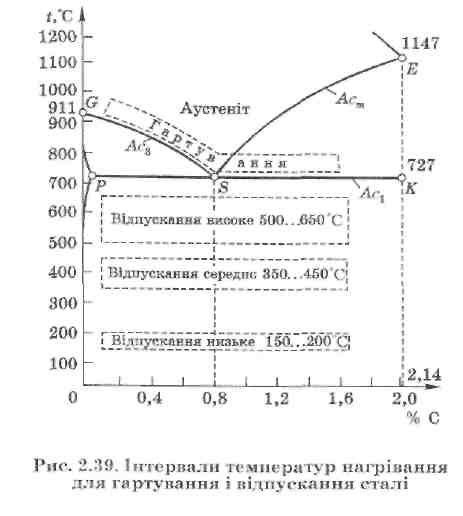

Способи гартування
Гартування в одному охолоднику. Використовується при необхідності досягнення високої твердості. Метод простий і широко застосовується. Недоліком являється виникнення внутрішніх напружень.
Гартування у двох охолодниках. Вироб охолоджують спочатку у воді до температури 300-2000С, а потім переносять у оливу для уповільнення перетворень у діапазоні мартенситних температур. Це зменшує внутрішні напруження Недоліком є неможливість точно визначити момент зміни охолодника. Цей метод використовують при гартуванні великих виробів з вуглецевої конструкційної сталі і низьколегованих сталей..
Ступінчасте гартування. Нагріту до температури гартування деталь охолоджують у розплавлених солях, що мають температуру, не набагато вищу точки мартенситного перетворення, витримують до повного розпаду аустеніту і остаточно охолоджують в мінеральній оливі або на повітрі. Таким чином загартовують невеликі за розміром вироби змінного перерізу з вуглецевих сталей.
Ізотермічне гартування. Подібне до ступінчастого гартування, але первинне охолодження відбувається до температури, більшої за температуру утворення мартенситу, тому виникає структура бейніт. Ця структура за твердістю близька до мартенситу, але більш міцна і в'язка. Остаточне охолодження відбувається на повітрі. Таке гартування застосовують для невеликих деталей (до ф8 мм) з вуглецевих і легованих сталей. Після ізотермічного гартування деталі майже вільні від внутрішніх напруг і не мають тріщин.