

2.Еденичное производство, его характеристики, формы организации. Формы организации производства.
хар-ся: малым объемом выпуска одинаковых изделий, повторное изготовление которых не предусматривается. На рабочих местах ед. производства выполняют разнообразные операции на универсальных станках с использованием универсальной и стандартной технологической оснастки. Специальную технологическую оснастку применяют в исключительных случаях, когда без нее невозможно обойтись. Универсальность выполнения работ требует высокой квалификации рабочих.
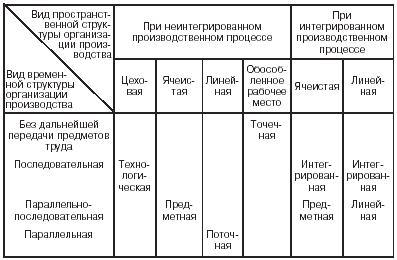
Форма организации производства представляет собой определенное сочетание во времени и в пространстве элементов производственного процесса при соответствующем уровне его интеграции, выраженное системой устойчивых связей.
3.Серийное производство. Характеристики, формы организации. Коэффициент закрепления операции.
характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от числа изделий партии или серии и kзо различают: мелко, средне, крупносерийное производство. 20< kзо < 40 – мелкосерийное производство 40< kзо < 20 – среднесерийное производство 1< kзо < 10 – крупносерийное производство. В серийном производстве машины изготавливают сериями, и заготовки обрабатывают партиями. В серийном производстве процесс изготовления деталей построен по принципу дифференциации операций, т.е. отдельные операции закреплены за определенным рабочим местом. Для выполнения операций используют универсальные станки, оснащенные универсальными, универсально-сборными и спец.приспособлениями, широко используют станки с числовым программным управлением, а также специализированные автоматизированные и агрегатные станки применяют режущие инструменты, а для контроля изделий применяют спец.контрольные приборы и измерительные меры. В серийном производстве квалификация рабочих ниже, чем в единичном.
Коэффициент закрепления операций (коэффициент серийности) показывает отношение числа всех технологических операций, выполненных или подлежащих выполнению в цехе (на участке) в течение месяца, к числу рабочих мест. Т.е. характеризует число операций, приходящихся в среднем на одно рабочее место в месяц. Коэффициент закрепления операций комплексно характеризует условия производства, и его уменьшение отражает увеличение степени специализации рабочих мест, увеличение размеров партий выпускаемых изделий, сокращение затрат на подготовительно-заключительные работы, рост производственных навыков и производительности труда рабочих. Величина этого коэффициента является одним из важнейших параметров для определения типа производства . Другими словами, это степень специализации рабочих мест. Формула для нахождения коэффициента: Кз.о. = Кд.о. / mгде Кд.о. — количество деталеопераций, выполняемых в данном производственном подразделении в месяц; m — количество наименований единиц технологического оборудования, выполняющих эти операции.
В соответствии с ГОСТ 3.1121-84 ЕСТД коэффициент закрепления операций составляет:для единичного производства — больше 40;
для мелкосерийного производства — 20-40;
для среднесерийного производства — 10-20;
для крупносерийного производства — 1-10;
для массового производства — не больше 1.