

Листок входного контроля
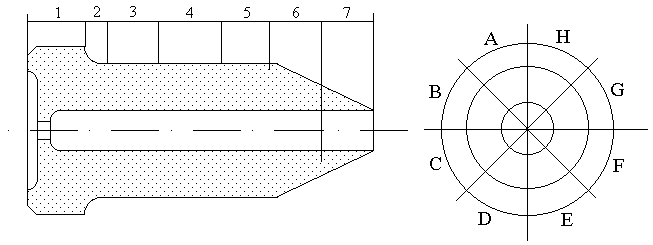
Рис. 16. Листок входного контроля
Матрица расположения дефектов
|
№ дефекта |
Вдоль оси |
Количество дефектов |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
||
|
A |
|
|
I |
|
|
|
|
1 |
|
|
B |
|
|
|
|
|
|
|
|
|
|
C |
|
|
|
|
|
|
|
|
|
|
D |
|
|
|
|
|
|
|
|
|
|
E |
III |
|
|
|
|
|
|
9 |
|
|
F |
I |
II |
|
|
|
|
|
3 |
|
|
G |
|
|
|
|
|
|
|
|
|
|
H |
|
|
|
|
|
|
|
|
|
|
|
4 |
2 |
7 |
|
|
|
|
|
|
Примечания: карта расположения дефектов приведена на рис. 16.
Вывод: Рекламации поставщику о замене литьевых машин.
Контрольный листок для регистрации распределения сопротивлений интегральных размеров.
Наименование изделия: интегральный пинч-резистор. Дата: 13.12.96.
Производственная операция: приемочный контроль. Участок: микроэлектроники
Размер выборки: n=50 Ф.И.О.: .
Номинал: 1000 Ом Номер пластин: № 1,2.
Допуск:

 =
10% Номер заказа:
№ 1.
=
10% Номер заказа:
№ 1.
|
Номинал |
Границы интервала |
Граница интервала в кодах |
|
Относительная частота |
||||||||||||||||
|
|
|
|
mi |
|
||||||||||||||||
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
|
|
|
1100 |
|
ВГД |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1060-1080 |
3...4 |
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
1040-1060 |
2...3 |
x |
# |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
1020-1040 |
1...2 |
x |
x |
x |
# |
# |
# |
# |
# |
# |
|
|
|
|
|
|
|
9 |
|
|
|
1000-1020 |
0...1 |
x |
x |
x |
x |
x |
x |
# |
# |
# |
# |
|
|
|
|
|
|
10 |
|
|
|
980-1000 |
-1...0 |
x |
x |
x |
x |
x |
x |
x |
# |
# |
# |
# |
# |
# |
# |
|
|
14 |
|
|
|
960-980 |
-2...-1 |
x |
x |
x |
# |
# |
# |
# |
# |
|
|
|
|
|
|
|
|
8 |
|
|
|
940-960 |
-3...-2 |
x |
x |
x |
# |
# |
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
920-940 |
-4...-3 |
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
900 |
|
НГД |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|


x – первая пластина, # - вторая пластина