

Приложение 3 Пример построения контрольных карт.
Контрольная карта по количественному признаку.
|
Номер |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
|
Значения |
1009 |
1006 |
1005 |
1006 |
998 |
1030 |
1038 |
1040 |
985 |
978 |
995 |
1020 |
1033 |
995 |
992 |
993 |
1028 |
1036 |
1023 |
1019 |
|
1004 |
1009 |
1018 |
1013 |
1003 |
1004 |
1028 |
1032 |
1017 |
995 |
972 |
979 |
1015 |
982 |
999 |
982 |
994 |
1020 |
1041 |
1026 |
|
|
998 |
996 |
1006 |
1016 |
1011 |
979 |
996 |
1045 |
1037 |
1027 |
1001 |
971 |
1029 |
997 |
988 |
1005 |
978 |
977 |
1007 |
1035 |
|
|
Дата |
03.мар |
04.мар |
05.мар |
06.мар |
07.мар |
10.мар |
11.мар |
12.мар |
13.мар |
14.мар |
17.мар |
18.мар |
19.мар |
20.мар |
21.мар |
24.мар |
25.мар |
26.мар |
27.мар |
28.мар |
Выводы:
Данный процесс неуправляем по средним значениям (рис. 39).
На карте средних значений наблюдается выход за границы 8 подгруппы (12 марта). Наиболее вероятной причиной этого отклонения представляется уменьшение контроля рабочего за данным процессом к середине недели. Так же наблюдается тренд с 14 по 20 подгруппы (с 20 марта). Сам по себе тренд не выходит за границы управляемости, но в будущем, в следующем периоде очень вероятно продолжение данного тренда и, как следствие, выход за верхнюю границу управляемости. Необходимо провести дополнительные исследования, для определения влияния на технологический процесс в период с 19 марта по 20 марта, что привело к появлению тренда.
На карте размахов не наблюдается выходов за границы управляемости или других признаков неуправляемости процесса по разбросу.
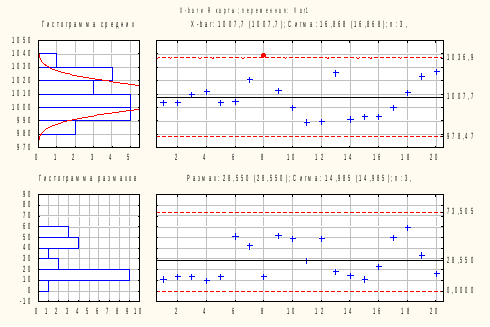
Рис. 35. Пример построения контрольной карты средних и размахов
Контрольная карта по качественному признаку.
|
Номер |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
|
|
Объем выборки |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
2000 |
|
|
Вид данных |
Число |
57 |
44 |
39 |
45 |
40 |
10 |
14 |
31 |
13 |
9 |
29 |
7 |
9 |
9 |
23 |
20 |
67 |
50 |
35 |
38 |
59 |
46 |
7 |
|
(np,с) |
||||||||||||||||||||||||
|
Доля |
0,0285 |
0,022 |
0,0195 |
0,0225 |
0,02 |
0,005 |
0,007 |
0,0155 |
0,0065 |
0,0045 |
0,0145 |
0,0035 |
0,0045 |
0,0045 |
0,0115 |
0,01 |
0,0335 |
0,025 |
0,0175 |
0,019 |
0,0295 |
0,023 |
0,0035 |
|
|
(p.u) |
||||||||||||||||||||||||
|
дата |
04.мар |
05.мар |
11.мар |
13.мар |
15.мар |
17.мар |
18.мар |
20.мар |
25.мар |
26.мар |
27.мар |
31.мар |
03.апр |
04.апр |
08.апр |
09.апр |
10.апр |
14.апр |
15.апр |
18.апр |
22.апр |
23.апр |
25.апр |
|
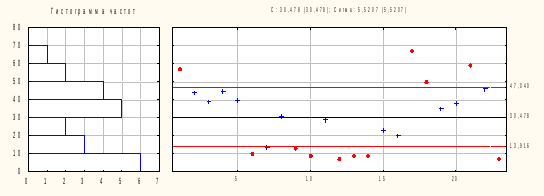
Рис. 36. Пример построения контрольной карты количества брака
Выводы:
На данной карте 4 точки выходят за верхнюю границу и 7 точек выходят за нижнюю границу управляемости. Поэтому основной вывод – данный процесс неуправляем (рис. 40).
В первую очередь следует рассмотреть 4 точки, выходящие за верхнюю границу управляемости, так как это точки с не случайно большой величиной бракованных изделий в выборках. Такое количество брака в 17 и 18 группах (10 и 14 апреля) обусловлено использованием начинающих рабочих при изготовлении продукции. Выход за границы первой групп обусловлен не достаточной настройкой технологического процесса.
Выход за нижнюю границу необходимо рассматривать с точки зрения необходимости усиления причин, которые вызвали такое минимальное количество брака.