

23 Выбор технологических баз для первой операции (черновых баз)
Технологическая база, используемая при первой установке заготовки, называется черновой технологической базой.
Черновая технологическая база (так же как и базы, применяемые для остальных операций технологического процесса) может быть контактной или проверочной, однако ее назначение имеет некоторые особенности.
В качестве черновой технологической базы следует выбирать поверхность, относительно которой при первой операции могут быть обработаны поверхности, используемые при дальнейших операциях как технологические базы (т. е. черновая база — это база для обработки чистовых баз).
Для обеспечения точности базирования и надежности закрепления заготовки в приспособлении черновая база должна иметь достаточные размеры, возможно более высокую степень точности (правильность и постоянство формы и взаимного расположения баз у различных заготовок) и наименьшую шероховатость поверхностей.
В качестве черновых баз не следует использовать поверхности, на которых расположены в отливках прибыли и литники, а также швы, возникающие в местах разъемов опок и пресс-форм в отливках под давлением и штампов в поковках и штамповках, удаляемые предварительной слесарной обработкой, нарушающей постоянство расположения поверхностей.
В связи с тем, что точность необработанных поверхностей, применяемых в качестве черновых баз, всегда ниже точности обработанных поверхностей, а шероховатость — выше шероховатости обработанных поверхностей, черновая база должна использоваться при обработке заготовки только один раз — при выполнении первой операции. Все последующие операции и установы заготовки необходимо осуществлять на обработанных базовых поверхностях. Исключением могут быть случаи обработки особо точных заготовок, полученных литьем под давлением, точным прессованием, калиброванием, или случаи обработки заготовок, установленных на приспособлениях-спутниках.
Для того чтобы обеспечить правильное взаимное расположение системы обработанных поверхностей детали относительно необработанных, в качестве черновых технологических баз целесообразно выбирать поверхности, остающиеся необработанными.
24 Жесткость технологической системы. Определение жесткости методом статического нагружения.
Жёсткость технологической системы.
Жёсткость технологической системыj – её способность сопротивляться появлению упругихотжатий, по действием деформирующей силы.

Р – составляющая силы резания перпендикулярная поверхности резания;
У – упругоеотжатие в направлении перпендикулярном обрабатываемой поверхности.
Это перемещение возникает в результате упругих деформаций деталей технологической системы и контактных деформаций на поверхностях сопряжения этих деталей. Контактные деформации составляют до 85% от У. Они по своей природе являются также упругими.

Жёсткость – величина не линейная. Для упрощения расчётов на рабочем диапазоне изменение силы резания её считают линейной и определяют по формулам:


Статический метод определения жесткости.
Узлы станка нагружаются статическими силами, аналогичными по величине и направлению сил возникающих при обработке. Упругое отжатиеизмеряют и жёсткость находят по формуле:
j
= P
/ У.

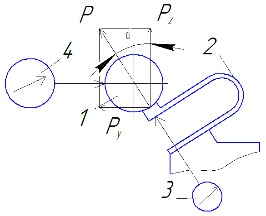
1-оправка, установленная в шпиндель станка;
2-динамометр, устанавливающийся на суппорт;
3-индикатор, измеряющий деформации динамометра, по которому определяется сила Р;
4-индикатор, измеряющий упругие отжатия.
Статические силы – силы, создаваемые грузами, пневмо- и гидроцилиндрами, динамометрами.
Разгружая и нагружая узел станка можно построить следующий график:
1-кривая первичного нагружения;
2- кривая разгрузки;
3- кривая вторичногонагружения;
о-а – величина первоначальных зазоров в ТС.
Кривые 2 и 3
несовпадают, образуя петлю Гисерезиса.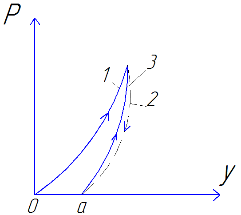
Площадь фигуры, ограниченной кривыми 2 и 3 равна работе, затраченной на преодоление сил трения и нагрев деталей ТС в результате их упругих и контактных деформаций.
Жесткость, определенная статическим методом позволяет составить нормативы жесткости для станков различных типов и размеров. По этим нормативам определяют качество станков при их изготовлении и ремонте.
При определении статической жёсткости не учитываются толчки и вибрации, имеющие место при обработке. Поэтому статическую жесткость нельзя использовать при точностных расчётах.