

Основные статистические понятия.
Среднее значение некоторой величины, определяемое несколькими способами. Структура понятия приведена на рис. 1.
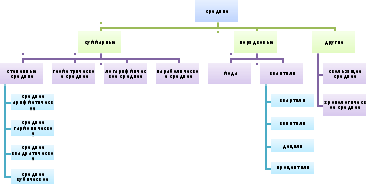
Рис. 1. Структура средних значений
Среднее арифметическое (или просто среднее) набора чисел — это сумма всех чисел в этом наборе, делённая на их количество.
Среднее квадратическое (квадратичное) — число, равное квадратному корню из среднего арифметического квадратов данных неотрицательных чисел.
Средним гармоническим нескольких положительных чисел называется число, обратное значение среднему арифметическому обратных этих чисел.
Генеральная совокупность — множество результатов всех возможных наблюдений, которые могли бы быть получены при данном исследовании. Генеральная совокупность состоит из всех объектов, которые подлежат изучению. Состав генеральной совокупности зависит от целей исследования.
Выборка — единицы продукции, отобранные из контролируемой партии или потока продукции для контроля и принятия решений о соответствии установленным требованиям.
Среднеквадратическое отклонение или Стандартное отклонение — показатель рассеивания значений случайной величины относительно её математического ожидания. Соответствие доли наблюдений для каждой единицы среднеквадратичного отклонения представлено на рис. 2.
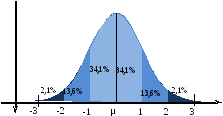
Рис.
2. Доля наблюдений в каждой
 .
.
Изменчивость (вариабельность) — свойства продукции, заключающиеся в том, что параметры или показатели качества её единиц принимают различные значения. Показателем изменчивости часто является дисперсия контролируемого параметра.
Статистический анализ точности и стабильности технологического процесса — установление статистическими методами значений показателей точности и стабильности технологического процесса (ТП) и определение закономерностей его протекания во времени.
Точность технологического процесса — свойство ТП, обуславливающее близость действительных и номинальных значений параметров по их распределению вероятности.
Стабильность технологического процесса — свойство ТП, обуславливающее постоянство распределения вероятностей его контролируемых параметров в течении некоторого интервала времени без вмешательства извне.
Статистическое регулирование технологического процесса — корректирование значений параметров ТП по результатам выборочного контроля контролируемых параметров, осуществляемое для технологического обеспечения требуемого уровня качества продукции.
Контрольная карта — карта, на которой для наглядности отображения состояний ТП, отмечают значения соответствующей выборочной характеристики смежных выборок по времени.
Выборочный контроль — это процесс оценки части партии с целью приемки или браковки всей партии как соответствующей или несоответствующей требованиям по качеству.
Воспроизводимость — степень близости друг к другу независимых результатов измерений полученных одним и тем же методом, на идентичных объектах испытаний, в разных лабораториях, разными операторами, с использованием различного оборудования.
Присущая процессу изменчивость — часть изменчивости процесса, вызываемая только обычными (систематическими) причинами.
Внутригрупповая изменчивость (С) — это изменчивость, обусловленная только изменчивостью внутри подгрупп. Если процесс находится в статистически управляемом состоянии, эта изменчивость ‑ хорошая оценка присущей процессу изменчивости.
Межгрупповая изменчивость — это изменчивость, обусловленная изменчивостью между подгруппами. Если процесс находится в статистически управляемом состоянии, эта изменчивость должна быть равной нулю.
Полная изменчивость процесса — это изменчивость, получаемая в результате и внутригрупповой, и межгрупповой изменчивости. Если процесс не находится в состоянии статистического управления, полная изменчивость процесса будет обуславливаться действием как особой причины (причин), так и обычных причин изменчивости. Эту изменчивость можно оценить с помощью s — стандартного отклонения, использующего все индивидуальные значения, получаемые из контрольных карт, либо при изучении процесса.
Воспроизводимость процесса — интервал в 6 присущей процессу изменчивости (только для статистически стабильных процессов), где обычно оценивается как С.
Пригодность процесса — интервал в 6 полной изменчивости процесса, где обычно оценивается с помощью s — выборочного полного стандартного отклонения процесса.