

Приложение 4
Таблица коэффициентов для расчета индексов воспроизводимости.
|
Объем подгруппы |
Коэффициент для оценки стандартного отклонения |
|
n |
d2 |
|
2 |
1,128 |
|
3 |
1,693 |
|
4 |
2,059 |
|
5 |
2,326 |
|
6 |
2,534 |
|
7 |
2,704 |
|
8 |
2,847 |
|
9 |
2,970 |
|
10 |
3,078 |
|
11 |
3,173 |
|
12 |
3,258 |
|
13 |
3,336 |
|
14 |
3,407 |
|
15 |
3,472 |
|
16 |
3,532 |
|
17 |
3.588 |
|
18 |
3,640 |
|
19 |
3,689 |
|
20 |
3,735 |
|
21 |
3,778 |
|
22 |
3,819 |
|
23 |
3,858 |
|
24 |
3,895 |
|
25 |
3,931 |
Приложение 5 Пример вычисления индекса воспроизводимости
Для корректного вычисления индексов вопроизводимости необходимо, чтобы были выполнены некоторые предположения:
-
Процесс, из которого отбираются данные, должен находиться в состоянии статистической стабильности, что должно быть проверенно по контрольным картам.
-
Данные, полученные в ходе измерений, должны иметь нормальное или близкое к нормальному распределение.
-
Для того чтобы учесть всю собственную изменчивость, необходимо оценить достаточное число частей. Рекомендуется, чтобы были собраны не менее 125 индивидуальных значений (по пять в подгруппе). Для частных случаев можно применять и другие объемы подгрупп, но общий размер выборок должен быть не менее 125.
-
Допуск должен быть основан на требованиях потребителя.
Ниже приведены данные, на основе которых вычислены индексы воспроизводимости, при условии, что данные предположения выполняются.
ДАННЫЕ
|
Номер |
Диаметр |
Номер |
Диаметр |
Номер |
Диаметр |
Номер |
Диаметр |
Номер |
Диаметр |
|
1 |
22.30 |
26 |
22.37 |
51 |
22.28 |
76 |
22.65 |
101 |
22.48 |
|
2 |
22.54 |
27 |
22.34 |
52 |
22.55 |
77 |
22.50 |
102 |
22.38 |
|
3 |
22.01 |
28 |
22.75 |
53 |
22.38 |
78 |
22.41 |
103 |
22.28 |
|
4 |
22.62 |
29 |
22.71 |
54 |
22.65 |
79 |
22.39 |
104 |
22.72 |
|
5 |
22.65 |
30 |
22.51 |
55 |
22.56 |
80 |
22.48 |
105 |
22.96 |
|
6 |
22.86 |
31 |
22.23 |
56 |
22.54 |
81 |
22.50 |
106 |
22.53 |
|
7 |
22.68 |
32 |
22.36 |
57 |
22.25 |
82 |
22.86 |
107 |
22.52 |
|
8 |
22.43 |
33 |
22.90 |
58 |
22.40 |
83 |
22.60 |
108 |
22.61 |
|
9 |
22.58 |
34 |
22.45 |
59 |
22.72 |
84 |
22.60 |
109 |
22.62 |
|
10 |
22.73 |
35 |
22.48 |
60 |
22.90 |
85 |
22.66 |
110 |
22.60 |
|
11 |
22.88 |
36 |
22.60 |
61 |
22.31 |
86 |
22.79 |
111 |
22.54 |
|
12 |
22.68 |
37 |
22.72 |
62 |
22.57 |
87 |
22.61 |
112 |
22.56 |
|
13 |
22.46 |
38 |
22.35 |
63 |
22.38 |
88 |
22.81 |
113 |
22.36 |
|
14 |
22.30 |
39 |
22.51 |
64 |
22.58 |
89 |
22.66 |
114 |
22.46 |
|
15 |
22.61 |
40 |
22.69 |
65 |
22.30 |
90 |
22.37 |
115 |
22.71 |
|
16 |
22.44 |
41 |
22.61 |
66 |
22.42 |
91 |
22.65 |
116 |
22.84 |
|
17 |
22.66 |
42 |
22.52 |
67 |
22.21 |
92 |
22.75 |
117 |
22.52 |
|
18 |
22.48 |
43 |
22.52 |
68 |
22.45 |
93 |
21.92 |
118 |
22.88 |
|
19 |
22.37 |
44 |
22.49 |
69 |
22.24 |
94 |
22.00 |
119 |
22.68 |
|
20 |
22.56 |
45 |
22.31 |
70 |
22.55 |
95 |
22.45 |
120 |
22.54 |
|
21 |
22.59 |
46 |
22.42 |
71 |
22.25 |
96 |
22.51 |
121 |
22.76 |
|
22 |
22.65 |
47 |
22.64 |
72 |
22.36 |
97 |
22.58 |
122 |
22.65 |
|
23 |
22.78 |
48 |
22.52 |
73 |
22.25 |
98 |
22.46 |
123 |
22.51 |
|
24 |
22.58 |
49 |
22.40 |
74 |
22.34 |
99 |
22.76 |
124 |
22.77 |
|
25 |
22.33 |
50 |
22.63 |
75 |
22.67 |
100 |
22.56 |
125 |
22.43 |
АНАЛИЗ
Для проверки соответствия двум первым предположениям, используются гистограмма (рис. 41), вероятностный график (рис. 42) и X-R карты (рис. 43).
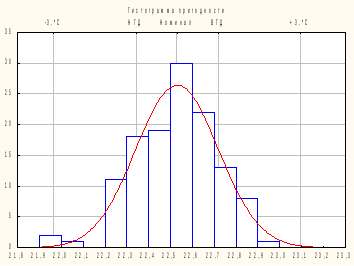
Рис. 37. Гистограмма данных диаметра
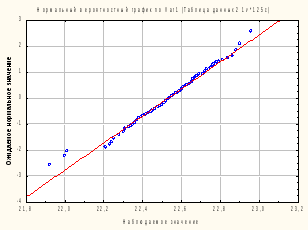
Рис. 38. Нормальный вероятностный график
Из вышеприведенных графиков видно, что данные имеют нормальное распределение.
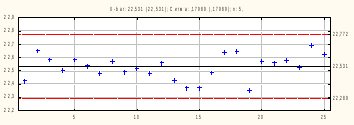
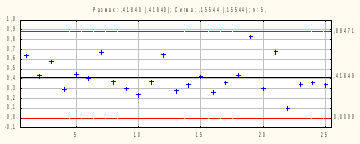
Рис. 39. Карта средних и размахов
Контрольные карты показывают, что процесс находится в статистически управляемом состоянии. Следовательно, можно вычислять индексы воспроизводимости для этих данных.
СТАТИСТИКИ ДЛЯ ДАННЫХ ПО ДИАМЕТРАМ
Объем выборки n = 125
Объем подгруппы = 5
Число подгрупп = 25
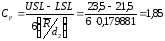
Верхняя граница допуска (USL) = 23.5
Нижняя граница допуска (LSL) = 21.5
Внутригрупповое
стандартное отклонение
Полное стандартное
отклонение

Границы допуска основаны на требованиях потребителя и функциональных требованиях.
Вышеприведенная информация необходима для вычисления индексов.

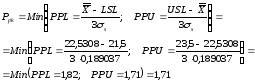
ВЫВОДЫ
Сделаны следующие наблюдения:
-
Индекс Cpk примерно равен индексу Cp и Ppk примерно равен Pp. Это является индикатором хорошей настройки процесса.
-
Значения индексов указывает на то, что процесс может производить продукцию с количеством несоответствий, близким к нулю, при условии, что он находится в статистически управляемом состоянии.
-
Так как значения Cp и Pp примерно равны, межгрупповая изменчивость минимальна.
-
Большие различия в значении индексов Cpk и Ppk могут являться индикатором наличия чрезмерной межгрупповой изменчивости.
-
Большие различия в значении индексов Cpk и Cp (или Ppk и Pp) могут являться индикатором наличия проблем с настройкой процесса.