

15 Метод неполной взаимозаменяемости
Требуемая точность замыкающего звена достигается не во всех, но в подавляющем большинстве случаев при включении в РЦ звена без их подбора, выбора изменения значения.
Если распределение
замыкающего звена подчиняется закону
Гаусса, то даже при условии:
количество брака
будет незначительным в следствии особой
формы кривой Гаусса. Этот факт лежит в
основе метода МНВ.
Если составляющие звенья подчиняются
закону равной вероятности , то замыкающее
звено будет подчинятся закону Гаусса
при выполнении условия
 .
При этом мы сможем применять МНВ . Если
распределение составляющих звеньев
подчиняется закону Симпсона, то для
того чтобыA0
подчинялось закону Гаусса требуется
выполнение условия:
.
При этом мы сможем применять МНВ . Если
распределение составляющих звеньев
подчиняется закону Симпсона, то для
того чтобыA0
подчинялось закону Гаусса требуется
выполнение условия: .
.
При распределении
составляющих звеньев по закону Гаусса: .
.
Преимущества: МНВ находит очень широкое применение. Он позволяет значительно (1,6-1,8 раз) увеличить поля допусков на составляющие звенья по сравнению МПВ, как правило, используется при рассмотрении многозвенных цепей (>5)
При решении проектной задачи:
1) Назначаются поля допусков для составляющих звеньев исходя из средней величины допуска или среднего количества едениц допуска приходящегося на размер
ii- величина единицы поля допуска i-го звена.
Назначение допуска должно быть стандартным, т.е. должны соответствовать определенному квалитету.
2) Проверяется правильность назначения допусков

На все составляющие звенья кроме одного , принятого регулирующим производится распределение полей допусков относительно номинальных значений, при этом допуски откладываются в металл
3)Определяется середина поля допуска регулирующего звена исходя из соответств. формулы:

4)Определяется предельное отклонение регулирующего звена
16 Базирование по длинной цилиндрической поверхности. Базирование в центрах.
Длинной считается поверхность у которой l>d. Возможны следующие схемы установки:
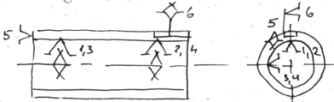
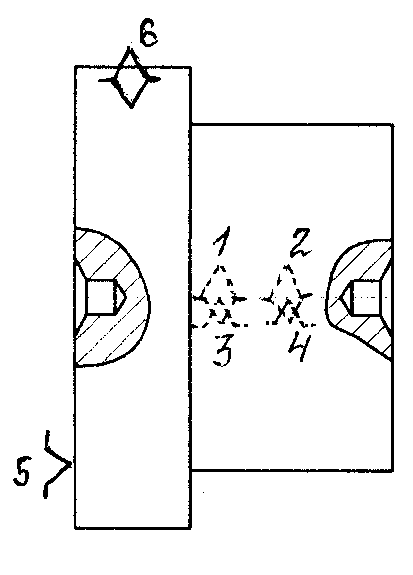
1. Установка наружным цилиндром в призму:
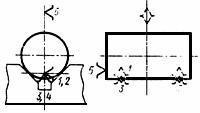
Точки 1,2,3,4 – двойная направляющая база. Лишает заготовку четырех степеней свободы. Точка 5 – опорная база. Точка 6 – опорная база, фиксирует угловое положение заготовки, в качестве такой базы может использоваться паз, лыска, радиальное или осевое отверстие.
2. Установка по наружной поверхности в самоцентрирующий патрон с длинными кулачками

Точки 1,2,3,4 – двойная направляющая база. Точка 5 – опорная база.
Такая схема к.п. используется при обработке заготовки на токарных и круглошлифовальных станках. В этом случае нет необходимости в фиксации углового положения заготовки (точка 6 отсутствует).
3. Установка отверстием на разжимную оправку или на жесткую оправку с натягом.
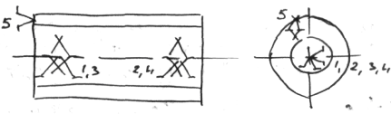
Точки 1,2,3,4 – двойная направляющая база. Точка 5 – опорная база. При такой установке необходимость фиксации углового положения заготовки к.п. отсутствует – нет точки 6.
4. Установка по длинному отверстию на жесткую оправку с зазором или на палец.
Точки 1,2,3,4 – двойная направляющая база. В отличие от предыдущих случаев базирование осуществляется по точкам, лежащим на поверхности отверстия, а не по его оси. Точки 5,6 – опорные базы
Базирование в центрах.
Левое центровое отверстие (т. 1,2,3) - опорная-центрирующая база. Правое центровочное отверстие (т. 4,5) - центрирующая база.т.6 как правило, отражает неподвижность заготовки вследсвии ее закрепления - опорная база.
При черновой и получистовой обр-ке на токарных станках используют установку в плавающий передний центр. Базирование осуществляется по торцу, что позволяет обеспечить высокую точность линейных размеров.