

Устаткування і електроди для ручного дугового зварювання
Джерела струму для дугового зварювання бувають як постійного струму, так і змінного. Джерелом живлення дуги постійним струмом можуть бути генератори і випрямлячі, а джерелом живлення змінного струму - зварювальні трансформатори. Якщо джерело призначено для живлення однієї дуги, то його називають однопостовим, а якщо від нього живляться декілька дуг – багатопостовим.
Джерела живлення дуги для ручного зварювання повинні задовольняти наступним вимогам: напруга холостого ходу (не більше 75В) має бути достатнім для запалення дуги і відносно безпечним для роботи зварювальника; сила струму короткого замикання не повинна перевершувати зварювальний (робочий) струм більш, ніж на 40-50%; необхідно, щоб джерело живлення мало хороші динамічні якості і швидко реагував на всі зміни режиму дуги; експлуатація джерела має бути простою і надійною, а регулювання струму має відбуватися плавно і ступнево.
Електрод – металевий стрижень з нанесеним на його поверхню шаром спеціального покриття, яке може бути тонким (іонізуючим) і товстим (захисно-легуючим). Товсті покриття містять іонізуючі, газо- і шлакоутворюючі, легуючі і зв'язуючі компоненти. Довжина металевого стального стрижня в залежності від його діаметру може складати 250-450 мм (ГОСТ 9466-75).
Властивості електроду визначаються хімічним складом електродного стрижня і покриття. Хімічний склад електродного стального дроту, з якого виготовляють електродні стрижні, вибирають в відповідності до хімічного складу і властивостей металу виробу, що зварюється (ГОСТ 2246-70). В залежності від хімічного складу дріт розділяють на низько вуглецевий, легований і високолегований. Усього до ГОСТу включено 75 марок дроту діаметром 0,3 – 12 мм. Маркування Св-08; Св-30ХГС.
Склад покриття електроду встановлюється в залежності від хімічного складу електродного стрижня і виробу. Воно повинно забезпечувати хорошу іонізацію дуги, надійний захист розплавленого металу зварювальної ванни від дії повітря, а також розкислення і легування металу шва. Вимоги – ГОСТ 9467-75.
Електроди для зварювання вуглецевих і легованих сталей класифікують за механічними характеристиками металу шва і зварного з'єднання. Існує 15 типів таких електродів – з Э38 до Э150. Літера означає електрод для дугового зварювання, число – мінімально гарантована межа міцності металу шва (кгс/мм2).
Ручне дугове зварювання.
Ручне дугове зварювання можна виконувати металевим електродом, що плавиться, вугільним електродом без захисту, а також вугільним або вольфрамовим електродами в середовищі захисних газів.
Запалюють дугу торканням кінця електроду до металу зварюваного виробу з бистрим відводом електроду на відстань 3-4 мм. При цьому в зварювальному колі тече робочий струм, а на дузі виникає напруга 20-25 В.
Орієнтовна довжина дуги (мм):
Lд=(0.5 – 1.1)Dэ
Довжина дуги впливає на якість зварного з'єднання і його геометричну форму. При великій довжині дуги послабляється захист зварювальної ванни і метал шва інтенсивно насичується киснем і азотом повітря. Також зростає розбризкування і в металі шва можуть з'явитися пори.
В процесі зварювання по мірі оплавлення електроду останній подають у зварювальну ванну для підтримки постійної довжини дуги; одночасно його переміщують вздовж вісі шву, а іноді кінцем електроду виконують поперечні коливання для отримання шва заданої ширини. При зварюванні тонкого металу і перших шарів багатошарового шву електрод ведуть без поперечних коливань.

Зварювання стикових швів з V-подібною підготовкою кромок виконують в один або декілька шарів в залежності від товщини металу. При багатошаровому зварюванні першим валком проварюють вершину шва, потім, після ретельного завищування металу шва зубилом і дротовою щіткою накладають решту валків у порядку, наведеному на мал. 28.9, а. Потім виконують підварку кореня шва з протилежної сторони.
Стикові Х-подібні шви зварюють накладанням шарів з обох сторін в послідовності, наведеній на мал.. 28.9, б.
При зварюванні внапусток, а також таврових і кутових з'єднань виникають труднощі, пов'язані з можливістю отримання браку у вигляді непровару верхівки кута і напливів металу по вертикальній площині. Тому такі з'єднання рекомендується виконувати при положенні "в човнику", мал.. 28.9, в. В цьому випадку шов виконують так, як і при V-подібному скосі шву.
Зварювання вертикальних і горизонтальних швів на вертикальних площинах трудніша зварювання у нижньому положення. Розплавлений метал шва під дією сили тяжіння намагається стікати донизу. Вертикальні шви зварюють головним чином знизу догори.
При зварюванні швів у стельовому положенні можливість стікання металу збільшується. Утримання ванни розплавленого металу досягається завдяки тиску дуги і сил поверхневого на тяжіння. Перенос крапель металу з електроду на основний метал при стельовому зварюванні можливий лише при короткій дузі.
Основні причини виникнення зварювальних деформацій і остаточних напружень – нерівномірність розподілу температури в виробах при зварюванні. Шов і біля шовна зона мають пластичні і пружно-пластичні деформації стискування при нагріві і розтяги при охолодженні. Для зменшення деформацій і остаточних напружень з зварних конструкціях одношарові шви слід зварювати окремими ділянками довжиною 1000350 мм в послідовності, вказаній на мал.. 28.9, е. Якщо при зварюванні перелічені методи не зменшують деформації, то для конструкцій балочного типу використовують спосіб зворотних деформацій. Для цього виріб перед зварюванням деформують в зворотному напрямку на величину, що виникає внаслідок зварювання (мал. 28.9, ж). Іноді листові конструкції при зварюванні закріплюють в жорсткому приладі – кондукторі або маніпуляторі (мал. 28.9, з) або шов і зону термічного впливу піддають прокатці роликами (мал.. 28.9, и), що особливо ефективно при виправленні тонколистових конструкцій.
До термічних методів зниження остаточних напружень і деформацій відносять попередній підогрів виробу перед зварюванням , високе відпускання, нормалізацію і відпалювання після зварювання.
При використанні зварювальної дуги утворюються металеві бризки, шкідливі пари і гази, а також відбувається виділення яскравих світлових і невидимих ультрафіолетових і інфрачервоних променів, які шкідливо впливають на очі і відкриті частини організму. При зварюванні у закритих приміщеннях має бути передбачена загальна вентиляція, а також місцева, на кожному робочому місті. Для запобігання ураження електричним струмом ізолювання проводів, що підводять електричний струм, має бути надійно., а зварювальні джерела струму мають бути заземлені. Для захисту обличчя від променів і бризків металу використовують шоломи і щитки, а для захисту голови, рук і інших частин тіла застосовують головні убори, брезентові рукавиці, куртки і брюки.
Автоматичне зварюванні під флюсом і електрошлакове зварювання.
При автоматичному зварюванні під флюсом подача і переміщення електродного дроту механізоване, а плавильний простір захищений шлаком. Цей процес в 5-10 разів продуктивніший і значно покращує якість зварних швів. Коефіцієнт корисного використання теплоти дуги на плавлення електродного і основного металу складає 90-95%, а при ручному не перевищує 80%.
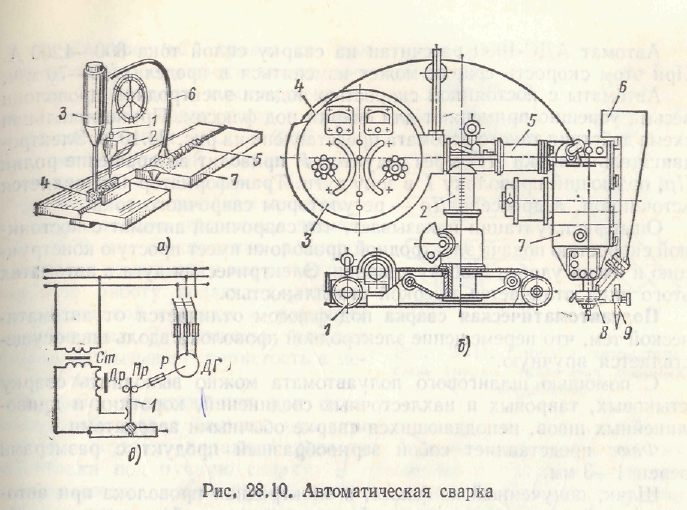
а) Виріб 7 зварюється електродним дротом 1, що подається в плавильний простір механізмом подачі 2. Перед дугою насипається флюс 4 з бункеру 3. Флюс в процесі зварювання плавиться, а шлак 5, що утворюється, захищає плавильний простір і шов. Рештки невикористаного флюсу збираються з поверхні шва і за допомогою пневмошлангу 6 повертаються в бункер. Таким чином, дуга і весь плавильний простір знаходяться в умовах повної ізоляції від атмосфери.
б) Автомат-трактор АДС-1000 з регульованою швидкістю подачі електродного дроту. Самохідний візок 1, колонка 2, пульт керування 3, касета для електродного дроту 4; коромисло 5, бункер для флюсу 6, зварювальна головка 7, мундштук 8.
Автомат може виконувати зварювання, пересуваючись по спеціальним направляючим або безпосередньо по виробу за допомогою електродвигуна постійного струму з регульованим числом обертів, що дозволяє регулювати швидкість зварювання.
Напівавтоматичне зварювання під флюсом відрізняється від автоматичного тим, що переміщення електродного дроту вздовж шва відбувається вручну.
Флюс – зерноподібний продукт з розміром зерен 1-3 мм. За способом виготовлення поділяють на керамічний і плавлений.
До електродного дроту при зварюванні під флюсом висувають вимоги щодо хімічного складу, чистоти поверхні і калібровці її перетину (ГОСТ 2246-70).

а) стикові шви зварюють двостороннім швом без упору (на весу);
б) на мідній підкладці;
в) на сталевій підкладці, що лишається;
г) з ручною підваркою;
д) на флюсовій подушці;
е, ж) таврові і внапусткові з'єднання виконують "в човнику".