

Тема 12. Зарубежный опыт оперативного управления
ПРОИЗВОДСТВОМ И СБЫТОМ
Как уже отмечалось, одной из основных функций оперативного управления производством является координация деятельности производственных подразделений во времени, чтобы продукция изготавливалась в заданном количестве в заданное время. Однако, это не всегда удается, что приводит к неэффективному использованию ресурсов. Чтобы обеспечить непрерывность производственного процесса, приходится создавать задел, позволяющий определенное время продолжать производство. Однако постоянное поддержание большого запаса имеет свои недостатки (большие накладные расходы).
Полагаться в такой ситуации на методы централизованного планирования, которое определяет производственные графики сразу для всех стадий процесса производства, не всегда можно. Но существует и другая система, обеспечивающая оперативное регулирование количества произведенной продукции на каждой стадии производства – так называемая система «точно во время».
Система «точно во время» была впервые разработана и применена на практике в японской автомобильной компании «Тойота». На первый взгляд принципы системы «точно во время» находятся в противоречии с традиционными принципами организации производства. Суть ее сводится к отказу от производства крупными партиями и созданию непрерывного многопредметного производства. При этом снабжение осуществляется столь малыми партиями, что по существу превращается в поштучное.
Смысл работы по системе «точно во время» состоит в том, чтобы на всех фазах производственного цикла требуемый полуфабрикат к месту последующей производственной операции поступал именно тогда, когда это нужно. Система ориентирована на то, чтобы производить готовые изделия и поставлять их только тогда, когда этого требует торговая сеть, поставлять продукт на следующий этап производственного процесса, когда он требуется.
Система «точно во время» является в какой-то мере «вытягивающей» – то есть такой, когда участки, расположенные на последующих этапах производственного цикла, как бы вытягивают необходимую им продукцию с предыдущего участка.
Традиционная система календарного планирования, напротив, является «толкающей» системой, поскольку изготовленные на предыдущих участках изделия «выталкиваются» на последующие вне зависимости от того, есть ли в них потребность или нет. Система «точно во время» в силу объективных причин получила более широкое распространение в Японии, но ее принципы могут с успехом применяться в любой другой стране. Японская система предусматривает выполнение производственных заказов не по неделям, а по дням и даже часам. При этом диспетчирование выполняют сами рабочие. Для этого используется специальная карточка – «Канбан», хотя это не единственный инструмент для обеспечения производственного процесса.
Система «точно во время» предусматривает уменьшение размера партии, сокращение задела, практическую ликвидацию незавершенного производства, сведение к минимуму объема товарно–материальных запасов. Учитывая, что целью любого производства является получение прибыли посредством реализации товара на рынке, рассмотрим возможности системы адаптироваться к колебаниям рыночного спроса.
Организация производства по принципу «точно во время» как
механизм адаптации производства к изменениям рыночного спроса
Рассмотрим действие этого механизма на примере компании «Тойота». Конечной целью системы управления производством является получение прибыли. Одним из путей повышения прибыли является сокращение издержек. Такое сокращение становится возможным за счет устранения потерь от излишних производственных запасов. Эта цель достигается с помощью организации производства «точно во время». На рынке эта концепция будет реализована в том случае, если поставлять пользующуюся спросом продукцию будут только в тех размерах, которые можно продать. Этого можно добиться, организовав производство, способное быстро приспосабливаться к изменениям спроса. В результате могут быть ликвидированы излишние запасы готовой продукции.
В компании «Тойота» методы, которые применяются для приспособления производства к постоянно меняющемуся спросу, называются выравниванием производства. Вместо того, чтобы производить единственный вид продукции огромными партиями, производится весь спектр модификаций продукции в соответствии с заявками потребителей. Поэтому производство отвечает потребностям сегодняшнего дня, а складские запасы сведены до минимума.
На рис. 22 показаны две стадии выравнивания производства.
Производство,
своевременно приспосабливаемое
к изменениям
спроса

Производство
«точно во время» (точно столько, сколько можно продать)


Приспособление
к месячным изменениям спроса в течение
года Приспособление
к суточным колебаниям спроса в течение
месяца





Месячное
планирование производства Оперативное
ежедневное управление производством


Суточный
уровень производства для каждого
процесса Управление
фактическими суточными объемами
производства по каждому виду изделий

Основной
календарный план производства:
определение среднесуточных объемов
производства для каждой модификации,
основывающейся на месячных прогнозах
Вытягивающая
система «Канбан»

Производственный
график для главного сборочного конвейера
позволяет выравнивать отгрузки
поставщиков

Трехмесячный
и месячный прогнозы

Декадные и
суточные заказы от торговых агентов



Гибкие
производственные линии и оборудование Сокращение
времени подготовки производства
Рис.22.Схема выравнивания производства с изменением спроса
На первой стадии представлено приспосабливание к изменениям месячного спроса в течение года, а на второй – к ежедневным изменениям спроса в течение месяца. Первое достигается на основе месячного планирования производства, на основе чего готовятся оперативные производственные планы, в которых указаны среднесуточные уровни выпуска на каждом производственном участке завода. Эти планы основаны на трехмесячном и месячном прогнозах спроса.
Месячные производственные планы составляются в два этапа. На первом этапе, за два месяца до планируемого, определяются модели, модификации и объемы их выпуска. На втором этапе, за месяц до планируемого, составляется более подробный план. Эта справочная и директивная информация в те же сроки доводится до поставщиков.
На основании месячного производственного плана составляются суточные производственные графики.
Эти графики передаются в производственные подразделения, где затем осуществляется расчет потребностей в трудовых ресурсах, определяются основные нормы и составляются операционные карты. Суточные производственные графики составляются только для подразделения, выпускающего готовую продукцию. Это наиболее важный принцип, характеризующий систему производства компании «Тойота». В иных системах управления производством каждый участок имеет собственный производственный график, подготовленный плановым отделом. Как правило, оборудование на предприятиях используется не на полную мощность и существует резерв, вступающий в работу в момент увеличения спроса.
Для увеличения суточного объема выпуска продукции используются следующие методы: наем временных рабочих; повышение интенсивности труда; использование сверхурочных работ; перемещение рабочих с других участков и др.
С другой стороны, сложнее приспособиться к падению спроса, в течение которого часть рабочих приходится увольнять, но и это возможно. Но если этот период небольшой, то можно использовать более гуманные методы, не переходя на благотворительность. Это такие мероприятия: предоставление внеочередных оплачиваемых отпусков; перевод рабочих на другие линии и участки; сокращение сверхурочных работ; проведение совещаний кружков качества; отработка операций по переналадке оборудования; проведение профилактических и ремонтных работ; совершенствование оборудования и инструмента; изготовление комплектующих, которые закупались у поставщиков.
На следующей стадии ежедневного управления производством основную роль в выравнивании играет система «Канбан», поскольку оперативное управление эффективнее при «вытягивании» комплектующих с предыдущих участков. В системе «Канбан» производство всех комплектующих изделий осуществляется по мере выпуска готовой продукции.
Но спрос на продукцию меняется ежедневно, и это тоже находит отражение в организации производственного процесса по системе «Канбан».
Рассмотрим подробнее механизм реагирования производства на изменения спроса на продукцию, который разделим на четыре этапа:
1. За семь суток до начала новой декады на фирму поступает заказ от торгового посредника на производство автомобилей с разбивкой на модели в стандартном исполнении, то есть тех автомобилей, которые продаются на рынке большими партиями. Эти данные используем для уточнения суточных производственных графиков. Т.е., хотя ранее составленные месячные планы производства основаны на прогнозе спроса на данный месяц, декадные заказы основаны на последнем прогнозе торгового посредника. Поэтому компания уточняет объем выпуска при подготовке новых графиков производства.
2. Ежедневно от торговых агентов по всей стране поступают суточные заказы. Время реализации этих заказов очень велико. То есть, торговый агент основывает свой заказ на реальном количестве заказов клиентов.
3. Суточный заказ отличается от декадного тем, что он составлен с учетом индивидуального потребителя. Здесь находят полное отражение предпочтения клиентов в оформлении и дополнительном оборудовании автомобиля. Да, это индивидуальный заказ, но фирма все равно берется за его выполнение. Этот автомобиль сойдет с конвейера через четыре дня. Компания пользуется системой суточных заказов для уточнения своих декадных заказов и организации производства и поставок по этим уточненным заказам.
4. ЭВМ компании группирует заказы торговых агентов по моделям и модификациям автомобилей. Эта информация становится известна за три дня до выпуска заказанных автомобилей; т.е., предприятие своевременно уведомляется об объеме продукции, которая может быть реализована.
С учетом всей информации составляются производственные графики для главного сборочного конвейера. Такие графики поступают на производство за двое суток до того, как заказанный автомобиль должен сойти с конвейера. Графики составляются и направляются ежедневно.
Система «Канбан» как механизм оперативного управления производством. Постоянные колебания объемов выпуска различных моделей и модификаций вызывают колебания потребности в комплектующих. Система «Канбан» представляет механизм, удовлетворяющий спрос на них в момент его возникновения и является информационной системой, позволяющей осуществлять производство необходимой продукции в нужном количестве и в нужное время на каждом этапе производства как на заводах фирмы, так и на заводах фирм–поставщиков.
«Канбан» – сопроводительная карточка в прямоугольном пластиковом конверте. В основном используется два вида карточек: карточки отбора и карточки производственного заказа. В карточках отбора указывается вид и количество изделий (рис.23), которые должны поступить с предыдущего участка; в карточке производственного заказа – вид и количество продукции (рис.24), которая должна быть изготовлена на предшествующей технологической стадии.
Склад
стеллаж
5Е215
Шифр
изделия
А2–15 Предшествующий
участок
Номер
изделия
35670
Ковка
В–2
Наименование
изделия
Ведущее
зубчатое
колесо
Модель автомобиля
SX50BC Последующий
участок
Вместимость
тары
Тип тары Номер
выпуска
20
В
4/8
Механическая
обработка Т–6

Рис. 23. Карточка отбора «Канбан»
Склад
стеллаж F618
Шифр
Изделия
А5–34
Участок
механической
обработки
Номер
изделия
56790–321
Наименование
изделия
Коленчатый вал
SB–8
Модель
автомобиля
SC50BC–150
Этапы движения двух типов карточек «Канбан»
Рис. 23. Карточка заказа «Канбан»
Механизм использования карточек «Канбан» в производстве (рис.
Рис. 24. Карточка заказа «Канбан»
На рис.25 представлен механизм использования карточек «Канбан» в производстве. Производство деталей на предыдущем участке ведется в соответствии с последовательностью получения этих карточек заказа. Карточки «Канбан» сопровождают изготовляемые на предшествующем участке изделия на всех технологических стадиях этого участка. Когда деталь (изделие) готова, ее вместе с карточкой заказа помещают на меcто складирования, чтобы с предыдущего участка ее можно было бы забрать в любое время.
Участок
Участок
Контейнер
Контейнер
Карточки
заказа Карточки
отбора



























Рис. 25. Механизм использования карточек «Канбан» в производстве
Движение карточек «Канбан» должно быть непрерывным на всех стадиях производства (рис.26).
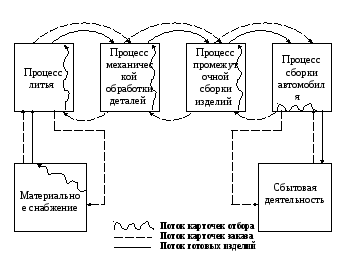
Рис. 26. Кругооборот карточек «Канбан» и изделий на предприятии.
В результате каждый производственный участок получает все необходимые детали в нужное время в требуемом количестве. Таким образом воплощается в жизнь идеальный вариант системы «точно во время». Цепочка двигающихся таким образом карточек «Канбан» способствует сбалансированности производственных процессов на всех стадиях изготовления продукции, сопровождая все стадии производственного процесса – от склада сырья (или даже фирмы–поставщика) до склада готовой продукции. Система «Канбан» помогает также повысить качество продукции, т.к. появление брака на любом из этапов ведет к задержке всего производственного процесса и система вообще не может эффективно функционировать.