

Сравнение гистограмм с границами допусков.
Анализ формы гистограммы и ее расположения по отношению к технологическому допуску позволяет делать заключения о состоянии изучаемого процесса и вырабатывать надлежащие меры. Различают 5 случаев.
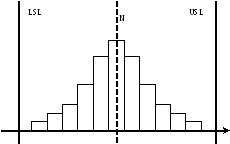
Рис. 11. Сравнение гистограмм с границами допусков. Случай 1
На рис. 11 изображен случай 1, здесь левая и правая стороны гистограммы симметричны, следовательно, форма гистограммы удовлетворительна. Если сравнить ширину гистограммы с шириной поля допуска, то в поле допуска имеется достаточный запас. Поскольку центр распределения µ и центр N поля допуска совпадают, то качество партии деталей находится в удовлетворительном состоянии. Таким образом, в данной ситуации технологическая операция не нуждается в корректировке.
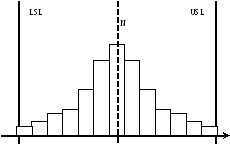
Рис. 12. Сравнение гистограмм с границами допусков. Случай 2
На рис. 12 изображен случай 2, когда центр гистограммы расположен правильно, т. е. совпадает с центром поля допуска. Однако поскольку ширина гистограммы, характеризующая реальный разброс значений контролируемого показателя, совпадает с шириной поля допуска, то имеется опасение, что со стороны верхнего и нижнего допуска могут появиться некондиционные детали. Следовательно, чтобы сузить ширину гистограммы, необходимо принять меры для обследования технологической операции с точки зрения точности оборудования, условий обработки, технологической оснастки и т. д. В случае невозможности найти техническое решение по данному вопросу рекомендуется (если есть такая возможность) расширить допуск, так как требования к качеству деталей в данном случае трудновыполнимы. Для случая, когда ширина гистограммы превышает поле допуска, то применимы меры рассмотренные выше. То есть необходимо значительно уменьшить технологический разброс параметров деталей, желательно не сбивая настройки центра гистограммы.

Рис. 13. Сравнение гистограмм с границами допусков. Случай 3

Рис. 14. Сравнение гистограмм с границами допусков. Случай 4
В случае 3 и 4 (рис. 3 и рис. 4) гистограмма сдвинута влево или вправо. Данные ситуации аналогичны по причинам их вызвавших. Из данных гистограмм явно видно, что некоторые детали находятся за границами допуска и являются некондиционными. В этом случае необходимо проверить, не вносят ли систематическую ошибку используемые средства измерения. Если средство измерения находится в удовлетворительном состоянии, следует продолжить изготовление деталей, отрегулировав технологическую операцию так, чтобы центр гистограммы µ совпадал с центром N поля допуска. При этом желательно не затронуть настройку технологического процесса по разбросу параметров.
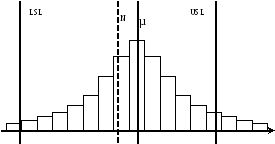
Рис. 15. Сравнение гистограмм с границами допусков. Случай 5
На рис. 15 изображен самый критичный случай из всех рассмотренных. Здесь сдвинута настройка технологического процесса из центра допуска, и параметры разброса превышают ширину допуска. Необходимо в первую очередь значительно уменьшить разброс параметров технологического процесса, с целью уменьшения ширины гистограммы. А затем необходимо перенастроить технологическое оборудование и сместить центр разброса ближе к центру допуска.
Необходимо заметить, что в большинстве случаев смещение центра гистограммы можно получить за счет изменения настройки технологического оборудования, то есть за счет изменения настроек, которые одинаково влияют на все детали. А уменьшения разброса можно добиться за счет создания максимально одинаковых условий изготовления каждой детали. Обычно это обусловлено не совсем одинаковыми материалами для изготовления каждой детали, насколько различающимися координатами конкретной детали в общей заготовке и т.п.