Индексы воспроизводимости
На настоящий момент введено определение нескольких видов индексов воспроизводимости.
-
Индекс воспроизводимости и индекс пригодности;
-
Мера точности;
-
Индекс налаженности процесса;
-
Коэффициент верхнего отклонения;
-
Коэффициент нижнего отклонения;
-
Индекс центрированности;
-
Индекс воспроизводимости Тагути.
1. Индекс воспроизводимости и индекс пригодности.
Показывает соотношение между допуском и реальным разбросом. Другими словами, отражает сколько раз разброс процесса, укладывается в технологический допуск (рис. 32).
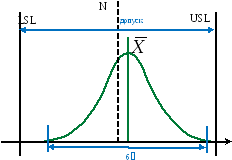
Рис. 28. Индекс воспроизводимости
Применяется два вида по сути одного индекса: индекс воспроизводимости и индекс пригодности. Их различие заключается в способе расчета стандартного отклонения процесса. В одном случае стандартное отклонение оценивается через размах процесса (разницу между максимальным и минимальным значением). Тогда данный коэффициент обычно называют - «индекс воспроизводимости» и рассчитывают:

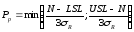
где USL - верхняя граница допуска;
LSL - нижняя граница допуска;
R – оценка разброса на основе размаха

где d2 – коэффициент для расчета стандартного отклонения (см. Приложение 4), он зависит только от размера подгруппы;
 – средний размах между максимальными
и минимальными значениями во всех
подгруппах данной выборки.
– средний размах между максимальными
и минимальными значениями во всех
подгруппах данной выборки.
Данный индекс обычно рассчитывается после формирования контрольной карты, где уже доказано, что процесс находиться в статистически управляемом состоянии. Поэтому средний размах берется из расчетов в контрольной карте.
В остальных случаях стандартное отклонение процесса оценивается через полную изменчивость процесса. Этот индекс называют – «индекс пригодности» и рассчитывают:

где USL - верхняя граница допуска;
LSL - нижняя граница допуска;
S – оценка разброса на основе полной изменчивости процесса.

Данный индекс несколько сложнее в расчетах чем индекс воспроизводимости, однако, он менее чувствителен к ошибкам при сборе данных. Обычно индекс пригодности рассчитывается на первых этапах подготовки производства, когда процесс не отлажен и сбор достаточного количества данных для построения контрольных карт и подтверждения статистически управляемого состояния не возможен. Рекомендуется по возможности использовать индекс пригодности для оценки процесса. Если процесс находится в статистически управляемом состоянии, воспроизводимость процесса будет очень тесно связана с пригодностью процесса. Большое различие между воспроизводимостью и пригодностью указывает на наличие особой причины (причин).
Индекс воспроизводимости и индекс пригодности не связаны с положение среднего значения в процессе. То есть, при сдвиге всего распределения индекс воспроизводимости и индекс пригодности не поменяется, он среагирует лишь на изменение разброса или размаха.
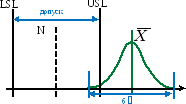
Индекс воспроизводимости и индекс пригодности будут равны единице, когда разброс 6 равен допуску. Если индексы больше единицы, то размах меньше допуска, если индексы меньше единицы, то разброс больше допуска. При этом надо учесть, так как индексы не связаны с положением среднего, то при расположении среднего далеко за пределами допуска, значение индексов может быть значительно больше 1.
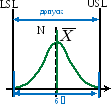
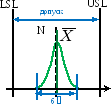
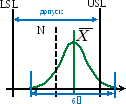
Примеры расположения кривой нормального распределения по отношению к допуску для разных значений Cp приведены на рис. 33.
|
|
|
|
|
Сp=0,67 |
Сp=1 |
Сp=2 |
|
|
|
|
|
|
|
|
|
Сp=1 Рис. 29. Примеры ситуаций с различным Cp для симметричного допуска |
Сp=1 |
|
В случае несимметричного допуска расчет индекса воспроизводимости и индекса пригодности производиться по следующим формулам:
|
|
|

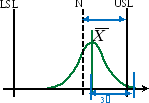
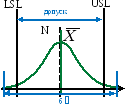
Примеры расположения кривой нормального распределения по отношению к несимметричному допуску для разных значений Cp приведены на рис. 34.
|
|
|
|
Сp=1 Рис. 30. Примеры ситуаций с различным Cp для несимметричного допуска |
Сp=1 |